多层电路板生产方法与流程
1.本发明涉及印制电路板生产领域,特别是涉及一种多层电路板生产方法。
背景技术:
2.印制电路板,又叫印刷电路板,通过将铜箔层中不需要的部分蚀刻掉便能够形成线路图。
3.印刷电路板按照结构可以分为单层板、双层板及多层板,其中单层板指只有一层铜箔层的电路板,双层板是指夹层为基材,两侧为铜箔层的电路板,而多层板则是指有三层或者以上的铜箔层的电路板,例如六层板,由两个芯板、两个铜箔层及若干半固化片构成,其中芯板是指双层板,将两个芯板层叠,两个铜箔层分别层叠在两个芯板的两侧,并且芯板与芯板之间或者在芯板与铜箔层之间均使用半固化片分隔,如此,层叠完毕再经高温热压后便能够形成六层电路板。
4.然而,目前多层电路板在实际生产时存在如下问题,由于半固化片在来料时会夹带有粉末,当将两个芯板与半固化片层叠在一起后,半固化片上的粉末容易散落在芯板的外侧铜箔层上,当经过高温热压后,粉末被融化并粘结在芯板的外侧铜箔层处,如此,由于该融化的粘结点会阻隔蚀刻药水,从而导致外侧铜箔层的被粘结部位无法被顺利蚀刻。
技术实现要素:
5.本发明的目的是克服现有技术中的不足之处,提供一种多层电路板生产方法,能够防止多层板在生产过程中,最外侧铜箔层上残留半固化片粉末,从而能够避免后续因半固化片粉末粘结而导致最外侧铜箔层蚀刻失败。
6.本发明的目的是通过以下技术方案来实现的:
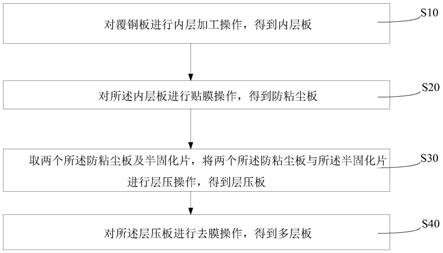
7.一种多层电路板生产方法,包括以下步骤:
8.步骤s10,对覆铜板进行内层加工操作,得到内层板;
9.步骤s20,对所述内层板进行贴膜操作,得到防粘尘板;
10.步骤s30,取两个所述防粘尘板及半固化片,将两个所述防粘尘板与所述半固化片进行层压操作,得到层压板;
11.步骤s40,对所述层压板进行去膜操作,得到多层板。
12.在其中一个实施例中,所述步骤s10的所述内层加工操作,包括:
13.步骤s11,对大张的覆铜板进行切割,得到符合客户要求的尺寸的覆铜板;
14.步骤s12,对覆铜板进行前处理,包括磨板、碱洗、水洗、酸洗、水洗、烘干,以去除所述覆铜板表面的披锋及污迹。
15.在其中一个实施例中,所述步骤s10中的所述内层加工操作还包括:
16.步骤s13,对所述覆铜板依次进行涂布湿膜、曝光、显影、蚀刻、退膜操作,得到所述内层板。
17.在其中一个实施例中,所述步骤s10中的所述内层加工操作还包括:
18.步骤s14,在所述内层板上开设铆钉孔;
19.步骤s15,对所述内层板进行aoi测试。
20.在其中一个实施例中,所述步骤s10中的所述内层加工操作还包括:
21.步骤s16,对所述内层板的铜箔线路进行棕化处理,以增加粗糙度。
22.在其中一个实施例中,所述步骤s20的所述贴膜操作为:
23.在所述内层板的一侧面上贴覆耐温胶膜。
24.在其中一个实施例中,所述耐温胶膜与所述内层板相黏接。
25.在其中一个实施例中,所述步骤s30的所述层压操作,包括:
26.步骤s31,将所述半固化片间隔在两个所述防粘尘板之间进行层叠,以得到预压板,并且所述防粘尘板上的所述耐温胶膜远离所述半固化片设置;
27.步骤s32,利用层压机对所述预压板进行加热压合,以得到层压板。
28.在其中一个实施例中,所述多层电路板生产方法还包括:
29.步骤s50,对所述多层板依次进行钻孔、去钻污及沉铜操作,将上下两层的所述内层板相导通。
30.在其中一个实施例中,所述多层电路板生产方法还包括:
31.步骤s60,利用丝印设备在所述多层板表面上丝印阻焊剂、字符。
32.与现有技术相比,本发明至少具有以下优点:
33.本发明的多层电路板生产方法,包括对覆铜板进行内层加工操作,得到内层板,对内层板进行贴膜操作,得到防粘尘板,取两个防粘尘板及半固化片,将两个防粘尘板与半固化片进行层压操作,得到层压板,对层压板进行去膜操作,得到多层板,如此,能够防止多层板在生产过程中,最外侧铜箔层上残留半固化片粉末,从而能够避免后续因半固化片粉末粘结而导致最外侧铜箔层蚀刻失败。
附图说明
34.为了更清楚地说明本发明实施例的技术方案,下面将对实施例中所需要使用的附图作简单地介绍,应当理解,以下附图仅示出了本发明的某些实施例,因此不应被看作是对范围的限定,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他相关的附图。
35.图1为本发明的一实施方式的多层电路板生产方法的步骤流程示意图;
36.图2为本发明的一实施方式的耐温胶膜的结构示意图。
具体实施方式
37.为了便于理解本发明,下面将参照相关附图对本发明进行更全面的描述。附图中给出了本发明的较佳实施方式。但是,本发明可以以许多不同的形式来实现,并不限于本文所描述的实施方式。相反地,提供这些实施方式的目的是使对本发明的公开内容理解的更加透彻全面。
38.需要说明的是,当元件被称为“固定于”另一个元件,它可以直接在另一个元件上或者也可以存在居中的元件。当一个元件被认为是“连接”另一个元件,它可以是直接连接到另一个元件或者可能同时存在居中元件。本文所使用的术语“垂直的”、“水平的”、“左”、
“
右”以及类似的表述只是为了说明的目的,并不表示是唯一的实施方式。
39.除非另有定义,本文所使用的所有的技术和科学术语与属于本发明的技术领域的技术人员通常理解的含义相同。本文中在本发明的说明书中所使用的术语只是为了描述具体的实施方式的目的,不是旨在于限制本发明。本文所使用的术语“及/或”包括一个或多个相关的所列项目的任意的和所有的组合。
40.需要说明的是,本文所使用关于元件与另一个元件“连接”的相关表述,也表示元件与另一个元件“连通”,流体可以在两者之间进行交换连通。
41.请参阅图1,一种多层电路板生产方法,包括以下步骤:
42.步骤s10,对覆铜板进行内层加工操作,得到内层板;
43.需要说明的是,覆铜板是指把木浆纸或玻纤布等作增强材料,然后将增强材料浸以树脂,再在单面或双面覆以铜箔层,经热压而成的一种用于制作pcb电路板的基材,本发明中所指的覆铜板是指两个侧面均覆盖有铜箔层的基材,对覆铜板进行内层加工操作,例如,在其表面进行蚀刻,以使得表面的铜箔层形成铜箔线路,以制成内层板。
44.步骤s20,对内层板进行贴膜操作,得到防粘尘板。
45.需要说明的是,内层板上蚀刻出铜箔线路后,对内层板进行贴覆操作,例如,贴膜操作是指在内层板的一侧面上贴覆耐温胶膜,如此,能够得到一侧面贴覆有耐温胶膜的防粘尘板,一实施方式中,耐温胶膜可以是聚酯薄膜,且该聚酯薄膜带有粘性,因此耐温胶膜与内层板相黏接,如此,耐温胶膜能够对内层板上被贴覆的那一侧面进行保护。
46.步骤s30,取两个防粘尘板及半固化片,将两个防粘尘板与半固化片进行层压操作,得到层压板。
47.需要说明的是,制备好防粘尘板后,取两个防粘尘板及半固化片进行层叠,其中,半固化片位于两个防粘尘板之间,而且,在每一个的防粘尘板中,其贴覆的耐温胶膜均远离半固化片设置,如此,层叠完毕后,对其进行层压操作,如此,便能够将两个防粘尘板及半固化片压紧以得到层压板;一实施方式中,半固化片由增强材料和树脂组成,例如,增强材料可以玻纤布;一实施方式中,可以根据实际需要层叠多个半固化片,从而确保两个防粘尘板体之间的距离可以达到需要的厚度值。
48.步骤s40,对层压板进行去膜操作,得到多层板。
49.需要说明的是,层压板的最外侧的表面上,由于贴覆有耐温胶膜,因此将该耐温胶膜去除,便得到多层板。
50.需要说明的是,由于使用耐温胶膜将内层板的一个侧面黏贴起来,如此,当内层板与半固化片层叠时,半固化片上的残留粉末就会粘附在耐温胶膜的表面,而不会粘附在内层板上,如此,随着多层板层压完毕,只需要将耐温胶膜撕去即可,能够有效防止层压板因粘附半固化片的残留粉末而导致后续对多层板最外侧的铜箔层进行蚀刻时出现无法蚀刻的问题。
51.一实施方式中,步骤s10的内层加工操作,包括:
52.步骤s11,对大张的覆铜板进行切割,得到符合客户要求的尺寸的覆铜板。
53.需要说明的是,覆铜板在来料时的面积通常较大,例如,长48.5inch、宽36.5inch的原始板,或者长48.5inch、宽40.5inch的原始板,其中inch是英寸的单位,由于覆铜板来料时规格较大,通常需要对其进行切割,以使得大块的覆铜板切割成多个小块的覆铜板,以
使得小块覆铜板在后续加工时便于转移。
54.步骤s12,对覆铜板进行前处理,包括磨板、碱洗、水洗、酸洗、水洗、烘干,以去除覆铜板表面的披锋及污迹。
55.需要说明的是,覆铜板经过切割后,会在切割的边缘部位上残留有披锋,而且覆铜板在来料时表面会粘附有灰层等杂质,为了确保后续可以将覆铜板指定位置的铜箔蚀刻掉,需要确保覆铜板的表面保持干净,具体地,对覆铜板机型前处理操作,其中,磨板,是指将覆铜板放置在磨床上进行打磨加工,以提高覆铜板表面的平整度,碱洗,是指将覆铜板放置在流水线上输送,以通过碱性液体进行清洗,例如碱性液体含有氢氧化钠以保持碱性,酸洗是指将覆铜板通过酸性液体,例如酸性液体含有盐酸以保持酸性,水洗,是指使用纯净水对覆铜板进行清洗,以清洗干净覆铜板上残留的碱性溶液或者酸性溶液,将覆铜板清洗干净后,还需要对其进行烘干操作,例如,将覆铜板从烘干机内通过,从而将覆铜板上残留的水分烘干。
56.一实施方式中,步骤s10中的内层加工操作还包括:
57.步骤s13,对覆铜板依次进行涂布湿膜、曝光、显影、蚀刻、退膜操作,得到内层板。
58.需要说明的是,覆铜板清洗干净后,便需要将覆铜板上的铜箔层进行加工,具体地,将不需要的铜箔蚀刻掉,使得留下的铜箔形成导电线路,具体地,首先在覆铜板上涂布湿膜,需要注意的是,湿膜是一种感光油墨,感光油墨对紫外线敏感,在紫外线的照射下,感光油墨就会被固化,曝光便是指将涂布了感光油墨的覆铜板放置到曝光机中,曝光机能够释放紫外线,通过菲林能够有选择地让紫外线照射感光油墨,如此,被紫外线照射到的感光油墨被固化,而没有被照射到的感光油墨则不会被固化,然后将覆铜板进行显影,以去除覆铜板上没有被固化的感光油墨,如此,被固化的感光油墨就会在覆铜板上显露,当将覆铜板置入到蚀刻溶液中时,例如,蚀刻溶液含有三氯化铁,没有被固化的感光油墨下方的铜箔就会与蚀刻溶液发生反应从而被腐蚀掉,而处于被固化的感光油墨下方的铜箔则被保留下来,如此,经过蚀刻后,覆铜板上的铜箔只留下铜箔线路,而不需要的部分则被腐蚀掉;接着进行退膜操作,例如利用氢氧化钠溶液能够去除铜箔线路表面的被固化的感光油墨,如此,经过涂布湿膜、曝光、显影、蚀刻、退膜工序,能够将覆铜板加工为表面带铜箔线路的内层板。
59.一实施方式中,在步骤s13中,可以对覆铜板的两个侧面进行加工,以使得覆铜板的两个侧面都蚀刻成铜箔线路,如此,在贴膜操作中是将耐温胶膜贴覆在其中的一个侧面上的铜箔线路处;一实施方式中,也可以只对覆铜板的一个侧面进行加工,以使得覆铜板的一个侧面被蚀刻成铜箔线路,因此,在贴膜操作时,是将耐温胶膜贴覆在没有被加工,依然为铜箔层的那一个侧面上。
60.一实施方式中,步骤s10中的内层加工操作还包括:
61.步骤s14,在内层板上开设铆钉孔。
62.需要说明的是,在覆铜板上蚀刻出铜箔线路以形成内层板后,需要在内层板上钻出铆钉孔,需要注意的是,铆钉孔是贯穿孔,利用铆钉孔能够对内层板进行固定。
63.步骤s15,对内层板进行aoi测试。
64.需要说明的是,aoi测试是指利用自动光学检测仪对内层板上的铜箔线路进行检测,从而对内层板的铜箔线路进行检测,以确保铜箔线路不会存在短路、断路的问题。
65.一实施方式中,步骤s10中的内层加工操作还包括:
66.步骤s16,对内层板的铜箔线路进行棕化处理,以增加粗糙度。
67.需要说明的是,对内层板的铜箔线路进行棕化处理,以增加铜箔线路表面的粗糙度,从而能够使得后续和半固化片压合时能够更可靠地压紧,防止出现分层现象。
68.一实施方式中,在所述步骤s10与所述步骤s20之间,还包括除尘操作,所述除尘操作包括滚刷处理及吹尘处理,所述滚刷处理具体为:使用毛刷棒滚刷内层板的表面,所述吹尘处理具体为:使用气枪对经过滚刷处理后的内层板进行吹气除尘。
69.需要说明的是,通过滚刷处理,能够刷除内层板上的杂质,进一步地,利用吹成处理以对内层板进一步除尘,从而提高内层板表面的光洁度,使得后续贴膜操作时耐温胶膜能够可靠地贴覆在内层板的表面。
70.一实施方式中,所述毛刷棒的表面设置有粘附层,因此,所述毛刷棒滚刷内层板的表面时可以更好地将杂志除去,有效提高洁净效率及洁净效果。
71.一实施方式中,耐温胶膜的厚度的范围为15微米~25微米,例如,耐温胶膜的厚度可以是16微米、18微米、20微米、22微米、24微米。需要说明的是,由于耐温胶膜具有一定的弹性,为了降低耐温胶膜的弹性对后续层压时的影响,因此使用的耐温胶膜的厚度设定为15微米~25微米。
72.一实施方式中,步骤s30的层压操作,包括:
73.步骤s31,将半固化片间隔在两个防粘尘板之间进行层叠,以得到预压板,并且防粘尘板上的耐温胶膜远离半固化片设置。
74.需要说明的是,将半固化片置于两个防粘尘板之间,实现叠板操作,得到预压板,需要注意的是,半固化片与两个防粘尘板叠板时,需要确保每一个防粘尘板上的贴覆的耐温胶膜远离半固化片设置。
75.步骤s32,利用层压机对预压板进行加热压合,以得到层压板。
76.需要说明的是,叠板操作后,将得到的预压板放置到层压机中,利用层压机对预压板进行加热并压合,以使得半固化片受热融化,从而使得两个防粘尘板与半固化片固定为一个整体,以得到层压板,需要注意的是,层压板最外侧的两个侧面上分别贴覆有耐温胶膜。
77.一实施方式中,半固化片上开设有对位孔,因此,在步骤s31中,两个防粘尘板体分别贴覆于半固化片的两侧时,对位孔与铆钉孔相对齐,如此,当将两个防粘尘板体与半固化片进行层叠时,能够确保防粘尘板体与半固化片准确对齐,如此,防止因偏位而层压失败。
78.一实施方式中,多层电路板生产方法还包括:
79.步骤s50,对多层板依次进行钻孔、去钻污及沉铜操作,将上下两层的内层板相导通。
80.需要说明的是,层压板被撕去耐温胶膜后形成了多层板,接着对多层板进行钻孔、去钻污及沉铜操作,具体地,为了确保多层板两侧的内层板相连通,利用钻孔机以在多层板上钻通孔或者盲孔,然后将钻孔过程中形成的细屑去除后,然后通过沉铜反应,便能够在多层板上的钻孔的孔壁上沉积铜层,如此,多层板的内层铜箔线路便能够与外侧的铜箔层相导通。
81.一实施方式中,所述多层电路板生产方法还包括:
82.步骤s60,利用丝印设备在多层板表面上丝印阻焊剂、字符。
83.需要说明的是,多层板经过沉铜操作后,然后在其表面上涂布阻焊剂,需要注意的是,阻焊剂也是感光油墨,通过菲林来选择性地曝光,具体地,在多层板表面上焊盘位置处进行遮挡,而其他部位不遮挡,如此,在紫外线照射下使得阻焊剂被固化,多层板上除了焊盘外其他部位便能够被遮挡保护;进一步地,再在阻焊剂的表面上丝印字符。
84.需要说明的是,当需要生产六层板时,另外准备一个防粘尘板体以及半固化片,在上述的多层板的其中一个外侧面贴覆耐温胶膜,将防粘尘板体、半固化片、多层板依次序层叠后,进行层压操作,如此,便能够将四层板加工为六层板;进一步地,可以利用上述的六层板按照相似的工序生产出八层板,如此,在生产中利用耐温胶膜能够防止半固化片的残余粘附在最外侧的铜箔层上,因此能够避免后续因半固化片粉末粘结而导致最外侧铜箔层蚀刻失败。
85.需要说明的是,在生产假四层及以上板件时,在内层板最外层铜面单面贴膜,贴膜后内层板棕化后加pp(半固化片)将多张内层熔合在一起压合,压合后再将外层铜面膜去除完成多层板压合。如此,能够防止最外层铜箔表面附带的pp粉经高温压合时在铜面产生胶迹,进而影响外层线路蚀刻产生残铜,从而导致报废。
86.请参阅图2,耐温胶膜100包括膜体110、粘剂层120及隔挡条130,所述膜体110上开设有侧弯凹槽111,所述粘剂层120及所述隔挡条130分别设置于所述膜体110上,且所述粘剂层120及所述隔挡条130分别位于所述侧弯凹槽111的两侧。
87.需要说明的是,粘剂层120位于膜体110的中心位置处,而隔挡条130则位于膜体110的边缘位置处,进一步地,粘剂层120具有粘性,如此,当将粘剂层120与内层板相贴合时,膜体110便能够包覆在内层板的外侧,利用膜体110能够防止半固化片粉末粘附在内层板的铜箔层上;进一步地,粘剂层120没有布满膜体110的整个平面,因此,膜体110的边缘由于没有与内层板紧密贴合,,从而使得层压完毕后,工人可以快速将耐温胶膜100从多层板上撕去,从而避免因耐温胶膜100过于与多层板贴合而无法撕下,从而能够提高去膜操作的效率;进一步地,膜体110上没有粘剂层120的部位由于没有与内层板紧密贴合,容易导致半固化片的粉末颗粒落入到此部位,因此在膜体110上靠近粘剂层120的那一侧面上开设侧弯凹槽111,如此,在侧弯凹槽111的作用下,会破坏膜体110的应力平衡,使得膜体110的边沿位置在自然状态下往侧弯凹槽111的那一侧偏移,如此,能够增加膜体110的边缘与内层板的贴合程度,从而降低半固化片落入此部位进而粘在内层板上;进一步地,在膜体110的边沿位置处,且远离侧弯凹槽111的部位上设置有隔挡条130,该隔挡条130的端部131在侧弯凹槽111的作用下,会顶持在内层板上,因此能够进一步阻止半固化片粉末颗粒进入到侧弯凹槽111下方的内层板上;一实施方式中,隔挡条130为柔软结构,如此,能够确保隔挡条130可以更紧密地顶持在内层板上;一实施方式中,粘剂层120可以是环氧胶层。
88.与现有技术相比,本发明至少具有以下优点:
89.本发明的多层电路板生产方法,包括对覆铜板进行内层加工操作,得到内层板,对内层板进行贴膜操作,得到防粘尘板,取两个防粘尘板及半固化片,将两个防粘尘板与半固化片进行层压操作,得到层压板,对层压板进行去膜操作,得到多层板,如此,能够防止多层板在生产过程中,最外侧铜箔层上残留半固化片粉末,从而能够避免后续因半固化片粉末粘结而导致最外侧铜箔层蚀刻失败。
90.以上所述实施例仅表达了本发明的几种实施方式,其描述较为具体和详细,但并不能因此而理解为对发明专利范围的限制。应当指出的是,对于本领域的普通技术人员来说,在不脱离本发明构思的前提下,还可以做出若干变形和改进,这些都属于本发明的保护范围。因此,本发明专利的保护范围应以所附权利要求为准。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1