盖板、箱体及箱体制备方法与流程
1.本技术涉及扣合技术领域,尤其涉及一种盖板、箱体及箱体制备方法。
背景技术:
2.目前服务器盖板与底座的扣合结构主要采用“工字钉”结构或“天桥”结构,但“工字钉”结构需要在盖板的侧面铆五金件,增加五金件成本,导致生产中产能低、不良率高;“天桥”结构会造成盖板的推平边破孔,容易造成划手风险,同时“天桥”成形时需拉长变形,模具工站多,且拉长变形有断裂风险,导致扣合强度弱。
技术实现要素:
3.鉴于此,有必要提出一种盖板、箱体及箱体制备方法,能够降低扣合结构的产品成本,增加扣合强度。
4.本技术的实施例提供一种盖板,包括本体,所述盖板包括:垂直连接于所述本体的折边;和设于所述折边上的若干个卡扣,所述卡扣沿所述折边的一侧延伸并朝向所述本体。
5.进一步地,在本技术的一些实施例中,所述卡扣包括l型与弧形至少其中之一。
6.进一步地,在本技术的一些实施例中,所述卡扣的抗拉力范围处于39.64kg-39.72kg时保持无变形状态。
7.本技术的实施例还提供一种箱体,包括底座,与上述任意一项所述的盖板,所述底座包括:卡槽,用于与所述卡扣相配合;所述卡槽上设有限位件,用于在所述卡扣伸入所述卡槽,并于所述卡槽内滑动时限制所述卡扣的位置。
8.进一步地,在本技术的一些实施例中,所述卡槽上与所述限位件相对的一侧设有倾斜面。
9.进一步地,在本技术的一些实施例中,所述倾斜面的倾斜角度为110度。
10.进一步地,在本技术的一些实施例中,所述限位件的长度大于所述卡扣的长度。
11.本技术的实施例还提供一种如上述任意一项所述箱体的制备方法,所述方法包括:
12.切边处理盖板的本体的折边,得到初始卡扣,所述折边垂直于所述本体;
13.第一弯折处理所述初始卡扣,得到目标卡扣,所述目标卡扣与所述折边连接;
14.第二弯折处理所述折边;
15.推平第二弯折处理后的所述折边,得到目标盖板;
16.开槽处理初始底座,得到目标底座;
17.扣合处理所述目标盖板与所述目标底座,得到箱体。
18.进一步地,在本技术的一些实施例中,所述第一弯折处理包括z型弯折处理,所述第二弯折处理包括垂直弯折处理。
19.进一步地,在本技术的一些实施例中,所述开槽处理初始底座,得到目标底座包括:
20.在所述初始底座的预设位置开设卡槽;
21.在所述卡槽一侧开设限位件,用于在所述卡扣伸入所述卡槽,并于所述卡槽内滑动时限制所述卡扣的位置。
22.本技术实施例提供的一种盖板、箱体及箱体制备方法,在垂直连接于所述本体的折边上开设若干个卡扣,所述卡扣沿所述折边的一侧延伸并朝向所述本体,通过所述卡扣完成扣合操作,无需增加额外的五金件成本,能够降低扣合结构的产品成本;此外,本技术提供的卡扣的扣合接触面大,能够增强抗拉力与扣合强度,且扣合后箱体的外观无缺口,使得箱体美观。
附图说明
23.图1示意了一实施例中“天桥”结构示意图。
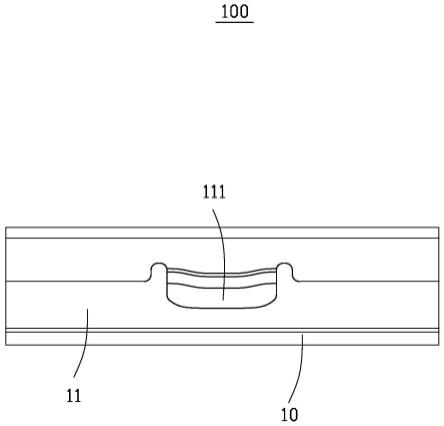
24.图2示意了一实施例中盖板的结构示意图。
25.图3示意了一实施例中箱子的结构示意图。
26.图4示意了一实施例中箱体制备方法的流程图。
27.如下具体实施方式将结合上述附图进一步说明本发明。
28.主要元件符号说明
[0029][0030]
具体实施方式
[0031]
为了能够更清楚地理解本发明的上述目的、特征和优点,下面结合附图和具体实施例对本发明进行详细描述。需要说明的是,在不冲突的情况下,本技术的实施例及实施例中的特征可以相互组合。
[0032]
在下面的描述中阐述了很多具体细节以便于充分理解本发明,所描述的实施例是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
[0033]
除非另有定义,本文所使用的所有的技术和科学术语与属于本发明的技术领域的
技术人员通常理解的含义相同。本文中在本发明的说明书中所使用的术语只是为了描述具体的实施例的目的,不是旨在于限制本发明。
[0034]
本技术的实施例提供一种盖板,包括本体,所述盖板包括:垂直连接于所述本体的折边;和设于所述折边上的若干个卡扣,所述卡扣沿所述折边的一侧延伸并朝向所述本体。
[0035]
本技术提供的盖板、箱体及箱体制备方法,在垂直连接于所述本体的折边上开设若干个卡扣,所述卡扣沿所述折边的一侧延伸并朝向所述本体,通过所述卡扣完成扣合操作,无需增加额外的五金件成本,能够降低扣合结构的产品成本;此外,本技术提供的卡扣的扣合接触面大,能够增强抗拉力与扣合强度,且扣合后箱体的外观无缺口,使得箱体美观。
[0036]
下面结合附图,对本技术的一些实施方式作详细说明。
[0037]
请参阅图1,图中所示的扣合结构为“天桥”结构,“天桥”结构扣合在产品上需要推平盖板100的折边打天桥,模具工步占用较多,且“天桥”结构的强度偏弱,尺寸稳定性差。
[0038]
此外,在针对扣合结构为“天桥”结构的抗拉力测试中,测试结果如下表1所示:
[0039][0040]
表1“天桥”结构的抗拉力测试结果
[0041]
由上述测试结果可知,“天桥”结构的卡扣的抗拉力范围处于15.87kg-16.01kg时保持无变形状态,抗拉力强度较低。
[0042]
为解决上述问题,本技术提供一种盖板100,请参阅图2至图3,盖板100包括本体10,垂直连接于所述本体10的折边11和设于所述折边11上的若干个卡扣111,所述卡扣111由所述折边11的一侧延伸并朝向所述本体10。本技术在垂直连接于所述本体10的折边上开设若干个卡扣111,所述卡扣111沿所述折边11的一侧延伸并朝向所述本体10,通过所述卡扣111完成扣合操作,无需增加额外的五金件成本,能够降低扣合结构的产品成本;此外,本技术提供的卡扣111的扣合接触面大,能够增强抗拉力与扣合强度,且扣合后箱体200的外观无缺口,使得箱体200美观。
[0043]
在一实施例中,所述卡扣111包括l型或弧形。可以理解的是,所述卡扣111的形状不限于上述的限定,还可以为其他形状,如z型等。
[0044]
在一实施例中,对本技术提供的卡扣111进行抗拉力测试中,测试结果如下表2所示:
[0045][0046][0047]
表2本技术提供卡扣的抗拉力测试结果
[0048]
由上述测试结果可知,所述卡扣111的抗拉力范围处于39.64kg-39.72kg时保持无变形状态,抗拉力强度高。
[0049]
请参阅图3,本技术还提供一种箱体200,箱体200包括底座20以及上述盖板100,所述底座20包括卡槽21,用于与所述卡扣111相配合;所述卡槽21上设有限位件211,用于在所述卡扣111伸入所述卡槽21,并于所述卡槽21内滑动时限制所述卡扣111的位置。
[0050]
在一实施例中,所述卡槽21上与所述限位件211相对的一侧设有倾斜面212,所述倾斜面212的倾斜角度为110度。可以理解的是,所述倾斜面212的倾斜角度不限于上述的限定,还可以为其他角度,如105度、106度、107度、108度、109度、115度、120度等。
[0051]
在一实施例中,所述限位件211的长度大于所述卡扣111的长度。示例性地,所述卡槽21的长度可以为34.64mm,所述卡扣111的长度可以为11mm,所述限位件211的长度可以为14.10mm,在此不做限制。在其他实施例中,如图3所示,所述限位件211的长度大于所述卡扣111的长度的3/4即可。
[0052]
在一实施例中,所述限位件211可以为可伸缩的,例如,所述限位件211可以为管套形式的,所述限位件211可以包括第一管套(图未示出)与第二管套(图未示出),所述第一管套套设于所述第二管套上,所述第一管套可在所述第二管套上滑动以伸长或缩短所述限位件211的长度。通过伸缩所述限位件211可使得所述限位件211对于不同长度规格的卡扣111均适用,提高扣合的适用性。
[0053]
在一实施例中,所述底座20与所述倾斜面212连接的一侧可设凹槽(图未示出),所述凹槽中设有弹性元件(图未示出)及与所述弹性元件抵接的插销(图未示出),所述插销的一端位于所述凹槽上方,所述插销可以为弧形插销,所述弹性元件可以为弹簧等元件,在此不做限制。所述凹槽可设于所述底座20上,且与所述限位件211的长度一致的位置处,用于在所述卡扣111伸入所述卡槽21,并到达所述限位件211所限制的位置后,通过所述插销固
定所述卡扣111,能够增强所述卡扣111与所述卡槽21的扣合稳定性。
[0054]
请参阅图4,本技术还提供一种用于制备上述箱体200的方法,所述方法包括:
[0055]
s41,切边处理所述盖板的本体的折边,得到初始卡扣,所述折边垂直于所述本体;
[0056]
s42,第一弯折处理所述初始卡扣,得到目标卡扣,所述目标卡扣与所述折边连接;
[0057]
s43,第二弯折处理所述折边;
[0058]
s44,推平第二弯折处理后的所述折边,得到目标盖板;
[0059]
s45,开槽处理初始底座,得到目标底座;
[0060]
s46,扣合处理所述目标盖板与所述目标底座,得到箱体。
[0061]
在一实施例中,所述第一弯折处理包括z型弯折处理,所述第二弯折处理包括垂直弯折处理。
[0062]
在一实施例中,所述开槽处理初始底座,得到目标底座包括:
[0063]
在所述初始底座的预设位置开设卡槽21;
[0064]
在所述卡槽21一侧开设限位件211,所述限位件211用于在所述卡扣111伸入所述卡槽21,并于所述卡槽21内滑动时限制所述卡扣111的位置。
[0065]
本技术的盖板100、箱体200及箱体制备方法,在垂直连接于所述本体10的折边11上开设若干个卡扣111,所述卡扣111由所述折边11的一侧延伸并朝向所述本体10,通过所述卡扣111完成扣合操作,无需增加额外的五金件成本,能够降低扣合结构的产品成本;此外,本技术提供的卡扣111的扣合接触面大,能够增强抗拉力与扣合强度,且扣合后箱体200的外观无缺口,使得箱体200美观。
[0066]
以上说明仅仅是对本发明一种优化的具体实施方式,但在实际的应用过程中不能仅仅局限于这种实施方式。对本领域的普通技术人员来说,根据本发明的技术构思做出的其他变形和改变,都应该属于本发明的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1