一种基于工业互联网的SMT贴片设备及其使用方法与流程
一种基于工业互联网的smt贴片设备及其使用方法
技术领域
1.本发明涉及smt贴片技术领域,尤其涉及一种基于工业互联网的smt贴片设备及其使用方法。
背景技术:
2.smt为表面贴装或表面安装技术,它是一种将无引脚或短引线表面组装元件安装在印制电路板的表面或其它基板的表面上,通过再通过流焊或浸焊等方法加以焊接组装的电路装连技术,这种技术高效,但是由于操作失误,经常会出现元件错贴的现象,尤其是使用错误的电路板和错误的电气元件,针对这种现象,借助工业互联网的条码自动识别技术,提出一种smt贴片设备及物料防错使用方法。
技术实现要素:
3.有鉴于此,为解决上述问题,本发明的实施例提供了一种基于工业互联网的smt贴片设备及其使用方法。
4.本发明的实施例提供一种基于工业互联网的smt贴片设备,包括:
5.随行夹具,用于承载并定位电路板,所述随行夹具安装于传送座上,所述传送座用于向前传送所述随行夹具;
6.电路板识别机,设于所述随行夹具上方,与电路板相对,用于扫描电路板上的识别码识别出错误的电路板;
7.电路板剔除模块,设于所述电路板识别机前方,与电路板相对,用于剔除错误的电路板;
8.贴片机,位于所述电路板剔除模块前方;
9.元件检验机,位于所述贴片机一侧,用于扫描元件上的识别码识别出错误的元件;
10.元件剔除模块,连通所述元件检验机和所述贴片机,将错误的元件剔除并将正确的元件传输至所述贴片机内,所述贴片机与所述电路板相对,将正确的元件贴于正确的电路板中。
11.进一步地,所述随行夹具包括底座、以及均安装于所述底座上的气压源、垂直吸嘴和两个水平吸嘴;
12.所述气压源通过导气管道与所述垂直吸嘴、两个水平吸嘴连通,所述垂直吸嘴的吸口朝上,用于支撑并吸住电路板底部,两个所述水平吸嘴的吸口朝向电路板相邻的两侧壁,用于吸住电路板相邻两侧壁。
13.进一步地,还包括断气模块,所述断气模块包括驱动机构和夹紧组件;
14.所述夹紧组件活动于所述底座上,与所述导气管道相对,所述导气管道与所述夹紧组件相对的位置为软管,所述夹紧组件具有夹紧所述导气管道以切断吸嘴吸力的夹紧状态、和松开所述导气管道以恢复吸嘴吸力的解锁状态,所述驱动机构驱动所述夹紧组件在夹紧状态和解锁状态之间切换。
15.进一步地,所述夹紧组件包括断离推板、导向滑杆、导向滑柱、夹紧垂直板、夹紧垂直滑杆和夹紧垂直滑板;导向滑柱固定于底座上,导向滑杆可沿左右向滑动安装于导向滑柱上,断离推板与导向滑杆端部垂直固定,夹紧垂直板固定于底座上,夹紧垂直板固定安装于导向滑杆远离断离推板的一端,夹紧垂直滑杆一端垂直固定于夹紧垂直板侧表面,夹紧垂直滑板固定于底座上,夹紧垂直滑杆另一端滑动安装于夹紧垂直滑板中,导气管道的软管部分位于夹紧垂直板和夹紧垂直滑板之间,所述驱动机构驱动所述断离推板沿左右向移动。
16.进一步地,所述夹紧组件还包括断离动力板、断离滑柱和断离弹簧;
17.断离滑柱滑动安装于断离推板上,断离动力板与断离滑柱端部固定连接,断离弹簧绕设于断离滑柱外围,断离弹簧一端与断离动力板固定连接,另一端与断离推板固定连接。
18.进一步地,所述电路板剔除模块包括弹离板和弹离机构,所述弹离板活动安装于所述随行夹具上,且与电路板相对,所述弹离机构驱动所述弹离板将电路板从所述随行夹具上弹出。
19.进一步地,还包括锁定机构和解锁机构;
20.所述锁定机构包括垂直安装板和扣板,所述垂直安装板固定于所述随行夹具上,所述弹离板可沿左右向移动安装于所述垂直安装板上,所述弹离板和所述垂直安装板之间连接有弹离弹簧,所述垂直安装板中部贯穿设有中间开口,所述扣板铰接安装于所述中间开口处,所述扣板靠近弹离板的一端设有钩头,所述钩头用于钩住弹离板底部,所述钩头底部与所述随行夹具之间连接有扣板弹簧;
21.所述解锁机构包括扣动动力头和顶伸机构,所述扣动动力头沿上下向移动安装于所述随行夹具上,且位于所述扣板下方,所述顶伸机构驱动所述扣动动力头上下移动,以推动所述扣板转动。
22.进一步地,还包括夹具复位推杆,所述夹具复位推杆的推动端与所述弹离板相对,且呈楔形块设置,所述推动端的斜面朝向所述弹离板,所述钩头顶部呈斜面设置。
23.进一步地,所述顶伸机构包括动力电机、中间连板、夹紧滑杆、扣动连板、滑动套和滑动杆,动力电机固定于随行夹具上,中间连板固定于动力电机伸缩轴上,滑动杆沿上下向延伸,且固定于随行夹具上,滑动套套设于滑动杆上形成滑动配合,扣动动力头与滑动套上端固定连接,扣动连板的一端与中间连板的侧部铰接,另一端与扣动动力头铰接。
24.本发明的实施例还提供一种基于工业互联网的smt贴片设备的使用方法,基于上述基于工业互联网的smt贴片设备,包括以下步骤:
25.步骤一、启动气压源,将电路板放入随行夹具中;
26.步骤二、电路板识别机扫描电路板的条码对电路板进行自动识别,电路板剔除模块将错误的电路板进行剔除;
27.步骤三、元件检验机扫描元件的条码对元件进行自动识别,元件剔除模块将错误的元件进行剔除并将正确的元件传输至所述贴片机内;
28.步骤四、贴片机将正确的元件贴入到正确的电路板中。
29.本发明的实施例提供的技术方案带来的有益效果是:
30.(1)随行夹具使用负压原理对将电路板夹住,并且能对电路板进行定位;
31.(2)电路板识别机识别模块对电路板的识别码进行识别,不合格的电路经过电路板剔除模块将其剔除,且夹具复位推杆对随行夹具进行复位;
32.(3)元件检验机通过条码自动识别技术,检验出来的错误元件经由元件剔除模块进行剔除,以保证正确的元件进入贴片机中;
33.(4)随行夹具设置断离弹簧,关闭吸嘴的气压源的同时,可以保证软气管不会受到损坏。
附图说明
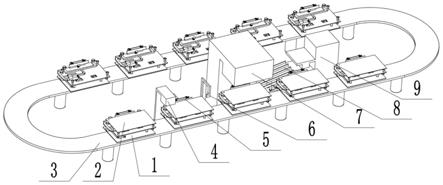
34.图1是本发明提供的基于工业互联网的smt贴片设备一实施例的结构示意图;
35.图2是图1中基于工业互联网的smt贴片设备另一视角的结构示意图;
36.图3是图1中随行夹具的结构示意图;
37.图4是图1中随行夹具另一视角的结构示意图;
38.图5是图1中随行夹具的局部结构示意图;
39.图6是图2的a处的局部放大图;
40.图7是图2的b处的局部放大图。
41.图中:1
‑
随行夹具;2
‑
电路板;3
‑
传送座;4
‑
电路板识别机;5
‑
电路板剔除模块;6
‑
夹具复位推杆;7
‑
贴片机;8
‑
元件剔除模块;9
‑
元件检验机;101
‑
随行传动板;102
‑
间隔柱;103
‑
上层板;104
‑
气压源;105
‑
三通软气管;106
‑
垂直吸嘴;107
‑
中间软管;108
‑
移动定位管;109
‑
定位滑块;110
‑
水平吸嘴;111
‑
水平硬质连管;112
‑
水平定位电机;113
‑
垂直安装板;1131
‑
中间开口;114
‑
扣板;1141
‑
钩头;115
‑
弹离滑柱;116
‑
弹离板;117
‑
弹离弹簧;118
‑
断离动力板;119
‑
断离滑柱;120
‑
断离弹簧;121
‑
断离推板;122
‑
导向滑杆;123
‑
导向滑柱;124
‑
夹紧垂直板;125
‑
夹紧垂直滑杆;126
‑
夹紧垂直滑板;127
‑
夹紧水平板;128
‑
夹紧水平滑板;129
‑
夹紧水平滑杆;130
‑
扣板弹簧;501
‑
剔除安装板;502
‑
动力电机;503
‑
中间连板;504
‑
夹紧滑杆;505
‑
夹紧滑座;506
‑
夹紧动力头;507
‑
扣动连板;508
‑
扣动动力头;509
‑
滑动套;510
‑
滑动杆;801
‑
滑动面;802
‑
开关电缸;803
‑
盖紧板;804
‑
错料盒。
具体实施方式
42.为使本发明的目的、技术方案和优点更加清楚,下面将结合附图对本发明实施方式作进一步地描述。
43.请参见图1至图7,本发明实施例提供一种基于工业互联网的smt贴片设备,包括随行夹具1、传送座3、电路板识别机4、电路板剔除模块5、夹具复位推杆6、贴片机7、元件剔除模块8和元件检验机9。
44.随行夹具1用于承载并定位电路板2,随行夹具1安装于传送座3上,传送座3用于向前传送随行夹具1,随行夹具1设有多个,多个随行夹具1间隔设于传送座3上,传送座3呈环形设置,在控制器控制下控制随行夹具1循环运动。电路板识别机4设于随行夹具1上方,与电路板2相对,用于扫描电路板2上的识别码识别出错误的电路板2。电路板剔除模块5设于电路板识别机4前方(随行夹具1前进的方向),与电路板2相对,用于剔除错误的电路板2。贴片机7位于电路板剔除模块5前方,元件检验机9位于所述贴片机7一侧,用于扫描元件上的识别码识别出错误的元件,元件剔除模块8连通元件检验机9和贴片机7,位于所述元件检验
机9和所述贴片机7之间,将错误的元件剔除并将正确的元件传输至贴片机7内,贴片机7与电路板2相对,将正确的元件贴于正确的电路板2中。
45.通过随行夹具1将电路板2夹住,并且能对电路板2进行定位,电路板识别机4的识别模块通过条码扫描对电路板2的识别码进行识别,不合格的电路板2经过电路板剔除模块5将其剔除,元件检验机9通过条码扫描、核对,检验出来的错误元件经由元件剔除模块8进行剔除,以保证正确的元件进入贴片机7中,贴片机7将正确的元件贴于电路板2中。
46.具体的,请参见图3至图5,所述随行夹具1包括底座、以及均安装于所述底座上的气压源104、垂直吸嘴106、两个水平吸嘴110和断气模块。
47.底座包括随行传动板101、间隔柱102和上层板103,上层板103通过多个间隔柱102固定安装在随行传动板101上方,上层板103和随行传动板101之间形成安装空间,气压源104和断气模块安装于随行传动板101上。
48.气压源104通过导气管道与所述垂直吸嘴106、两个水平吸嘴110连通,所述垂直吸嘴106的两个吸口朝上,用于支撑并吸住电路板2底部,垂直吸嘴106设有两个,可提高支撑稳定性,两个所述水平吸嘴110的吸口朝向电路板2相邻的两侧壁,用于吸住电路板2相邻两侧壁,水平吸嘴110可沿前后向移动安装于底座上。
49.本实施例中,导气管道包括两根三通软气管105、中间软管107和水平硬质连管111,两根三通软气管105分别位于气压源104两侧,三通软气管105一端与气压源104连接,两个三通软气管105的另一端分别与两个垂直吸嘴106连接,三通软气管105与垂直吸嘴106连接的两端分别穿过上层板103,垂直吸嘴106位于上层板103上方,垂直吸嘴106上表面平齐,用于与电路板2底面相对,三通软气管105与上层板103固定。
50.定位滑块109沿前后向延伸,固定于上层板103的上表面,移动定位管108滑动设于定位滑块109中,移动定位管108的入口与中间软管107的一端连接,中间软管107另一端与气压源104连接。其中一水平吸嘴110的入口与移动定位管108的出口连接,水平吸嘴110的吸口有两个,用于与电路板2侧边相对。
51.水平硬质连管111固定于上层板103的上方,水平硬质连管111的入口与移动定位管108连接,水平硬质连管111出口与另一水平吸嘴110的入口连接。水平定位电机112设于上层板103的上表面,水平定位电机112的伸缩轴与移动定位管108的侧边固定连接,驱动移动定位管108在定位滑块109内滑动。随行夹具1使用负压原理对将电路板2夹住,并且能对电路板2进行定位。
52.所述断气模块包括驱动机构和夹紧组件,所述夹紧组件活动于所述底座上,与所述导气管道相对,所述导气管道与所述夹紧组件相对的位置为软管,所述夹紧组件具有夹紧所述导气管道以切断吸嘴吸力的夹紧状态、和松开所述导气管道以恢复吸嘴吸力的解锁状态,所述驱动机构驱动所述夹紧组件在夹紧状态和解锁状态之间切换。
53.具体的,请参见图5,所述夹紧组件包括断离推板121、导向滑杆122、导向滑柱123、夹紧垂直板124、夹紧垂直滑杆125和夹紧垂直滑板126、断离动力板118、断离滑柱119和断离弹簧120。导向滑柱123固定于底座上(具体的,固定于随行传动板101),导向滑杆122可沿左右向滑动安装于导向滑柱123上,断离推板121与导向滑杆122端部垂直固定,夹紧垂直板124固定安装于导向滑杆122远离断离推板121的一端,夹紧垂直滑板126固定于底座上(具体的,固定于随行传动板101),夹紧垂直滑杆125一端垂直固定于夹紧垂直板124侧表面,另
一端滑动安装于夹紧垂直滑板126中,导气管道的软管部分位于夹紧垂直板124和夹紧垂直滑板126之间,所述驱动机构驱动所述断离推板121沿左右向移动,从而推动夹紧垂直板124向靠近夹紧垂直滑板126的方向移动,夹紧导气管道,使其处于断气状态。断离推板121回至初始位置时,导气管道内的气压挤压推动夹紧垂直板124向远离夹紧垂直滑板126的方向移动,使导气管道处于解锁状态。断离滑柱119滑动安装于断离推板121上,断离动力板118与断离滑柱119端部固定连接,断离弹簧120绕设于断离滑柱119外围,断离弹簧一端与断离动力板118固定连接,另一端与断离推板121固定连接。
54.本实施例中,两个夹紧垂直板124固定于随行传动板101上,且位于气压源104两侧,夹紧垂直板124固定安装于导向滑杆122远离断离推板121的一端。夹紧垂直滑杆125有两根,夹紧垂直滑杆125一端垂直固定于夹紧垂直板124侧表面,夹紧垂直滑杆125另一端滑动安装于夹紧垂直滑板126中,夹紧水平板127固定安装于其中一个夹紧垂直滑杆125端部,夹紧水平滑杆129有两根,夹紧水平滑杆129的端部垂直固定于夹紧水平板127侧面,夹紧水平滑板128滑动设于夹紧水平滑杆129上,夹紧垂直滑板126和夹紧水平滑板128固定于随行传动板101的上表面,中间软管107位于夹紧水平滑板128和夹紧水平板127之间。
55.导向滑柱123设有两个,固定于随行传动板101上,且位于气压源104两侧,导向滑杆122设有两根,各导向滑杆122分别可沿左右向滑动安装于各导向滑柱123上,断离推板121两端分别与两个导向滑杆122端部垂直固定。两个断离滑柱119滑动安装于断离推板121,断离动力板118与两根断离滑柱119端部固定连接。
56.在本实施例中,三通软气管105的主管道(与气压源104连接的一端)位于两根夹紧垂直滑杆125之间,中间软管107穿过两根夹紧水平滑杆129之间。
57.请参见图4,所述电路板剔除模块包括弹离板116、弹离机构、锁定机构和解锁机构,所述弹离板116活动安装于所述随行夹具1上,且与电路板2相对,所述弹离机构驱动所述弹离板116将电路板2从所述随行夹具上1弹出。
58.所述锁定机构包括垂直安装板113和扣板114,所述垂直安装板113固定于所述随行夹具1上,所述弹离板116可沿左右向移动安装于所述垂直安装板113上,所述弹离板116和所述垂直安装板113之间连接有弹离弹簧117,所述垂直安装板113中部贯穿设有中间开口,所述扣板114铰接安装于所述中间开口处,所述扣板114靠近弹离板116的一端设有钩头1141,所述钩头1141用于钩住弹离板116底部,所述钩头1141底部与所述随行夹具1之间连接有扣板弹簧130。
59.请参见图6,所述解锁机构包括扣动动力头508和顶伸机构,所述扣动动力头508沿上下向移动安装于所述随行夹具1上,且位于所述扣板114下方,所述顶伸机构驱动所述扣动动力头508上下移动,以推动所述扣板114转动。
60.本实施例中,垂直安装板113固定于上层板103上表面,弹离滑柱115设有两根,弹离滑柱115滑动安装于垂直安装板113上,弹离板116固定于弹离滑柱115一端,与垂直安装板113间隔设置,弹离弹簧117绕设于弹离滑柱115外围,弹离弹簧117两端分别与弹离板116和垂直安装板113连接。
61.垂直安装板113中部开设有中间开口1131,扣板114穿过中间开口1131与垂直安装板113铰接,扣板114靠近弹离板116之间的一端设有钩头1141,钩头1141用于钩住弹离板116底部,钩头1141顶部呈斜面设置,扣板弹簧130的上端与扣板114的下表面固定连接,下
端与上层板103上表面固定连接。
62.夹具复位推杆6的推动端与所述弹离板116相对,与弹离板116的高度一致,且呈楔形块设置,所述推动端的斜面朝向所述弹离板116,随行夹具1向前移动,弹离板116沿着推动端的斜面向左移动,弹离板116底部沿着钩头1141顶部的斜面滑动至钩头1141左侧。
63.所述顶伸机构包括动力电机502、中间连板503、夹紧滑杆504、扣动连板507、滑动套509和滑动杆510,动力电机502固定于随行夹具1上,中间连板503固定于动力电机502伸缩轴上,滑动杆510沿上下向延伸,且固定于随行夹具1上,滑动套509套设于滑动杆510上形成滑动配合,扣动动力头508与滑动套509上端固定连接,扣动连板507的一端与中间连板的侧部铰接,另一端与扣动动力头508铰接。
64.本实施例中,动力电机502固定于剔除安装板501的上表面,中间连板503的中心位置固定于动力电机502伸缩轴上,夹紧滑杆504与中间连板503固定连接,夹紧滑座505固定于剔除安装板501的上表面,夹紧滑杆504与夹紧滑座505形成滑动配合,夹紧动力头506固定于夹紧滑杆504背离中间连板503的一端。滑动杆510沿上下向延伸,且固定于剔除安装板501的上表面,滑动套509套设于滑动杆510上形成滑动配合,扣动动力头508与滑动套509上端固定连接,扣动连板507的一端与中间连板503的侧部铰接,扣动连板507的另一端与扣动动力头508铰接。
65.在本实施例中,夹紧动力头506背向夹紧滑杆504的一端为三角滑面结构,且夹紧动力头506的高度与断离动力板118的高度一致,扣动动力头508的上端部为三角滑面结构,且扣动动力头508与扣板114底部相对应。
66.请参见图7,元件剔除模块8包括滑动面801、开关电缸802、盖紧板803、错料盒804。滑动面801为多仓滑道结构,检测后的电气元件经过滑动面801进入贴片机7中,且滑动面801的每个仓道上有出口小孔,开关电缸802与滑动面801的出口小孔相对应,盖紧板803固定于开关电缸802的伸缩轴上,盖紧板803位于滑动面801的下方,且与出口小孔相对,错料盒804设于滑动面801出口小孔的下方。
67.基于上述基于工业互联网的smt贴片设备,本发明实施还提供了一种基于工业互联网的smt贴片设备的使用方法,包括以下步骤:
68.步骤一、启动气压源,将电路板放入随行夹具中。具体地,根据电路板2的尺寸,启动水平定位电机112调节移动定位管108的位置(水平定位电机112的伸缩轴伸缩带动移动定位管108在定位滑块109内移动),从而调节水平吸嘴110的位置,启动气压源104,四个垂直吸嘴106和水平吸嘴110产生吸力,将电路板2放入随行夹具1中,即可通过吸嘴将电路板2固定住。
69.步骤二、电路板识别机4扫描电路板2上的条码对电路板2进行识别,如果识别出电路板2不是正确的型号,电路板剔除模块将错误的电路板进行剔除。具体地,启动动力电机502,动力电机502的伸缩轴带动夹紧滑杆504移动,从而推动夹紧动力头506朝靠近断离动力板118方向移动,推动扣动动力头508向上移动。夹紧动力头506对断离动力板118进行作用,通过断离弹簧120将动力传递到断离推板121上,使断离推板121靠近气压源104方向移动。进一步地,夹紧垂直板124将三通软气管105的主管道夹紧在夹紧垂直滑板126上,夹紧水平板127将中间软管107夹紧在夹紧水平滑板128上,即可达到切断吸嘴吸力的目的。扣动动力头508向上移动推动扣板114,使扣板114产生旋转,钩头1141向下转动脱离弹离板116,
弹离板116在弹离弹簧117的作用下迅速弹出,弹出的弹离板116将错误的电路板2弹开;当弹开错误电路板2的随行夹具1经过夹具复位推杆6时,夹具复位推杆6的端头斜面对弹离板116进行作用,使弹离板116朝向垂直安装板113的方向移动,由于钩头1141顶部呈斜面设置,弹离板116向下挤压钩头1141后,扣板114的钩头1141在扣板弹簧130的作用下重新勾住使弹离板116,使随行夹具1恢复到原始状态。
70.步骤三、元件检验机9扫描元件的条码对元件进行识别,元件剔除模块将错误的元件进行剔除并将正确的元件传输至所述贴片机7内。具体地,识别之后的元件经过元件剔除模块8进入贴片机7中,不同的元件途径不同的滑道,如果元件检验机9识别到元件错误,则相应的开关电缸802工作,使盖紧板803脱离滑动面801产生落口,相应错误的元件经过落口进入到错料盒804中。
71.步骤四、正确的元件经过元件剔除模块8进入贴片机7中后,贴片机7将正确的元件贴入到正确的电路板2中。
72.在本文中,所涉及的前、后、上、下等方位词是以附图中零部件位于图中以及零部件相互之间的位置来定义的,只是为了表达技术方案的清楚及方便。应当理解,所述方位词的使用不应限制本技术请求保护的范围。
73.在不冲突的情况下,本文中上述实施例及实施例中的特征可以相互结合。
74.以上所述仅为本发明的较佳实施例,并不用以限制本发明,凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1