一种超高多层板高精度层间对位的控制方法与流程
1.本发明涉及印制电路板加工,更具体地说,它涉及一种超高多层板高精度层间对位的控制方法。
背景技术:
2.层偏是超高多层电路板(一般指层数大于20层)最大加工难点之一。由于各层芯板涨缩差异、设备精度偏差及制程加工对板子形变等影响,会导致最终板子各层对准度的累计偏差过大而引起板子报废。目前超高多层板是采用多张芯板一次性预叠、压合在一起。在各芯板图形制作、冲pe孔及套pin销或铆合,至最后压合成一块超高多层板的过程中,由于材料涨缩、设备精度、加工过程控制等多重因素的影响,其最终的成品良率往往会受层间对位的超差而偏低。目前,行业内有采用高精度曝光机、pe冲孔机、热熔机、x
‑
ray打靶机等先进设备来加工超高多层板,同时结合pin
‑
lam压合工艺技术,来提高层间对位的精度。但这类高精度设备投资很高,且依然难以从根本上解决超高多层板的累积层偏超差问题。
3.此外,公开文献“cn111970859a”中记载了一种多层电路板压合方法,将制备好的不多于三块的子板(即每层的芯板)进行对位叠加,然后进行一次点压;判断对位合格后再进行预压,否则拆开留置待用。接着对多块点压好的板进行二次点压,并再进行二次预压。重复类推,实现多层板的制作。但该做法存在品质隐患。第一、点压后的子板稳定度不足,在移动过程中容易出现因外界因素干扰导致其偏移的现象;第二、工序复杂,且每次点压的较少(每次点压的板数不多于三层),其耗时较长,若对超高多层电路板的加工,其耗时将大大增加,严重影响生产效率;第三、当点压的对准度不理想时,是难以对拆掉的板进行重新组合的,且对准度越差,越难组合,甚至出现板材报废的情况。
技术实现要素:
4.本发明要解决的技术问题是针对现有技术的不足,提供一种超高多层板高精度层间对位的控制方法,解决了目前多层板压合方式容易出现层间偏移超差的问题。
5.本发明所述的一种超高多层板高精度层间对位的控制方法,将一待压合的超高多层板拆分成多个芯板组,并在所述芯板组的每个芯板上均制作若干用于芯板对位的定位孔,然后将所述芯板组中的芯板进行对位压合,形成子板;在所有的所述子板上制作若干用于子板对位的铆钉孔,并将位于超高多层板两端的所述子板的外侧铆钉孔设置为阶梯孔,然后将所有的所述子板对位压合,形成母板。
6.在对所述超高多层板拆分时,应确保剩余的芯板数量不超过两个,剩余芯板的两面图形或结构应呈近似对称或对称关系;且剩余的所述芯板为超高多层板中间位置的芯板,根据所述子板上的铆钉孔,在剩余的所述芯板上制作相应的铆钉孔。
7.在所有的所述子板上制作若干铆钉孔,然后将所有的所述子板对位压合,形成母板,具体包括,
8.根据所述超高多层板的排层次序,以所述铆钉孔为定位点,依次将子板和剩余的
芯板进行对位叠合,接着通过热熔机将其进行初步熔合固定,再在所述铆钉孔中加入铆钉及铆钉帽,通过铆钉机将其固定,得到所述母板。
9.所述子板的每个边上均开设有铆钉孔,且所述子板相对的两个边上的铆钉孔错位布置。
10.所述铆钉孔外围的子板上设有若干热熔焊盘。
11.所述超高多层板分组完毕后,还需对所述芯板进行电路图形的制作以及棕化加工。
12.对所述芯板加工时,应通过同一激光直接成像曝光机进行。
13.每个所述芯板组的层数不超过10层。
14.所述芯板两侧的端角上均设有用于观察叠板后层偏情况的圆形孔环图像。
15.有益效果
16.本发明的优点在于:
17.1、将待压合的超高多层板首先制作成多个子板,再将子板进行压合形成母板,解决了目前生产超高多层板中出现层偏超差的问题。该方法有效、可行且成本低,不仅实现了高精度的层间对位效果,还提升了产品的优良率,降低了超高多层板的制作难度。
18.2、子板上相对的两个边上的铆钉孔错位布置,能有效的防止叠合时子板方向放反的问题。此外,铆钉孔外围的若干热熔焊盘的设计,能有效的防止压合时铆钉孔在对位过程中出现滑移错位问题,大大提高了层间对位的精准性。
19.3、将铆钉孔设置为阶梯孔,能有效的减少铆钉的滑动或偏移,提升母板压合后的精度。此外,安装铆钉后,铆钉帽内置在板内,不会对后面的加工产生不利影响,实用可靠。
附图说明
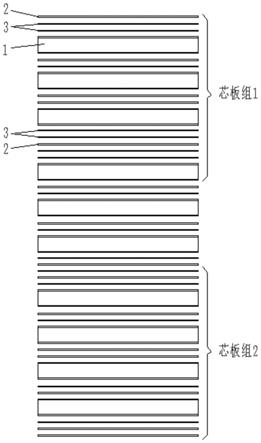
20.图1为26层超高多层板的拆分结构示意图;
21.图2为本发明的芯板结构的示意图;
22.图3为本发明的母板结构示意图。
23.其中:1
‑
芯板、2
‑
铜箔、3
‑
粘接片、4
‑
定位孔、5
‑
铆钉孔、6
‑
阶梯孔、7
‑
圆形孔环图像、8
‑
铆钉、9
‑
母板。
具体实施方式
24.下面结合实施例,对本发明作进一步的描述,但不构成对本发明的任何限制,任何人在本发明权利要求范围所做的有限次的修改,仍在本发明的权利要求范围内。
25.参阅图1
‑
图3,本发明的一种超高多层板高精度层间对位的控制方法,包括以下步骤。
26.步骤一、将一待压合的超高多层板拆分成多个芯板组。每个芯板组的层数不超过10层。因芯板1的数量越少,压合后子板的对位精度越高。但芯板组分的过多,又会影响母板9压合时的对位精度,故控制芯板组的层数在10层以下较为合适。即压合后子板的最大层数为10层。此外,因不同的超高多层板使用的芯板1厚度不同,为确保压合质量,还应确保每个子板的厚度在0.8
‑
1.5mm之间。如芯板组中芯板1的总厚度加起来在1.5mm以上,以适当减少芯板1,增加分组。
27.在对超高多层板拆分时,还应确保剩余的芯板1数量不超过两个,剩余芯板的两面图形或结构应呈近似对称或对称关系;且剩余的芯板1为超高多层板中间位置的芯板1,在压合时,直接将剩余的芯板1叠合在子板之间即可,无需对剩余的芯板1进行再次压合,以提高生产效率。在对超高多层板分组完毕后,即可进行对芯板1的加工压合。
28.步骤二、超高多层板分组完毕后,在芯板组的每个芯板1上均制作若干定位孔4,用于叠层时对位芯板1。本实施例定位孔4的大小为3.175mm,且其允许偏差为
±
0.025mm。定位孔4在芯板1长边上的数量为3
‑
4个,短边上的数量为2
‑
3个。每个芯板1上的定位孔4位置均相同。通过这样的设置,能有效的降低压合后子板的偏移。
29.在对芯板1钻孔完毕之后,接下来是在芯板1上制作电路图形以及棕化等加工工序。加工完毕的芯板1即可进行压合工序。本实施例的超高多层板中的所有芯板1应由同一激光直接成像曝光机制作,能有效减少机器对位偏差。
30.此外,在对芯板1制作加工的过程中,芯板1两侧的端角上还均可设置用于观察叠板后层偏情况的圆形孔环图像7。通过圆形孔环图像7,能更好地观察各板在叠层后对位精准程度的情况。本实施例的超高多层板中,每层圆形孔环图像7的间距为2
‑
3mil,且圆形孔环图像7距离板边不小于1.5cm。
31.根据定位孔4对芯板组中的芯板1进行对位压合,形成子板。具体的,在压合前,将芯片组中的各芯板1按照预定的要求顺序与粘接片3、铜箔2等叠合在一起,通过压机将其压合成子板,以完成子板的制作。
32.步骤三、在子板上制作若干铆钉孔5。此外,剩余的芯板1上也需制作铆钉孔5。本实施例铆钉孔5的大小为3.175mm,且其允许偏差为
±
0.025mm。子板的每个边上均应开设铆钉孔5。具体的,子板的长边上可设2
‑
3个、短边上可设1
‑
2个铆钉孔5。且子板相对的两个边上的铆钉孔5错位布置。这样能有效的防止叠合时子板方向放反的问题。
33.优选的,铆钉孔5外围的子板上设有若干热熔焊盘,能有效的防止压合使铆钉孔5错位的问题。
34.优选的,定位孔4和铆钉孔5的均通过钻孔的方式制作,可有效减少pe冲孔带来的精度偏差及冲孔质量不良的影响。
35.根据铆钉孔5对子板进行对位压合,形成母板9。具体的,根据超高多层板的次序,依次将子板和剩余的芯板1进行对位叠合。接着通过热熔机将其进行初步熔合固定,再在铆钉孔5中加入铆钉8及铆钉帽,通过铆钉机将其固定,得到母板9,即可得到高精度层间对位效果的超高多层板。
36.优选的,将位于超高多层板两端的子板的外侧铆钉孔设置为阶梯孔。即将最外侧的两个子板朝外的一面采用数控电铣在铆钉孔5上镂出一阶梯,使铆钉孔5为阶梯孔6,阶梯孔6的外侧梯段深为子板厚度的1/3
‑
1/2。通过阶梯孔6的设计,能有效的减少铆钉8的滑动或偏移,提升母板9压合后的精度。此外,铆钉帽内置在板内,不会对后面的加工产生不利影响。需要说明的是,电铣出阶梯孔6后,需电铣出的残留物清除干净,确保底部平整一致。
37.由于超高多层板的厚度过大、芯板1过多,目前能一次压出超高多层板的设备昂贵,且仍然存在偏移过大或超差的问题。而本实施例通过将超高多层板进行拆分,首先利用现有制作多层板的成熟技术制作子板,再通过铆钉孔5定位对位的方式实现子板的叠合压合,并最终通过铆钉8对母板9进一步压紧,解决了目前生产超高多层板中存在的层间对位
超差问题。该方法有效、可行且成本低,不仅实现了高精度的层间对位效果,还提升了产品的优良率,降低了超高多层板的制作难度。
38.以上所述的仅是本发明的优选实施方式,应当指出对于本领域的技术人员来说,在不脱离本发明结构的前提下,还可以作出若干变形和改进,这些都不会影响本发明实施的效果和专利的实用性。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1