一种多层柔性线路板卷对卷制备工艺的制作方法
1.本技术涉及线路板制造技术领域,尤其涉及一种多层柔性线路板卷对卷制备工艺。
背景技术:
2.卷对卷(roll to roll,rtr)生产工艺是一种高效率、连续性的生产方式,已经广泛地应用于fpc(柔性线路板)的单、双层板的生产加工以及多层板(三层及以上)的内层加工中。采用卷对卷工艺将挠性覆铜板通过成卷连续的方式进行fpc制作,可以有效地提高生产的自动化程度,降低人力成本,提高生产效率,避免人为因素对产品品质的影响,从而提高产品的良率。
3.等离子(plasma)处理是在一组电极施以射频电压,使电极之间形成高频交变电场,区域内气体在交变电场的激荡下,形成等离子体,活性等离子对被处理物进行物理轰击和化学反应双重作用,使被处理物表面物质变成粒子和气态物质,再经过抽真空排出,达到清洗的目的,特别可用于镭射后胶渣的清洁。
4.由于进行等离子处理时需要抽真空,因此,在加工一些含有开盖设计的柔性板时,如果直接进行等离子处理,开盖区域为柔性板内部密闭空间,存在一定气压,柔性板处于真空环境时,会因气压差引起爆开脱层的风险。
5.常规的设计为,对单片柔板进行等离子处理时,通常会使用夹具保护开盖区域,避免因气压差引起爆开脱层的风险。但由于夹具的存在,无法对含有开盖设计的卷料进行rtr plasma处理,导致卷对卷制程无法进行。
技术实现要素:
6.本技术提供一种多层柔性线路板卷对卷制备工艺,以解决现有技术中等离子处理开盖区域因气压差引起脱层、无法进行卷对卷作业的问题。
7.本技术提供一种多层柔性线路板卷对卷制备工艺,包括如下步骤:
8.s1:以卷对卷压合方式得到含有开盖区域的卷状多层板;
9.s2:在所述多层板开盖区域对应的废料部分进行镭射,形成贯通开盖区域与外界的排气孔;
10.s3:对步骤s2中得到的多层板进行等离子处理;
11.s4:对经步骤s3处理后的多层板的排气孔进行封堵;
12.s5:对步骤s4得到的多层板进行热处理;
13.s6:对步骤s5得到的多层板的废料部分边沿位置进行半切镭射;
14.s7:对步骤s6得到的多层板进行卷对卷揭盖,得到所需的多层板柔性线路板。
15.进一步地,在步骤s6之前还包括步骤s5':对步骤s5得到的多层板依次进行黑影、电镀、线路成型工序处理。
16.具体地,步骤s2中的排气孔直径为0.1
‑
0.3mm。
17.具体地,步骤s3中的等离子处理为使用卷对卷等离子设备对多层板处理,操作条件为:功率4000
‑
8000kw,线速度为0.3
‑
1.0m/min,真空度0.1
‑
0.3torr,气体选用cf4和o2。
18.具体地,步骤s4中对排气孔进行封堵的方式包括卷对卷自动吸贴覆盖膜、卷对卷油墨印刷塞孔或卷对卷树脂塞孔。
19.具体地,步骤s5所采用的热处理包括卷对卷热辊压或卷对卷固化烘烤。
20.进一步地,当采用热辊压时,热辊压的温度50
‑
90℃,压力为0.2
‑
0.6mpa,线速度为0.5
‑
1.5m/min。
21.进一步地,当采用固化烘烤时,温度140
‑
160℃,时间60
‑
90min。
22.具体地,步骤s6中半切镭射是指对废料部分边沿位置用镭射进行切割,保留距离绝缘层下表面3
‑
5μm的绝缘层不进行切割。
23.一种采用前述制备工艺得到的多层柔性线路板。
24.本发明相对于现有技术具有以下有益效果:本发明通过在开盖区域对应的废料部分镭射排气孔,使开盖区域与外界导通,避免了等离子加工时所处的真空环境引起开盖区域脱层风险;在等离子处理后,通过吸贴覆盖膜、油墨塞孔或树脂塞孔的方式封闭排气孔,避免后续湿制程中的药水渗入开盖区域;所贴的覆盖膜或塞孔树脂、油墨,在揭盖时同废料部分一同撕离,不影响后续制程;整个工艺都进行卷对卷的加工,节省人力成本,具有较高的生产效率和产品的良率。
附图说明
25.后文将参照附图以示例性而非限制性的方式详细描述本技术的一些具体实施例,附图中相同的附图标记标示了相同或类似的部件或部分,本领域技术人员应该理解,这些附图未必是按比例绘制的。
26.图1为含有开盖区域的三层板结构示意图;
27.图2为实施例一镭射开盖区域形成排气孔后的三层板的结构示意图;
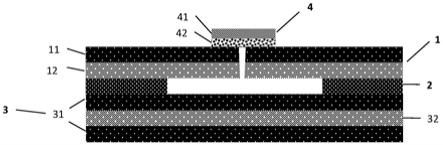
28.图3为实施例一在排气孔上吸贴覆盖膜后的三层板的结构示意图;
29.图4为实施一对开盖区域边框位置半切镭射后的三层板的结构示意图;
30.图5为实施例一揭盖后的三层板的结构示意图;
31.图6为实施例三镭射开盖区域形成排气孔后的三层板的结构示意图;
32.图7为实施例三油墨塞排气孔后的三层板的结构示意图;
33.图8为实施例三对开盖区域边框位置半切镭射后的三层板的结构示意图;
34.图9为实施例三揭盖后的三层板的结构示意图;
35.图10为实施例四树脂塞排气孔后的三层板的结构示意图。
具体实施方式
36.为使本技术的上述目的、特征和优点能够更加明显易懂,在下面的描述中阐述了很多具体细节以便于充分理解本技术,但是本技术能够以很多不同于在此描述的其它方式来实施,本领域技术人员可以在不违背本技术内涵的情况下做类似改进,因此本技术不受下面公开的具体实施的限制。
37.本技术提供一种多层柔性线路板卷对卷制备工艺,包括如下步骤:
38.s1:以卷对卷压合方式得到含有开盖区域的卷状多层板;
39.s2:在所述多层板开盖区域对应的废料部分进行镭射,形成贯通开盖区域与外界的排气孔;
40.s3:对步骤s2中得到的多层板进行等离子处理;
41.s4:对经步骤s3处理后的多层板的排气孔进行封堵;
42.s5:对步骤s4得到的多层板进行热处理;
43.s6:对步骤s5得到的多层板的废料部分边沿位置进行半切镭射;
44.s7:对步骤s6得到的多层板进行卷对卷揭盖,得到所需的多层板柔性线路板。
45.本技术中的多层板是指三层以上(包括三层),下面以三层板为例进行说明。
46.实施例一:
47.s1:如图1所示,该三层板是通过卷对卷(rtr)叠板压合工艺得到的卷状三层柔性板,其中1为单面板,2为纯胶层,3为完成内层线路制作的双面板。11为铜层,12为绝缘层;31为铜层,32为绝缘层。其中,绝缘层材料可以为聚酰亚胺(pi)、聚对苯二甲酸乙二醇酯(pet)、聚乙烯(pe)、聚氯乙烯(pvc)、聚丙烯(pp)、液晶高分子(lcp)或聚四氟乙烯(ptfe)。
48.s2(rtr镭射):在该三层板的废料部分镭射孔径为0.1mm的排气孔,得到如图2所示的三层板,其中,废料部分是指与开盖区域(即图1截面图中,纯胶层2的空白区域)对应的待开盖部分,该部分最终会被揭除,因此实际上为废料。经过该步骤的rtr镭射后,开盖区域与外界通过排气孔进行连通。
49.由于排气孔上下接受的镭射能量不同,通常上孔径会大于下孔径,例如:设计0.1
㎜
的排气孔,排气孔实际达到的值为上孔径0.1mm,下孔径大约为0.090mm。镭射参数根据柔性板的具体材料和叠构进行选择,本实施例中控制的镭射参数只需打穿单面板1,不接触到双面板3的线路层。优选地,将排气孔选择在柔性板的非线路区域,这样可以避免镭射接触到的是柔性板线路区。当然,镭射排气孔的时候可以与其他用于导通不同层的通孔、盲孔或ccd定位孔同时镭射,提高生产效率。
50.s3(rtr plasma):使用rtr plasma设备,对三层板进行等离子处理,清洁三层板的通孔、盲孔等。具体操作条件为:功率4000kw,线速度为0.3m/min,真空度0.1torr,气体选用cf4和o2。cf4在射频放电后形成等离子体,与氢键反应,促使高分子有机键断裂,使三层板中的有机物被快速有效地清理;本实施例中的纯胶层材料选择环氧树脂,当然纯胶层材料也可以为丙烯酸树脂、聚烯烃树脂等。在等离子处理的时候,由于开盖区域已经通过排气孔与柔性板外界的真空环境连通,避免了真空环境下开盖区域的爆裂。
51.s4(rtr自动吸贴覆盖膜):使用rtr自动吸贴设备,将模切成直径为3mm的覆盖膜4,通过ccd对位孔贴合至排气孔位置,选择25μm厚度的覆盖膜,得到如图3所示结构。其中41为覆盖膜的保护层,保护层的材料可以为聚氯乙烯(pvc)、聚酰亚胺(pi)、液晶高分子(lcp)层或聚对苯二甲酸乙二醇酯(pet),本实施例中优选保护层为聚氯乙烯(pvc)层,42为覆盖膜的胶层,胶层的材料选自环氧胶、聚烯烃胶或者亚克力胶。当然,覆盖膜的厚度不宜太薄或太厚,厚度范围为25μm
‑
50μm,太厚会影响卷对卷生产需要的弯折性能。进一步地,优选覆盖膜的厚度为37.5μm。
52.s5(rtr热辊压):热辊压的温度为50℃,压力为0.2mpa,线速为0.5m/min。热辊压可以保证覆盖膜的胶层42具有一定的填充性和粘度,使覆盖膜与柔性板更好地结合,对排气
孔进行封堵,避免后续湿制程中的药水渗入开盖区域,且热辊压方式处理速度快、效率高。当然也可以采用rtr快压对覆盖膜进行压合处理。
53.s6(rtr镭射开盖位置):在步骤s5得到的三层板的废料部分边沿位置进一步进行半切镭射,保留3μm的绝缘层,即在单面板1的绝缘层从上到下切割,保留距离绝缘层下表面3μm的绝缘层,得到具体如图4所示的结构。优选3μm的绝缘层厚度是为了确保绝缘层不被完全切断导致掉落,以及保证后续容易揭盖。
54.s6中的半切镭射是为后续的揭盖做准备,便于后续揭盖,因此,半切镭射的位置尽量位于废料部分的边沿,尽量减少揭盖后的残余废料。
55.s7(rtr揭盖):对步骤s6得到的三层板通过rtr揭盖设备,使用高粘胶带揭除开盖区域上的废料部分及覆盖膜,得到如图5所示结构的三层板。
56.优选地,在步骤s6之前还包括步骤s5':对步骤s5得到的多层板依次进行黑影、图形电镀、线路成型工序处理,具体过程如下:
57.s5'(rtr黑影、rtr电镀、rtr线路成型工序):rtr黑影采用本领域的常规操作方式,为前面形成的带孔三层板增加孔壁导电性,并为后续电镀工序做准备;rtr电镀采用本领域的常规电镀工序,使形成的孔金属化;rtr线路成型工序采用本领域的常规的线路成型工序,根据制作产品需要的线路及图形进行制作。为了简便,本技术图中并未显示此处所提及的孔及线路。
58.实施例二:
59.本实施例的制作步骤和实施例一相同,仅是选择的参数和材料有所不同。下面仅列出不同的步骤:
60.s2(rtr镭射):在该三层板的废料部分镭射孔径为0.3mm的排气孔;
61.s3(rtr plasma):使用rtr plasma设备,对三层板进行等离子处理,清洁通孔、盲孔等。具体操作条件为:功率8000kw,线速度为1.0m/min,真空度0.3torr,气体选用cf4和o2。
62.s4(rtr自动吸贴覆盖膜):使用rtr自动吸贴设备,将模切成直径为5mm的覆盖膜,通过ccd对位孔贴合至排气孔位置,优选覆盖膜的厚度为50μm,以满足卷对卷生产需要的弯折性能。覆盖膜的上层优选为聚酰亚胺(pi)层,下层为胶层。
63.s5(rtr热辊压):热辊压的温度为90℃,压力为0.6mpa,线速为1.5m/min。
64.s7(rtr镭射开盖位置):在已经预蚀刻的废料部分边沿位置进行半切镭射,保留5μm的绝缘层,确保绝缘层不被完全切断导致掉落,以及保证后续容易揭盖。
65.实施例三:
66.除了可以使用贴覆覆盖膜的方式封堵排气孔,还可以采用印刷油墨塞孔的方式。
67.s1:如图1所示,该三层板是通过卷对卷(rtr)叠板压合工艺得到的三层柔性板,其中1为单面板,2为纯胶层,3为完成内层线路制作的双面板。11为铜层,12为绝缘层;31为铜层,32为绝缘层,33为铜层。
68.s2(rtr镭射):在该三层板的开盖区域对应的废料部分镭射孔径为0.2mm的排气孔,得到如图6所示的三层板,开盖区域与外界通过排气孔进行连通。
69.s3(rtr plasma):使用rtr plasma设备,对三层板进行等离子处理,清洁通孔、盲孔等。具体操作条件为:功率6000kw,线速度为0.5m/min,真空度0.2torr,气体选用cf4和o2。
70.s4(rtr油墨印刷塞孔):通过rtr丝网印刷油墨,在排气孔处进行油墨塞孔,本实施
例中油墨填满排气孔,得到如图7所示结构。当然,油墨可以不需要填满排气孔,只需保证对排气孔的密封即可。油墨也可以凸出柔性板表面,突出的厚度不大于50μm。
71.s5(rtr油墨固化烘烤):对油墨塞孔后的三层板进行固化烘烤,温度140℃,时间90min,使油墨充分固化。
72.s6(rtr镭射开盖位置):在步骤s5得到的三层板的废料部分边沿位置进行半切镭射,保留4μm的绝缘层,得到如图8所示的结构。
73.s8(rtr揭盖):通过rtr揭盖设备,使用高粘胶带揭除开盖区域上的废料部分及油墨,得到如图9所示结构的三层板。
74.优选地,在步骤s6之前还包括步骤s5':对步骤s5得到的多层板依次进行黑影、电镀、线路成型工序处理,具体过程如下:
75.s5'(rtr黑影、rtr图形电镀、rtr线路成型工序):rtr黑影采用本领域的常规操作方式,为前面形成的带孔三层板增加孔壁导电性,并为后续电镀工序做准备;rtr电镀采用本领域的常规电镀工序,使形成的孔金属化;rtr线路成型工序采用本领域的常规的线路成型工序,根据制作产品需要的线路及图形进行制作。为了简便,本技术图中并未显示此处所提及的孔及线路。
76.实施例四:
77.本实施例与实施例三的区别为封堵和热处理工序不同,具体为:
78.s4(rtr树脂塞孔):通过rtr点胶机,在排气孔处进行点涂树脂,本实例中树脂半填满排气孔,半填满为不是全部填满的状态。当然,树脂可以高于单面板的铜层11,得到如图10示结构;树脂也可以仅填满排气孔而不高于单面板的铜层11,这些方式都是可以的,只要达到对排气孔的密封即可。当树脂高于单面板的铜层时,树脂凸出铜层表面的厚度不大于50μm。
79.s5(rtr树脂固化烘烤):对树脂塞孔后的三层板进行固化烘烤,使树脂固化充分,温度160℃,时间60min,使树脂充分固化。
80.其余步骤均与实施例三相同,附图仅是将实施三填满排气孔的油墨更换为半填满的树脂,其余采用的结构示意图参照实施例三中的附图。
81.至此,本领域技术人员应认识到,虽然本文已详尽示出和描述了本技术的多个示例性实施例,但是,在不脱离本技术精神和范围的情况下,仍可根据本技术公开的内容直接确定或推导出符合本技术原理的许多其他变型或修改。因此,本技术的范围应被理解和认定为覆盖了所有这些其他变型或修改。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1