一种贴片器件的换料机及自动换料的方法与流程
1.本发明涉及电路维修设备技术领域,尤其涉及一种贴片器件的换料机及自动换料的方法。
背景技术:
2.smt贴片指的是在pcb基础上进行加工的系列工艺流程的简称,pcb(printed circuit board)为印刷电路板。smt是表面组装技术(surface mounted technology的缩写),是电子组装行业里最流行的一种技术和工艺。
3.传统贴片器件(smt)贴片流程包含准备物料,装锡膏,刷锡,贴片,回流,后端检查,人工维修的步骤。得到生产命令后,物料人员须按清单准备所需smt物料,并根据工艺要求进行剪脚或引脚整型,同时给刷锡机装锡膏,安装并矫正贴片模板及钢网。刷锡机开始运行后,在印制电路板(pcb)上模板所示位置刷锡。刷锡完成后进入高速贴片机进行贴片smt,完成后pcb板进入回流焊机进行预热、保温、回流焊接和冷却。回流完成后pcb板进行后端检查,包含焊点检查和光学检测仪检查。如果遇到锡膏不足、焊接短路和翘脚等缺陷,将缺陷pcb板送到人工维修处重新焊接,维修人员需要把问题pcb板重新进行加热,去除废料和废锡,再重新点锡浆,放置贴片器件,经过焊台加热,冷却后重新进行焊点检测,等待检测通过后再进行下一步后处理包装等。
4.然而,在该贴片流程中,在后端检查出元件单端焊接、元件移位等问题后,有问题的pcb板只能通过送往人工维修处进行重新焊接,存在换料流程上不够自动化,耗费人力成本的问题,同时若遇到大范围换料的情况,人工维修换料效率低下,且容易出错。
5.因此,实有必要提供一种新的贴片器件的换料机及自动换料的方法解决上述技术问题。
技术实现要素:
6.本发明的目的是克服上述至少一个技术问题,提供一种自动化转换吸锡和点锡,从而提高pcb板加工效率的贴片器件的换料机。
7.为了实现上述目的,第一方面,本发明提供一种贴片器件的换料机,用于对需要重新进行贴片的pcb板进行换料,包括:底托;吸锡装置,所述吸锡装置固定于所述底托上;点锡装置,所述点锡装置固定于所述底托上;控制装置,所述控制装置与所述底托连接用以控制所述底托转动使所述吸锡装置对加热后的pcb板上的不合格贴片点进行吸锡操作,并在所述吸锡操作之后,所述控制装置控制所述底托切换至所述点锡装置并对所述不合格贴片点进行点锡操作。
8.更进一步地,所述点锡装置包括一端固定于所述底托上且内部具有中空点锡通道的点锡枪体、固定设置于所述点锡枪体远离所述底托的一端且与所述中空点锡通道连通的
点锡枪头以及位于所述点锡枪体靠近所述底托的一端且与所述中空点锡通道连通的送锡泵;所述送锡泵用于通过所述中空吸锡通道对所述点锡枪头提供锡料,以使得所述点锡枪头进行点锡操作。
9.更进一步地,所述点锡装置还包括设置于所述中空点锡通道内的流量控制构件,所述流量控制构件将所述中空点锡通道分隔为出料通道和进料通道,所述点锡枪头与所述出料通道连通,所述送锡泵与所述进料通道连通,所述流量控制构件用于控制所述出料通道和所述进料通道的连通和断开。
10.更进一步地,所述点锡装置还包括一通道管;所述流量控制构件包括设于所述中空点锡通道内并将所述中空点锡通道分隔为出料通道和进料通道的蝶状通道开关、设置于所述蝶状通道开关上的控制器、与所述蝶状通道开关连接并位于所述进料通道内的软质支撑体和包裹于所述软质支撑体内的呈漏斗状的内管,所述内管通过所述通道管与所述送锡泵连通,所述控制器用于控制所述蝶状通道开关的打开和关闭,进而控制所述出料通道和所述进料通道的连通和断开。
11.更进一步地,所述吸锡装置包括一端固定于所述底托上且内部具有中空吸锡通道的吸锡枪体、固定于所述吸锡枪体远离所述底托的一端且与所述中空吸锡通道连通的吸锡枪头和位于所述吸锡枪体靠近所述底托的一端且与所述中空吸锡通道连通的抽风泵;所述抽风泵用于抽吸相互连通的所述中空点锡通道和所述吸锡枪头内的空气,以使得所述吸锡枪头进行吸锡操作。
12.更进一步地,所述吸锡装置还包括设置于所述吸锡枪头外壁上的刮锡部。
13.更进一步地,所述刮锡部为由所述吸锡枪头延伸并凹陷形成的凹面铲头,所述凹面铲头与所述吸锡枪头及所述中空吸锡通道相连接。
14.更进一步地,所述中空吸锡通道内设置有将所述中空吸锡通道分隔成进锡通道和出锡通道的过滤网,所述吸锡枪头与所述进锡通道连通,所述抽风泵与所述出锡通道连通;所述吸锡枪体位于所述吸锡枪头和所述过滤网之间的侧壁上设有与所述进锡通道连通的开口,所述吸锡装置体包括盖设所述开口的拨盖。
15.更进一步地,所述开口内设有覆盖所述开口的凹槽网。
16.更进一步地,所述吸锡枪头内具有两端开口的柱状管道,所述进锡通道靠近所述吸锡枪头的端口呈漏斗状,所述柱状管道远离所述进锡通道的一端开口为所述吸锡枪头的吸嘴,所述柱状管道的另一端开口与所述进锡通道的漏斗状端口连接。
17.更进一步地,所述吸锡装置还包括设置于所述出锡通道内的密封套。
18.更进一步地,所述底托包括呈椭圆结构的固定底座和配合固定于所述固定底座外周侧的软质垫片,所述吸锡装置和所述点锡装置固定于所述固定底座上。
19.第二方面,本发明还一种换料机进行自动换料的方法,包括以下步骤:s1、通过传输带将存在不合格贴片点的pcb板输送到焊台上进行加热处理;s2、所述换料机的控制装置控制所述底托转动使吸锡装置对加热后的所述pcb板上的不合格贴片点进行吸锡操作,以将所述不合格贴片点上的废料去除;s3、所述换料机的控制装置控制所述底托自动切换至点锡装置对去除废料后的所述不合格贴片点进行点锡操作;
s4、通过传输带将所述pcb板输送至贴片机,并通过所述贴片机对所述不合格贴片点重新进行贴片;s5、通过传输带将重新贴片后的所述pcb板输送至回流焊设备以进行焊点固化;s6、通过检查设备对焊点固化后的所述pcb板进行焊点或光学检查;s7、若检查到所有贴片点均合格,则结束,若检查到存在不合格贴片点,则返回执行步骤s1。
20.与相关技术相比,本发明的贴片器件换料机的头部装置中,其包括底托和设置于所述底托上的吸锡装置和点锡装置,通过控制装置分别对吸锡装置和点锡装置进行自动化转换吸锡模式和点锡模式,从而使得换料过程中自动化,安全性高,节省人力,提高加工效率。
附图说明
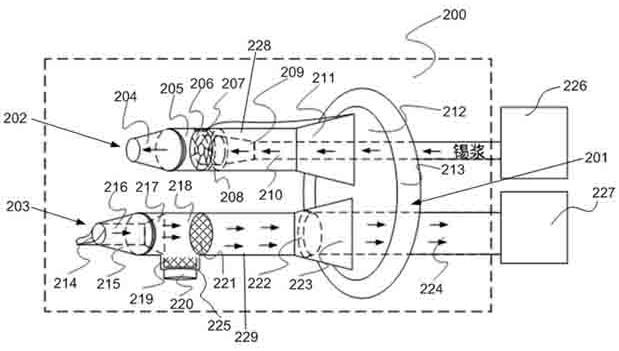
21.为了更清楚地说明本发明实施例中的技术方案,下面将对实施例描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其它的附图,其中:图1为本发明提供的贴片器件的换料机的结构示意图;图2为本发明提供的贴片器件的换料机的自动化换料方法的流程图。
22.图中,200、贴片器件的换料机,201、底托,202、点锡装置,203、吸锡装置,204、点锡枪头,205、点锡枪体,206、蝶状通道开关,207、控制器,208、软质支撑体,209、漏斗状的内管,210、通道管,211、第一底座,212、固定底座,213、软质垫片,214、凹面铲头,215、吸锡枪头,216、柱状管道,217、漏斗状管道,218、吸锡枪体,219、凹槽网,220、拨盖,221、过滤网,222、密封套,223、第二底座,224、通风管,225、开口,226、送锡泵,227、抽风泵,228、中空点锡通道,229、中空吸锡通道。
具体实施方式
23.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅是本发明的一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其它实施例,都属于本发明保护的范围。
24.请参阅图1所示,第一方面,本发明提供一种贴片器件的换料机,用于对需要重新进行贴片的pcb板进行换料,其特征在于,包括:底托201;吸锡装置203,所述吸锡装置203固定于所述底托201上;点锡装置202,所述点锡装置202固定于所述底托201上;控制装置,所述控制装置与所述底托201连接用以控制所述底托201转动使所述吸锡装置203对加热后的pcb板上的不合格贴片点进行吸锡操作,并在所述吸锡操作之后,所述控制装置控制所述底托201切换至所述点锡装置202对所述不合格贴片点进行点锡操作。
25.具体的,通过将吸锡装置203和点锡装置202固定在底托201上,通过所述控制装置控制底托201上的吸锡装置203和点锡装置202实现自动切换,从而便于控制所述吸锡装置203对加热后的pcb板上的不合格贴片点进行吸锡操作,并在所述吸锡操作之后,通过控制
底托201切换至所述点锡装置202对所述不合格贴片点进行点锡操作。最后再用传送带传输到贴片机中重新校验贴片和回流。通过控制装置控制底托201转动分别对吸锡装置203和点锡装置202进行自动化转换吸锡模式和点锡模式,从而使得换料过程中自动化,安全性高,节省人力,提高加工效率。
26.在本实施例中,所述点锡装置202包括一端固定于所述底托201上且内部具有中空点锡通道228的点锡枪体205、固定设置于所述点锡枪体205远离所述底托201的一端且与所述中空点锡通道228连通的点锡枪头204以及位于所述点锡枪体205靠近所述底托201的一端且与所述中空点锡通道228连通的送锡泵226;所述送锡泵226用于通过所述中空点锡通道228对所述点锡枪头204提供锡料,以使得所述点锡枪头204进行点锡操作。通过将点锡枪头204对准刮锡后的pcb板位置,通过送锡泵226将锡浆通过点锡枪体205的中空点锡通道228输送到点锡枪头204上,通过点锡枪头204对pcb板进行点锡操作。自动化点锡方便,节约成本,提高点锡效率。
27.其中,所述点锡枪头204呈锥形结构设置,便于进行均匀点锡。
28.在本实施例中,所述点锡装置202还包括设置于所述中空点锡通道228内的流量控制构件,所述流量控制构件将所述中空点锡通道228分隔为出料通道和进料通道,所述点锡枪头204与所述出料通道连通,所述送锡泵226与所述进料通道连通,所述流量控制构件用于控制所述出料通道和所述进料通道的连通和断开。通过送锡泵226通过进料通道输送到流量控制构件中,通过流量控制构件控制进料通道和出料通道的连通和断开,流量控制效果好,节约成本。
29.在本实施例中,所述点锡装置202还包括一通道管210;所述流量控制构件包括设于所述中空点锡通道228内并将所述中空点锡通道228分隔为出料通道和进料通道的蝶状通道开关206、设置于所述蝶状通道开关206上的控制器207、与所述蝶状通道开关206连接并位于所述进料通道内的软质支撑体208和包裹于所述软质支撑体208内的呈漏斗状的内管209,所述内管209通过所述通道管210与所述送锡泵226连通,所述控制器207用于控制所述蝶状通道开关206的打开和关闭,进而控制所述出料通道和所述进料通道的连通和断开。
30.具体的,开始点锡时,送锡泵226将锡浆送至通道管210,再输送到漏斗状的内管209,控制器207打开碟状通道开关206,锡浆可以正常流入到点锡枪头204中完成点锡;停止点锡时,控制器207关闭碟状通道,锡浆停止流入到点锡枪头204。控制效果好,节约成本。
31.进一步的,蝶状通道开关206为蝴蝶状结构的挡板,通过旋转实现点锡通道打开和关闭,使用方便。
32.在本实施例中, 所述吸锡装置203包括一端固定于所述底托201上且内部具有中空吸锡通道229的吸锡枪体218、固定于所述吸锡枪体218远离所述底托201的一端且与所述中空吸锡通道229连通的吸锡枪头215和位于所述吸锡枪体218靠近所述底托201的一端且与所述中空吸锡通道229连通的抽风泵227;所述抽风泵227用于抽吸相互连通的所述中空吸锡通道229和所述吸锡枪头215内的空气,以使得所述吸锡枪头215进行吸锡操作。通过控制装置将吸锡枪头215对准需要除锡的部位,通过抽风泵227抽吸相互连通的所述中空点锡通道228和所述吸锡枪头215内的空气,使得吸锡枪头215能快速进行吸锡操作,吸锡效果好,使用方便。
33.在本实施例中,所述吸锡装置203还包括设置于所述吸锡枪头215外壁上的刮锡
部。刮锡部便于对pcb板上的废锡进行刮除,从而通过抽风泵227提供抽力将的刮除的废锡进行收集,处理方便。
34.在本实施例中,所述刮锡部为由所述吸锡枪头215延伸并凹陷形成的凹面铲头214,所述凹面铲头214与所述吸锡枪头215及所述中空吸锡通道229相连接。所述凹面铲头214与所述吸锡枪头215及所述中空吸锡通道229相连接。凹面铲头214铲废料废锡效果好,使用方便。
35.在本实施例中,所述中空吸锡通道229内设置有将所述中空吸锡通道229分隔成进锡通道和出锡通道的过滤网221,所述吸锡枪头215与所述进锡通道连通,所述抽风泵227与所述出锡通道连通;所述吸锡枪体218位于所述吸锡枪头215和所述过滤网221之间的侧壁上设有与所述进锡通道连通的开口225,所述吸锡装置203体包括盖设所述开口225的拨盖220。
36.在本实施例中,所述开口225内设有覆盖所述开口225的凹槽网219。
37.在本实施例中,所述吸锡枪头215内具有两端开口的柱状管道216,所述进锡通道靠近所述吸锡枪头215的端口呈漏斗状,所述柱状管道216远离所述进锡通道的一端开口为所述吸锡枪头215的吸嘴,所述柱状管道216的另一端开口与所述进锡通道的漏斗状端口连接。使得刮锡部清除下的废锡在抽风泵227的作用下快速通过柱状管道216传输到漏斗状管道217中,通过漏斗状管道217将废料废锡均匀分散在吸锡枪体218中,便于凹槽网219对废料废锡进行收集处理。
38.在本实施例中,所述吸锡装置还包括设置于所述出锡通道内的密封套。所述密封套222与所述通风管224相连接。通过吸锡枪体218内部与密封套222相连接,密封套222与通风管224相连接,该密封套222为了防止漏风导致吸力不够的情况,安全性高。
39.在本实施例中,所述点锡枪体205与所述点锡枪头204通过螺纹固定连接,所述吸锡枪体218与所述吸锡枪头215通过螺纹固定连接。便于对点锡枪头204和吸锡枪头215拆卸清理,同时,装配方便。
40.在本实施例中,所述点锡装置202还包括固定于所述点锡枪体205并远离所述点锡枪头204设置的第一底座211,所述吸锡装置203还包括固定于所述吸锡枪体218并远离所述吸锡枪头215设置的第二底座223,所述第一底座211和所述第二底座223均设置于所述底托201内,所述密封套222设置于所述第二底座223内。
41.在本实施例中,所述底托201包括呈椭圆结构的固定底座212和配合固定于所述固定底座212外周侧的软质垫片213,所述吸锡装置203和所述点锡装置202固定于所述固定底座213上。具体的,点锡枪体205与第一底座211相连接,第一底座211与椭圆状头部装置底座相连接用作固定,椭圆结构的固定底座212与软质垫片213相连接,软质垫片213作为换料机头部装置与换料机相连接,使用软质材料可以耐磨损。吸锡枪体218外部与第二底座223相连接,第二底座223与椭圆结构固定底座212相连接用作固定。
42.在本实施例中,所述点锡枪体205可拆卸固定在底托上,所述吸锡枪体218可拆卸固定在所述底托上,这样便于对点锡枪体205和吸锡枪体218进行拆卸更换,方便维修。
43.请参阅附图2所示,第二方面,本发明还提供一种换料机进行自动换料的方法,包括以下步骤:s1、通过传输带将存在不合格贴片点的pcb板输送到焊台上进行加热处理;
s2、所述换料机的控制装置控制所述底托转动使吸锡装置对加热后的所述pcb板上的不合格贴片点进行吸锡操作,以将所述不合格贴片点上的废料去除;s3、所述换料机的控制装置控制所述底托自动切换至点锡装置对去除废料后的所述不合格贴片点进行点锡操作;s4、通过传输带将所述pcb板输送至贴片机,并通过所述贴片机对所述不合格贴片点重新进行贴片;s5、通过传输带将重新贴片后的所述pcb板输送至回流焊设备以进行焊点固化;s6、通过检查设备对焊点固化后的所述pcb板进行焊点或光学检查;s7、若检查到所有贴片点均合格,则结束,若检查到存在不合格贴片点,则返回执行步骤s1。
44.具体的,上述不合格的贴片可以通过焊点检查进行检查并确定位置,通过控制装置调节吸锡装置的吸锡枪头对准进行吸废锡工作,有效的进行废锡处理,使用方便。
45.具体的,上述不合格的贴片还可以通过摄像头进行实时拍摄,并将拍摄的图片通过信号发送到控制装置上,通过控制装置控制吸锡装置和点锡装置进行吸锡和点锡操作。
46.具体的,上述不合格的贴片还可以通过人工输入位置数据,将位置数据发送到控制装置上,通过控制装置控制吸锡装置和点锡装置进行吸锡和点锡操作。
47.具体的,通过传输带将存在不合格贴片点的pcb板输送到焊台上进行加热处理;所述换料机200的控制装置控制底托201上的吸锡装置203对加热后的所述pcb板上的不合格贴片点进行吸锡操作,以将所述不合格贴片点上的废料去除;所述换料机200的控制装置控制底托201自动切换至点锡装置202对去除废料后的所述不合格贴片点进行点锡操作;通过传输带将所述pcb板输送至贴片机,并通过所述贴片机对所述不合格贴片点重新进行贴片;通过传输带将重新贴片后的所述pcb板输送至回流焊设备以进行焊点固化;通过检查设备对焊点固化后的所述pcb板进行焊点或光学检查;若检查到所有贴片点均合格,则结束,若检查到存在不合格贴片点,则返回执行步骤s1。该方法实现了自动化换料过程,安全性高,节省人力,提高加工效率。
48.以上所述的仅是本发明的实施方式,在此应当指出,对于本领域的普通技术人员来说,在不脱离本发明创造构思的前提下,还可以做出改进,但这些均属于本发明的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1