卷料柔性线路板背靠背制程加工方法及线路板产品与流程
1.本发明涉及电路板制作技术领域,特别涉及一种卷料柔性线路板背靠背制程加工方法及线路板产品。
背景技术:
2.随着电子产品的不断发展进步,柔性线路板越来越薄、布线越来越密集,对电路板生产技术的要求也越来越高。但是,在生产较薄的柔性线路板产品时,产品表面容易产生褶皱,影响后续的生产流程。在传统技术中,为了解决这个技术问题,采用背对背双面胶将两卷柔性线路板粘合在一起进行制程加工。但是,采用背对背双面胶将两卷柔性线路板粘合在一起进行制程加工后,还需要将两卷柔性线路板剥胶分开,但是剥胶会导致柔性线路板材料涨缩变大,仍然会使得使得柔性线路板的表面产生褶皱。
技术实现要素:
3.本发明提供一种卷料柔性线路板背靠背制程加工方法及线路板产品,可解决相关技术中采用背对背双面胶将两卷柔性线路板粘合在一起进行制程加工后,还需要将两卷柔性线路板剥胶分开,但是剥胶会导致柔性线路板材料涨缩变大,仍然会使得使得柔性线路板的表面产生褶皱的问题。
4.第一方面,本发明提供了一种卷料柔性线路板背靠背制程加工方法,包括如下步骤:
5.将两卷柔性线路板卷料使用双面胶材料贴合起来,形成卷料形式的初级贴合线路板;
6.对卷料形式的初级贴合线路板的两面进行制程加工,形成卷料形式的内层线路板;
7.在卷料形式的内层线路板的两面均贴设外层柔性线路板并进行压合,形成多层复合线路板;
8.将多层复合线路板从双面胶粘合处进行剥离,形成分离的两件柔性线路板成品。
9.可选地,所述在卷料形式的内层线路板的两面均贴设外层柔性线路板并进行压合,形成多层复合线路板,包括如下步骤:
10.在卷料形式的内层线路板的两侧的外表面上分别通过贴合胶卷贴合单面铜材料的外层柔性线路板,形成卷料形式的预贴合多层线路板;
11.利用快压设备对整卷的预贴合多层线路板或裁切成单张的预贴合多层线路板进行压合,使预贴合多层线路板的外层柔性线路板与内层卷料线路板紧密贴合,形成多层复合线路板。
12.可选地,所述在卷料形式的内层线路板的两侧的外表面上分别通过贴合胶卷贴合单面铜材料的外层柔性线路板,包括如下步骤:
13.将贴合胶卷预先贴合在单面铜材料的外层柔性线路板上,并将外层柔性线路板与
贴合胶卷的粘合面裁切成单张面;
14.在两件外层柔性线路板上分别设置定位孔和定位标记,利用贴合夹具分别将两件外层柔性线路板粘贴有贴合胶的面贴合于内层线路板的两侧的外表面上。
15.可选地,所述利用贴合夹具分别将两件外层柔性线路板粘贴有贴合胶的面贴合于内层线路板的两侧的外表面上,包括如下步骤:
16.将底层的外层柔性线路板的定位孔穿过贴合夹具的夹具底座上的定位柱,将底层的外层柔性线路板定位于夹具底座上,使底层的外层柔性线路板的粘贴有贴合胶的面朝上以与内层线路板的底面对应;
17.将内层线路板的定位孔穿过贴合夹具的的夹具底座上的定位柱,将内层线路板定位于夹具底座上,并使得内层线路板的底面与底层的外层柔性线路板的粘胶面预贴合;
18.将顶层的外层柔性线路板的定位孔穿过贴合夹具的夹具底座上的定位柱,将顶层的外层柔性线路板定位于夹具底座上,并使得使顶层的外层柔性线路板的粘贴有贴合胶的面朝下、与内层线路板的顶面预贴合;
19.通过贴合夹具的夹具压板下压顶层的外层柔性线路板,对定位于夹具底座上的底层的外层柔性线路板、内层线路板及顶层的外层柔性线路板进行压合,使顶层的外层柔性线路板和底层的外层柔性线路板分别贴紧于内层线路板的正反两面。
20.可选地,通过贴合胶卷在内层线路板的外表面上贴合单面铜材料的外层柔性线路板的贴合参数如下:
21.贴合温度为90-110摄氏度,贴合时间为25-35秒,贴合压力为0.6-0.8mpa。
22.可选地,所述利用快压设备对整卷的预贴合多层线路板或裁切成单张的预贴合多层线路板进行压合,包括如下步骤:
23.直接利用快压设备对整卷的预贴合多层线路板进行压合;或者,
24.先将整卷的预贴合多层线路板进行裁切,形成多张单张的预贴合多层线路板,利用快压设备对单张的预贴合多层线路板分别进行压合。
25.可选地,利用快压设备对整卷的预贴合多层线路板或裁切成单张的预贴合多层线路板进行压合时的压合参数如下:
26.压合温度为160-200摄氏度,压合压力为110-130kgf,压合时间为300-400s。
27.可选地,所述将两卷柔性线路板卷料使用双面胶材料贴合起来,包括如下步骤:
28.将一卷双面铜线路板的任意一面与热分离双面胶或非热分离双面胶的一面贴合,并将另一卷双面铜线路板的任意一面与热分离双面胶或背靠背双面胶的另一面贴合;
29.且热分离双面胶或背靠背双面胶的单边宽幅比双面铜线路板的单边宽幅大0.5-1.5mm。
30.可选地,所述将多层复合线路板从双面胶粘合处进行剥离,包括如下步骤:
31.对采用双面胶材料贴合的多层复合线路板利用烘烤设备进行烘烤后,利用线路板剥离设备将多层复合线路板从双面胶粘合处进行剥离,通过收料卷轴将正反两面的各一个内外层复合线路板进行卷收,中间的双面胶材料同时从两个内外层复合线路板上剥离下来。
32.此外,本发明还提出一种线路板产品,所述线路板产品采用如上所述的卷料柔性线路板背靠背制程加工方法加工制作。
33.本发明提供的技术方案带来的有益效果包括:
34.本发明提供的卷料柔性线路板背靠背制程加工方法,可先利用双面胶材料将两卷柔性线路板粘合在一起进行制程加工,然后在两卷柔性线路板形成的内层线路板的正反两面分别贴设和压合外层柔性线路板,使得形成的多层复合线路板厚度增加。在将两卷柔性线路板及贴合在其外表面的外层柔性线路板进行剥胶分离时,由于增加了外层柔性线路板的厚度,可有效地减轻剥胶导致柔性线路板材料涨缩变大而导致柔性线路板的表面产生褶皱的问题。而且,采用卷对卷的方式贴合外层柔性线路板,还可以进一步提高柔性线路板产品的生产效率。
附图说明
35.为了更清楚地说明本发明实施例中的技术方案,下面将对实施例描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
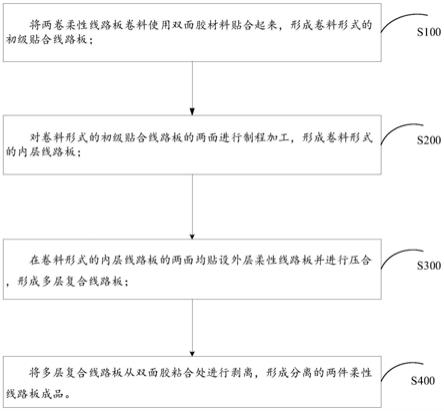
36.图1为本发明实施例所述卷料柔性线路板背靠背制程加工方法的步骤流程示意图;
37.图2为本发明实施例所述初级贴合线路板的横截面结构示意简图;
38.图3为本发明实施例所述多层复合线路板(压合前)的横截面结构示意简图;
39.图4为本发明实施例所述多层复合线路板(压合后)的横截面结构示意简图;
40.图5为本发明实施例所述柔性线路板成品的横截面结构示意简图;
41.图6为本发明实施例所述卷料柔性线路板背靠背制程加工方法所涉及的贴合夹具的夹具底座的俯视结构示意简图;
42.图7为本发明实施例所述卷料柔性线路板背靠背制程加工方法所涉及的顶层的外层柔性线路板的铜面的结构示意简图;
43.图8为本发明实施例所述卷料柔性线路板背靠背制程加工方法所涉及的底层的外层柔性线路板的铜面的结构示意简图。
具体实施方式
44.为使本发明实施例的目的、技术方案和优点更加清楚,下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例是本发明的一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动的前提下所获得的所有其他实施例,都属于本发明保护的范围。
45.在传统技术中,在生产较薄的柔性线路板产品时,通常采用背对背双面胶将两卷柔性线路板粘合在一起进行制程加工。但是,采用背对背双面胶将两卷柔性线路板粘合在一起进行制程加工后,还需要将两卷柔性线路板剥胶分开,但是剥胶会导致柔性线路板材料涨缩变大,仍然会使得使得柔性线路板的表面产生褶皱。为了解决上述技术问题,本发明提出一种卷料柔性线路板背靠背制程加工方法及线路板产品。
46.如图1所示,本发明提供了一种卷料柔性线路板背靠背制程加工方法,包括如下步骤:
47.s100、将两卷柔性线路板卷料使用双面胶材料贴合起来,形成卷料形式的初级贴合线路板(如图2所示);
48.s200、对卷料形式的初级贴合线路板的两面进行制程加工,形成卷料形式的内层线路板;
49.s300、在卷料形式的内层线路板的两面均贴设外层柔性线路板并进行压合,形成多层复合线路板(如图3和图4所示);
50.s400、将多层复合线路板从双面胶粘合处进行剥离,形成分离的两件柔性线路板成品(如图5所示)。
51.本发明提供的卷料柔性线路板背靠背制程加工方法,可先利用双面胶材料将两卷柔性线路板粘合在一起进行制程加工,然后在两卷柔性线路板形成的内层线路板的正反两面分别贴设和压合外层柔性线路板,使得形成的多层复合线路板厚度增加。在将两卷柔性线路板及贴合在其外表面的外层柔性线路板进行剥胶分离时,由于增加了外层柔性线路板的厚度,可有效地减轻剥胶导致柔性线路板材料涨缩变大而导致柔性线路板的表面产生褶皱的问题。而且,采用卷对卷的方式贴合外层柔性线路板,还可以进一步提高柔性线路板产品的生产效率。
52.进一步地,上述步骤s100中,将两卷柔性线路板卷料使用双面胶材料贴合起来,包括如下步骤:
53.如图2所示,将两卷柔性线路板卷料使用双面胶材料贴合在一起,具体为将一卷双面铜线路板的任意一面与热分离双面胶或非热分离双面胶(可为普通的受热也不易分离的双面胶)的一面贴合,并将另一卷双面铜线路板的任意一面与热分离双面胶或背靠背双面胶的另一面贴合;
54.且热分离双面胶或非热分离双面胶的单边宽幅比双面铜线路板的单边宽幅大0.5-1.5mm(如0.5mm、或1mm、或1.5mm等)。目的是防止贴偏造成的热分离双面胶或非热分离双面胶材料空缺层藏药水,污染柔性线路板和线体。
55.具体地,可采用如下步骤s110:采用卷对卷的方式,利用双面胶送料机构将热分离双面胶或非热分离双面胶的双面胶卷料向一个铜材输送机构的位置输送,并利用剥离机构将双面胶卷料一面的衬纸(或离型膜)剥离而露出一个粘贴面,利用一个铜材输送机构将一卷双面铜线路板卷料输送至双面胶卷料的上方,利用压合机构将该卷双面铜线路板卷料的上表面与双面胶卷料的一个粘贴面贴合;
56.再继续利用双面胶送料机构将热分离双面胶或非热分离双面胶的双面胶卷料向另一个铜材输送机构的位置输送,并利用剥离机构将双面胶卷料另一面的衬纸(或离型膜)剥离而露出另一个粘贴面,利用另一个铜材输送机构将另一卷双面铜线路板卷料输送至双面胶卷料的下方,利用压合机构将该卷双面铜线路板卷料的下表面与双面胶卷料的另一个粘贴面贴合,从而利用热分离双面胶或非热分离双面胶的双面胶卷料将两卷双面铜线路板卷料(双面铜线路板卷料)贴合在一起。
57.或者,可采用如下步骤s120:可采用卷对卷的方式,利用双面胶送料机构将热分离双面胶或非热分离双面胶的双面胶卷料向两个铜材输送机构的中间位置输送,同时利用剥离机构将双面胶卷料两面的衬纸(或离型膜)剥离而露出正反两个粘贴面;
58.利用两个铜材输送机构分别将两卷双面铜线路板卷料输送至双面胶卷料的上方
和下方,再利用压合机构将一卷双面铜线路板卷料的上表面与双面胶卷料的一个粘贴面贴合,同时将另一卷双面铜线路板卷料的下表面与双面胶卷料的另一个粘贴面贴合,从而利用热分离双面胶或非热分离双面胶的双面胶卷料将两卷柔性线路板卷料(双面铜线路板卷料)贴合在一起。
59.此外,在上述步骤s200,对卷料形式的初级贴合线路板的两面进行制程加工之前,还包括如下步骤:
60.进行制程加工前的准备工作,在初级贴合线路板的外露的正反两面(可称为a面和b面)上设置追溯标记和定位结构。
61.具体地,可采用激光镭射装置在初级贴合线路板的a面右上角镭射设置对应的pn(part number)号(即零件号),并在pn号后增加后缀“top”;同理,可采用激光镭射装置在初级贴合线路板的b面右上角镭射设置对应的pn(part number)号(即零件号),并在pn号后增加后缀“top”。通过在初级贴合线路板的a面和b面设置pn号和“top”标记,可用于曝光、贴合现场确认进板面次和生产中问题追溯。“top”标记的字体与pn号字体相同。此外,如初级贴合线路板的a面和b面已有pn号(即两卷双面铜线路板卷料在贴合前已各自设置有pn号),可直接在pn号增加后缀“top”。
62.在初级贴合线路板的a面和b面设置“top”标记后,再在a面和b面分别激光镭射多个(如4个、或6个、或8个等等)1.5-2.5mm(如1.5mm、或2mm、或2.5mm等等)孔径的对位通孔(曝光用,右上角孔为非对称设置的防呆功能孔),并在距离线路板的边缘10-20mm(如10mm、或15mm、或20mm等等)以内激光镭射出奇数数量(如5个、或7个、或9个等等)1.5-2.5mm(如1.5mm、或2mm、或2.5mm等等)孔径的对位通孔(贴合用,其中有偶数数量(如4个、或6个、或8个等等)的对称孔,以及1个不对称孔,防止正反面用错)。
63.在初级贴合线路板的a面和b面设置镀铜底片曝光对位孔,a面与b面可使用同一组对位孔,由于a面与b面分开后图像一致,设计时需要将镀铜资料镜像处理,a面与b面同时曝光。
64.在初级贴合线路板的a面和b面设置线路底片曝光对位孔,a面与b面使用镀铜曝光的同一组对位孔,由于a面与b面分开后图像一致,设计时需要将线路资料镜像处理,a面与b面同时曝光。
65.而且,上述步骤s200中,对卷料形式的初级贴合线路板的两面进行制程加工,具体包括如下步骤:
66.在完成上述的追溯标记和定位结构设置后,开始对卷料形式的初级贴合线路板的a面和b面两面进行制程加工:
67.两面镭射-desmear(去钻污)-镀碳膜-裁边-aoi(automated optical inspection,自动光学检测)扫描盲孔-镀铜压膜-镀铜曝光-镀铜显影-镀铜-去膜-化学清洗-线路压干膜-线路曝光-线路des(显影蚀刻)-线路aoi-贴合前化学清洗。
68.上述的制程加工流程均为常规流程,在此不再赘述。但是,上述制程加工流程应该同时对贴合在一起的两卷柔性线路板进行,使得产能可提高一倍,极大地提升了生产效率。
69.此外,上述步骤s300,在卷料形式的内层线路板的两面均贴设外层柔性线路板并进行压合,形成多层复合线路板,包括如下步骤:
70.s310、如图3所示,在卷料形式的内层线路板的两侧的外表面(即a面和b面)上分别
通过贴合胶卷贴合单面铜材料的外层柔性线路板,形成卷料形式的预贴合多层线路板;
71.即可利用粘胶将单面铜材料的外层柔性线路板贴合到内层线路板的a面和b面,可进一步增加线路板的厚度,方便进行后续剥离操作。
72.而且,外层柔性线路板可设为单张结构,也可设为卷料结构。
73.s320、如图4所示,利用快压设备对整卷的预贴合多层线路板或裁切成单张的预贴合多层线路板进行压合,使预贴合多层线路板的外层柔性线路板与内层卷料线路板紧密贴合,形成多层复合线路板。
74.即在将外层柔性线路板贴合到内层线路板上形成卷料形式的预贴合多层线路板后,可使其整体保持为卷状,继续进行压合操作以形成多层复合线路板卷料;也可将卷料形式的预贴合多层线路板裁切成单张结构,并对单张的预贴合多层线路板进行压合以形成单张的多层复合线路板。
75.而且,在压合的过程中,可将玻纤布、填充膜等压合层结构压合于外层柔性线路板的外表面,用于辅助压合多层柔性线路板。当采用卷料压合的时候,应该使用适合卷料压合的快压机;采用单张压合的时候,应该使用适合单张压合的快压机。辅材的选择和不同的组合,机器的选择为现有常规的技术,本领域的技术人员可以在本发明的基础上通过试验找到合适的辅材和机器。
76.进一步地,上述步骤s310中,在卷料形式的内层线路板的两侧的外表面上分别通过贴合胶卷贴合单面铜材料的外层柔性线路板,包括如下步骤:
77.s312、将贴合胶卷预先贴合在单面铜材料的外层柔性线路板上,并将外层柔性线路板与贴合胶卷的粘胶面裁切成单张面;
78.通过将外层柔性线路板与贴合胶卷的粘胶面裁切成单张面,可在外层柔性线路板内侧形成间隙,有利于外层柔性线路板的热胀冷缩以减轻线路板褶皱情况,也便于后续将整个线路板裁切成单张结构。
79.s314、在两件外层柔性线路板上分别设置定位孔和定位标记,利用贴合夹具分别将两件外层柔性线路板粘贴有贴合胶的面贴合于内层线路板的两侧的外表面(即a面和b面)上。
80.通过在外层柔性线路板上设置定位孔,可与内层线路板上对应设置的定位孔(对位孔)对应配合,方便二者定位。通过设置定位标记,便于对外层柔性线路板进行区分识别。
81.具体地,可对要贴合于内层线路板的a面和b面的外层柔性线路板进行冲孔(铜面朝上),同时冲出奇数数量(如5个、或7个、或9个等等)的贴合定位孔(其中有偶数数量(如4个、或6个、或8个等等)的贴合定位孔为对称孔,1个贴合定位孔为不对称孔,防止a面、b面用错),a面和b面的外层柔性线路板的贴合定位孔需镜像,同时a面和b面的外层柔性线路板的贴合定位孔需要与内层线路板预先设置的贴合定位孔一一对应匹配(如图7和图8所示)。同时可在板边缘增加“l1-top”标记(a面外层)、“l1-bot”标记(b面外层)予以区分。如图6所示,贴合夹具的定位柱与a面/b面的外层柔性线路板与卷料内层线路板位置保持一致,定位柱大小比孔径小0.02-0.08mm(如0.02mm、或0.05mm、或0.08mm等等)以使二者间隙配合。贴合时内层线路板卷对卷绕过设备上的滚轮,b面的外层柔性线路板(l1-bot)的铜面朝下固定在贴合夹具上(贴合定位孔对齐,如图7所示),内层线路板通过定位孔固定在贴合夹具上,再将a面的外层柔性线路板(l1-top)的铜面朝上固定在贴合夹具上(贴合定位孔对齐,
如图8所示),通过贴合使外层柔性线路板与内层线路板初步贴合在一起,避免位置移动。
82.进一步地,上述s314步骤中,利用贴合夹具分别将两件外层柔性线路板粘贴有贴合胶的面贴合于内层线路板的两侧的外表面上,包括如下步骤:
83.s3142、将底层的外层柔性线路板(如图7所示)的定位孔(贴合定位孔)穿过贴合夹具的夹具底座(如图6所示)上的定位柱,将底层的外层柔性线路板定位于夹具底座上,使底层的外层柔性线路板的粘贴有贴合胶的面朝上以与内层线路板的底面对应(底层的外层柔性线路板的铜面朝下背对内层线路板的底面);
84.s3144、将内层线路板的定位孔(贴合定位孔)穿过贴合夹具的的夹具底座上的定位柱,将内层线路板定位于夹具底座上,并使得内层线路板的底面与底层的外层柔性线路板的粘胶面预贴合;
85.s3146、将顶层的外层柔性线路板(如图8所示)的定位孔(贴合定位孔)穿过贴合夹具的夹具底座(如图6所示)上的定位柱,将顶层的外层柔性线路板定位于夹具底座上,并使得使顶层的外层柔性线路板的粘贴有贴合胶的面朝下(顶层的外层柔性线路板的铜面朝上背对内层线路板的顶面)、与内层线路板的顶面预贴合;
86.s3148、通过贴合夹具的夹具压板下压顶层的外层柔性线路板,对定位于夹具底座上的底层的外层柔性线路板、内层线路板及顶层的外层柔性线路板进行压合,使顶层的外层柔性线路板和底层的外层柔性线路板分别贴紧于内层线路板的正反两面。
87.在本实施例中,可通过贴合夹具的一个定位底座同时对内层线路板、顶层的外层柔性线路板、底层的外层柔性线路板进行定位,并通过贴合夹具的夹具压板对其进行压合。
88.此外,也可使得贴合夹具包括单独设置的顶层定位夹具和底层定位夹具,分别对顶层的外层柔性线路板和底层的外层柔性线路板单独进行定位,并利用顶层定位夹具和底层定位夹具二者之一对内层线路板进行定位,并利用顶层定位夹具和底层定位夹具对内层线路板、顶层的外层柔性线路板、底层的外层柔性线路板进行压合。
89.而且,通过贴合胶卷在内层线路板的外表面上贴合单面铜材料的外层柔性线路板的贴合参数如下:
90.贴合温度为90-110摄氏度,贴合时间为25-35秒,贴合压力为0.6-0.8mpa。即在将外层柔性线路板通过粘胶预贴合于内层线路板的a面和b面的过程中,需要施加一定的压力和温度,使二者贴合得紧密可靠。其中,贴合温度可通过对定位夹具对外层柔性线路板和内层线路板进行加热实现,贴合压力也可通过定位夹具对外层柔性线路板施压实现。
91.而且,贴合温度可为90摄氏度、或100摄氏度、或110摄氏度等等,贴合压力可为0.6mpa、或0.7mpa、或0.8mpa等等,贴合时间可为25秒、或30秒、或35秒等等。当贴合温度和贴合压力较高时,可使得贴合时间较短,如贴合温度为110摄氏度,贴合压力为0.8mpa时,可使得贴合时间为25秒;当贴合温度和贴合压力较低时,可使得贴合时间较长,如贴合温度为90摄氏度,贴合压力为0.6mpa时,可使得贴合时间为35秒;当贴合温度和贴合压力为中等程度时,可使得贴合时间为中等时间,如贴合温度为100摄氏度,贴合压力为0.7mpa时,可使得贴合时间为30秒。具体贴合参数本领域技术人员可根据具体贴合需求进行试验后设置。
92.而且,上述步骤s320中,利用快压设备对整卷的预贴合多层线路板或裁切成单张的预贴合多层线路板进行压合,包括如下步骤:
93.s322、直接利用快压设备对整卷的预贴合多层线路板进行压合;
94.即在预贴合多层线路板呈卷料形式时,可直接将压合层结构设置在预贴合多层线路板的外层柔性线路板的外表面、并对其进行压合,以形成卷料形式的多层复合线路板。
95.s324、先将整卷的预贴合多层线路板进行裁切,形成多张单张的预贴合多层线路板,利用快压设备对单张的预贴合多层线路板分别进行压合。
96.即可将卷料形式的预贴合多层线路板裁切成单张结构,再将压合层结构设置在单张的预贴合多层线路板的外层柔性线路板的外表面、并对其进行压合,以形成单张形式的多层复合线路板。
97.此外,利用快压设备对整卷的预贴合多层线路板或裁切成单张的预贴合多层线路板进行压合时的压合参数如下:
98.压合温度为160-200摄氏度,压合压力为110-130kgf,压合时间为300-400s。即在将外层柔性线路板和内层线路板通过快压设备压合紧密的过程中,需要施加一定的压力和温度,使二者压合得紧密可靠。其中,压合温度可通过对快压设备对外层柔性线路板和内层线路板进行加热实现,压合压力也可通过快压设备对外层柔性线路板施压实现。
99.同理,压合温度可为160摄氏度、或180摄氏度、或200摄氏度等等,压合压力可为110kgf、或120kgf、或130kgf等等,压合时间可为300s、或350s、或400s等等。当压合温度和压合压力较高时,可使得压合时间较短,如压合温度为200摄氏度,压合压力为130kgf时,可使得压合时间为300s;当压合温度和压合压力较低时,可使得压合时间较长,如压合温度为160摄氏度,压合压力为110kgf时,可使得压合时间为400s;当压合温度和压合压力为中等程度时,可使得压合时间为中等时间,如压合温度为180摄氏度,压合压力为120kgf时,可使得压合时间为350s。具体压合参数本领域技术人员可根据具体压合需求进行试验后设置。
100.快压后对多层复合柔性线路板进行烘烤,使粘胶层彻底固化,结合牢固。烘烤的具体参数可由本领域的技术人员根据压合的参数、卷料的厚度、粘胶的特性、烘烤的设备进行试验得出。
101.此外,上述步骤s400中,将多层复合线路板从双面胶粘合处进行剥离,包括如下步骤:
102.对采用双面胶材料贴合的多层复合线路板利用烘烤设备进行烘烤后,利用线路板剥离设备将多层复合线路板从双面胶粘合处进行剥离,通过收料卷轴将正反两面的各一个内外层复合线路板进行卷收,中间的双面胶材料同时从两个内外层复合线路板上剥离下来,从而得到柔性线路板成品(如图5所示)。
103.进一步地,对于采用热分离双面胶贴合的多层复合线路板,在采用快压设备压合和烘烤的过程中,热分离双面胶会自动失去粘合性能,多层复合线路板可自动从双面胶粘合处分离开,无需再使用烘烤设备对多层复合线路板进行烘烤,可直接对分离的正反两面的各一个内外层复合线路板进行收料。
104.而且,对于卷料形式的内外层复合线路板,可采用收料卷轴进行卷收;对于单张形式的内外层复合线路板,可采用托盘进行叠收。
105.此外,对于采用非热分离双面胶贴合的多层复合线路板,在采用快压设备压合和烘烤的过程中,非热分离双面胶不会失去粘合性能。因此,需要利用线路板剥离设备对多层复合线路板从双面胶粘合处进行剥离,以剥离出正反两面的各一个内外层复合线路板和中间的非热分离双面胶,可采用通过收料卷轴分别对两个内外层复合线路板、以及非热分离
双面胶进行卷收。
106.此外,本发明还提出一种线路板产品,所述线路板产品采用如上所述的卷料柔性线路板背靠背制程加工方法加工制作。
107.本发明不仅可有效改善较薄柔性线路板材料在背靠背生产流程中的缺陷,节省设备、提升效率得到的效益为200万rbm/年,薄型柔性线路板涨缩(内层线路板和外层线路板贴合前)从之前的+/-万4到使用背靠背模式(内层线路板和外层线路板贴合)后稳定到了+/-万2。
108.在本发明的描述中,需要说明的是,术语“上”、“下”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。除非另有明确的规定和限定,术语“安装”、“相连”、“连接”应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或一体地连接;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通。对于本领域的普通技术人员而言,可以根据具体情况理解上述术语在本发明中的具体含义。
109.需要说明的是,在本发明中,诸如“第一”和“第二”等之类的关系术语仅仅用来将一个实体或者操作与另一个实体或操作区分开来,而不一定要求或者暗示这些实体或操作之间存在任何这种实际的关系或者顺序。而且,术语“包括”、“包含”或者其任何其他变体意在涵盖非排他性的包含,从而使得包括一系列要素的过程、方法、物品或者设备不仅包括那些要素,而且还包括没有明确列出的其他要素,或者是还包括为这种过程、方法、物品或者设备所固有的要素。在没有更多限制的情况下,由语句“包括一个
……”
限定的要素,并不排除在包括所述要素的过程、方法、物品或者设备中还存在另外的相同要素。
110.以上所述仅是本发明的具体实施方式,使本领域技术人员能够理解或实现本发明。对这些实施例的多种修改对本领域的技术人员来说将是显而易见的,本文中所定义的一般原理可以在不脱离本发明的精神或范围的情况下,在其它实施例中实现。因此,本发明将不会被限制于本文所示的这些实施例,而是要符合与本文所发明的原理和新颖特点相一致的最宽的范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1