一种SkipVia激光钻孔的加工工艺的制作方法
一种skip via激光钻孔的加工工艺
技术领域
1.本发明涉及线路板加工技术领域,具体涉及一种skip via激光钻孔的加工工艺。
背景技术:
2.随着5g通讯电子消费品的快速发展,特别是智能手机与可穿戴产品的涌现,pcb作为电子产品的主要部件,其设计方向也向着高密互连化方向发展。pcb上的孔小以及立体化的特点突出明显,孔径越来越小,介质越来越厚,纵横比越大,导致激光钻孔难度增加。
3.目前行业里针对skip via孔(穿层式孔),都是采用等大的mask进行直接加工,但因孔径大且深的特殊设计,导致盲孔底部有残胶且很难清除干净,严重影响电镀后盲孔的可靠性。
技术实现要素:
4.本发明提供一种skip via激光钻孔的加工工艺,该加工工艺通过采用盲孔comfor mask开窗设计,先将盲孔上方的铜皮蚀刻掉,然后采用激光扩孔资料设计,通过小mask,小能量,多枪数等方法解决了此类skip via孔底部残胶的问题,得到的盲孔质量高,可靠性好。
5.本发明通过下述技术方案实现一种skip via激光钻孔的加工工艺,包括以下步骤:
6.s1.在压合后的基板上先用激光设计盲孔位置,然后将打激光盲孔位置处的铜皮开窗,再通过曝光显影蚀刻的方式将铜皮蚀刻掉,测量尺寸符合要求,完成comfor mask开窗(干膜开窗);
7.s2.预先设计激光扩孔资料,并将所述激光扩孔资料输入到激光钻孔机内;
8.s3.根据孔径大小设置激光钻孔方法,将comfor mask开窗后的基板放入激光钻孔机上进行激光钻孔,得到skip via孔;
9.s4.将具有skip via孔的基板沉铜后进入后序加工流程。
10.进一步地,上述技术方案s1中,开窗资料按所述盲孔直径+8mil设计。comfor mask开窗是指激光钻孔前采用贴干膜的方法,通过曝光显影蚀刻的方式将要打激光孔位置对应的铜皮去除掉。此方案的特点是激光孔型好、无悬铜、孔壁质量好、激光钻孔参数能量稳定,生产效率高。本技术方案中通过将开窗资料设计的比激光钻孔的d(直径)要大,可保证激光钻孔的质量,无悬铜,同时可以提高生产效率。
11.进一步地,上述技术方案s2中,所述激光扩孔资料通过多个小孔组成一套同直径的激光钻带资料,具体为:以5mil的小孔进行叠加,孔与孔的圆心距控制在8-10μm,然后根据skip via孔径大小进行分面确定孔数。
12.将一个大孔通过n个小孔组成一套同直径的激光钻带资料,这种方式称激光扩孔。此种方案的特点是通过激光扩孔可以将孔壁修整的非常光滑、避免孔底部胶迹残留。本技术方案中采用激光扩孔资料,激光钻孔时能量分布均匀,得到的孔壁质量好,底部无胶迹残
留,质量可靠。
13.进一步地,上述技术方案中,所述孔数为30-40个。
14.进一步地,上述技术方案,s3中,所述激光钻孔方法包括:
15.(1)根据孔径大小和mask大小选择不同枪数的脉宽,控制孔壁宽度和上下孔径的比例为85%;
16.(2)根据不同层之间的pp片种类和厚度,选择能量大小;
17.(3)根据所选能量的大小匹配枪数;
18.(4)根据介质厚度及孔径大小选择mask光束,确保上孔径与下孔径尺寸一致。
19.进一步地,上述技术方案步骤(1)中,所述脉宽选择6plus或9plus或15plus。
20.进一步地,上述技术方案步骤(2)中,所述能量为20-28mj。
21.进一步地,上述技术方案步骤(3)中,所述枪数≥5,其中,第1枪打出盲孔开口,中间2-3枪清除孔内树脂,最后2-3枪修复孔壁。
22.进一步地,上述技术方案步骤(4)中,完成mask后,悬铜控制在15μm以内。
23.本发明与现有技术相比,其有益效果有:
24.1.本发明通过采用盲孔comfor mask开窗,先将盲孔上方的铜皮蚀刻掉,有利于后续激光钻孔,参数能量稳定,可提高孔型、孔壁质量,无悬铜,生产效率高;
25.2.本发明通过采用将一个大孔通过n个小孔组成一套同直径的激光钻带资料的激光扩孔方式,可以将孔壁修整的非常光滑,避免孔底部胶迹残留,提高孔壁质量;
26.3.本发明根据孔径使用相对较小的mask光束、能量,同时匹配多枪数等方法,可有效将孔内树脂清除,修复孔壁,有效控制孔径大小,保证孔壁质量,可靠性好。
附图说明
27.图1是本发明基板comfor mask开窗后的俯视图;
28.图2是本发明激光扩孔资料示意图;
29.图3是本发明skip via孔截面示意图;
30.图4是本发明基板钻skip via孔后的俯视图;
31.图5是本发明实施例1具skip via孔的pcb基板截面示意图;
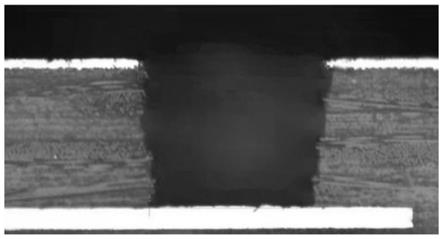
32.图6是本发明对比例1具skip via孔的pcb基板截面示意图。
具体实施方式
33.下面将结合本技术实施例中的附图,对本技术实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本技术一部分实施例,而不是全部的实施例。以下对至少一个示例性实施例的描述实际上仅仅是说明性的,决不作为对本技术及其应用或使用的任何限制。基于本技术中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其他实施例,都属于本技术保护的范围。
34.在本技术的描述中,需要理解的是,使用“第一”、“第二”等词语来限定零部件,仅仅是为了便于对相应零部件进行区别,如没有另行声明,上述词语并没有特殊含义,因此不能理解为对本技术保护范围的限制。
35.在本技术的描述中,需要理解的是,方位词如“前、后、上、下、左、右”、“横向、竖向、
垂直、水平”和“顶、底”等所指示的方位或位置关系通常是基于附图所示的方位或位置关系,仅是为了便于描述本技术和简化描述,在未作相反说明的情况下,这些方位词并不指示和暗示所指的装置或元件必须具有特定的方位或者以特定的方位构造和操作,因此不能理解为对本技术保护范围的限制;方位词“内、外”是指相对于各部件本身的轮廓的内外。
36.请参阅图1至图6,需要说明的是,本实施例中所提供的图示仅以示意方式说明本发明的基本构想,遂图示中仅显示与本发明中有关的组件而非按照实际实施时的组件数目、形状及尺寸绘制,其实际实施时各组件的形态、数量及比例可为一种随意的改变,且其组件布局形态也可能更为复杂。
37.本发明提供一种skip via激光钻孔的加工工艺,包括以下步骤:
38.s1.在压合后的基板上先用激光设计盲孔位置,然后将打激光盲孔位置处的铜皮开窗,再通过曝光显影蚀刻的方式将铜皮蚀刻掉,测量尺寸符合要求,完成comfor mask开窗;具体地,通过将开窗资料设计的比激光钻孔(盲孔)的d要大8mil,可保证激光钻孔的质量,无悬铜,同时可以提高生产效率,图1为基板comfor mask开窗后的俯视图;
39.s2.预先设计激光扩孔资料,并将所述激光扩孔资料输入到激光钻孔机内;具体地,激光扩孔资料如图2所示,通过多个小孔组成一套同直径的激光钻带资料,具体为:以5mil的小孔进行叠加,孔与孔的圆心距控制在8-10μm,然后根据skip via孔径大小进行分面确定孔数在30-40个孔。通过此种方案,能量分布均匀,可以将孔壁修整的非常光滑、避免孔底部胶迹残留、质量可靠。
40.s3.根据孔径大小设置激光钻孔方法,将comfor mask开窗后的基板放入激光钻孔机上进行激光钻孔,得到skip via孔,其截面示意图如图3所示、基板钻孔后的俯视图如图4所示;具体地,激光钻孔方法包括:
41.(1)根据孔径大小和mask大小选择不同枪数的脉宽,控制孔壁宽度和上下孔径的比例为85%;脉宽可以选择6plus或9plus或15plus。
42.(2)根据不同层之间的pp片种类和厚度,选择能量大小,以保证孔壁质量;如106、1080、2113、2116、106+1080等不同p片组合选择不同的能量,一般能量选择为20-28mj。
43.(3)根据所选能量的大小匹配枪数;所述枪数≥5,其中,第1枪打出盲孔开口,中间2-3枪清除孔内树脂,最后2-3枪修复孔壁。具体地,当枪数为5枪时,第1枪打出盲孔开口,第2枪和第3枪清除孔内树脂,最后2枪枪修复孔壁;当枪数为6枪时,第1枪打出盲孔开口,第2枪继续打孔,第3枪和第4枪清除孔内树脂,最后2枪枪修复孔壁,等等。
44.(4)根据介质厚度及孔径大小选择mask光束,确保上孔径与下孔径尺寸一致,同时控制悬铜在15μm以内。通过mask类金属模具,可控制激光光圈,具有整形激光钻孔的作用,提高孔的质量。
45.s4.将具有skip via孔的基板沉铜后进入后序加工流程。
46.实施例1
47.一种skip via激光钻孔的加工工艺,包括以下步骤:
48.s1.在压合后的基板上先用激光设计盲孔位置,开窗资料设计的比激光钻孔(盲孔)的d要大8mil,然后将打激光盲孔位置处的铜皮开窗,再通过曝光显影蚀刻的方式将铜皮蚀刻掉,测量尺寸符合要求,完成comfor mask开窗;
49.s2.预先设计激光扩孔资料,通过多个小孔组成一套同直径的激光钻带资料,具体
为:以5mil的小孔进行叠加,孔与孔的圆心距控制在8-10μm,然后根据skip via孔径大小进行分面确定孔数在30-40个孔,并将所述激光扩孔资料输入到激光钻孔机内;
50.s3.根据孔径大小设置激光钻孔方法,将comfor mask开窗后的基板放入激光钻孔机上进行激光钻孔,得到skip via孔;具体地,激光钻孔方法包括:
51.(1)根据孔径大小和mask大小选择不同枪数的脉宽,控制孔壁宽度和上下孔径的比例为85%;脉宽可以选择6plus或9plus或15plus。
52.(2)根据不同层之间的pp片种类和厚度,选择能量大小为20-28mj,以保证孔壁质量;
53.(3)根据所选能量的大小匹配枪数;所述枪数≥5,其中,第1枪打出盲孔开口,中间2-3枪清除孔内树脂,最后2-3枪修复孔壁;
54.(4)根据介质厚度及孔径大小选择mask光束,确保上孔径与下孔径尺寸一致,同时控制悬铜在15μm以内。
55.s4.将具有skip via孔的基板沉铜后进入后序加工流程。
56.最后得到的具skip via孔的pcb基板截面示意图如图5所示,从图5可以看出,盲孔底部无残胶,沉铜后孔壁光滑,孔径均匀,质量好。
57.对比例1
58.一种skip via激光钻孔的加工工艺,包括以下步骤:
59.s1.在压合后的基板上先用激光设计盲孔位置后,放入到激光钻孔机内使用与盲孔等大的mask光束进行激光钻孔,得到skip via孔;
60.s2.将具有skip via孔的基板沉铜后进入后序加工流程。
61.最后得到的具skip via孔的pcb基板截面示意图如图6所示,从图6可以看出,盲孔底部有残胶,沉铜后孔低有突起,不平整,影响盲孔可靠性。
62.综上所述,本发明通过采用盲孔comfor mask开窗,先将盲孔上方的铜皮蚀刻掉,然后采用激光扩孔资料设计,通过小mask,小能量,多枪数等方法,得到的skip via孔孔型好,质量可靠,解决此类skip via孔底部残胶的问题,有利于后续加工。
63.最后需要强调的是,以上所述仅为本发明的优选实施例,并不用于限制本发明,对于本领域的技术人员来说,本发明可以有各种变化和更改,凡在本发明的精神和原则之内,所做的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1