一种电路板上导电橡胶装配装置的制作方法
1.本实用新型涉及pcb板加工技术领域,特别涉及一种电路板上导电橡胶装配装置。
背景技术:
2.近年来,随着电子工业和信息技术的迅速发展,电子产品间产生的电磁干扰问题越来越明显。电磁干扰、电磁辐射及静电等问题已经给人们的日常生活和工农业生产带来了很大的影响,如何有效地降低电子产品间的电磁干扰、电磁辐射等问题成为了各国专家研究的热点。电磁屏蔽是电磁干扰防护控制的最基本方法之一,其功能有两个:一是控制辐射区域内部的电磁波,不使其越出某一区域;二是防止外来的辐射进入某一区域。通过吸收、反射和多重反射,电磁波的能量在传播过程中被损耗到不会干扰仪器正常工作的程度。导电橡胶以其良好的导电性、延展性、弹性、环境密封性和耐介质腐蚀性,在电磁屏蔽领域得到了广泛应用。
3.如说明书附图13所示的导电橡胶1’,其具有空心柱11’,装配的时候需要将空心柱11’穿过pcb板2’,但是,导电橡胶1’是柔性的,在装配的时候容易变形,所以在装配到pcb板2’上的时候就比较麻烦,所以大多数是采用人工进行装配,装配的效率比较低,而且人工的成本也比较高。
技术实现要素:
4.本实用新型的目的:为了克服现有技术的缺陷,本实用新型提供了一种电路板上导电橡胶装配装置,可以通过全自动化操作将导电橡胶装配到电路板上,工作效率高,而且人工成本也比较低。
5.本实用新型公开涉及一种电路板上导电橡胶装配装置,其特征在于:包括工作台,工作台上转动设置有转盘,工作台上还设有用于驱动转盘转动的转盘驱动件,转盘转动方向上依次设有导电橡胶上料工位、静电消除工位、pcb板上料工位、冲压工位、质检工位、下料工位,转盘上对应各工位位置均设有模座,所述模座包括下模板、可相对下模板升降的上模板以及在上模板向下滑移后驱动上模板复位的弹性复位件,上模板上设有用于放置导电橡胶和pcb板的容置槽,导电橡胶上料工位一侧设有用于存放导电橡胶的放置台以及用于将放置台上的导电橡胶夹持至容置槽内的第一机械手,下模板上设有用于顶设在导电橡胶空心柱内的顶针,静电消除工位上设有静电消除室、离子枪和风机,静电消除室中空设置形成空腔,所述风机的输出端作用在空腔内,所述的离子枪设置在静电消除室上,且端部延伸至空腔内,静电消除室的两侧设有供模座进、出空腔的开口,两开口处均活动设有一侧板,实现开口的开、闭,所述pcb板上料工位的一侧设有用于夹持pcb板并将pcb板放置到容置槽的第二机械手,冲压工位上设有安装架,安装架上设有压板以及驱动压板相对上模板升降的冲压驱动件,压板上设有用于抵压上模板的模板抵压件和用于抵压pcb板的电板抵压件,模板抵压件和电板抵压件与压板同步升降,质检工位上设有用于检测空心柱露出pcb板高度的第一视觉传导器、用于压设在pcb板上的抵压板以及用于驱动抵压板滑移的抵压驱动
件,下料工位的一侧设有用于将容置槽内装配的工件夹出的第三机械手。
6.采用上述技术方案,转盘驱动件采用步进电机,从而带动转盘进行间歇性的转动,使得模座可以一个工位一个工位的传输,模座沿圆周方向间隔设置有若干个可以增加工作效率,进行多工位同时加工,当模座转动至导电橡胶上料工位的时候,第一机械手将放置台上的导电橡胶夹持至容置槽内,然后转盘驱动件通过转盘带动模座运输至下一工位,在转盘转动之前,静电消除室两开口处的侧板打开,从而可以使得模座可以正常的从开口处进、出空腔,当模座进入空腔时,侧板活动至开口处使得开口处闭合,此时,通过离子枪进行除静电,从而将正负离子快速吹向导电橡胶,然后中和导电橡胶上所累积的静电电荷,除静电完毕后,通过风机将静电吸引的粉尘颗粒吸附至静电消除室外,然后侧板打开,转盘将模座运输到pcb板上料工位上,此时,第二机械手将pcb板夹持至容置槽上,然后将pcb板放置到导电橡胶上,并使pcb板的通孔与导电橡胶的空心柱对应,由附图13所示可知空心柱的上端比较小可以插入到通孔内,然后再通过转盘将模座运输到冲压工位上,冲压驱动件驱动压板下降使模板抵压件抵压在上模板上,同时电板抵压件抵压在电路板上,使得上模板和pcb板同时下降,因顶针会抵住导电橡胶的空心柱防止其垮塌,所以pcb板会相对空心柱下降,从而实现装配功能,然后冲压驱动件驱动压板复位,弹性复位件驱动上模板复位,同时导电橡胶和pcb板跟着上模板同时复位,然后转盘带动模座转动至质检工位,抵压驱动件驱动抵压板抵压在pcb板上,然后通过第一视觉传导器检测空心柱露出pcb板的高度,然后传递给控制器判断产品是否合格,最后再通过转盘转动至下料工位,然后第三机械手将容置槽内的pcb板夹出料。
7.本实用新型的再进一步设置:所述工作台上还设有电板放置架,第二机械手上设有用于将夹持pcb板并翻转放置到电板放置架上的第一夹爪和用于将电板放置架上的pcb板夹至容置槽内的第二夹爪,第二机械手上设有用于驱动第一夹爪翻转的翻转驱动件、驱动第一夹爪夹持的第一夹持驱动件以及驱动第二夹爪夹持的第二夹持驱动件。
8.采用上述再进一步设置,第一夹持驱动件可以控制第一夹爪夹持pcb板,然后通过翻转驱动件可以驱动pcb板进行翻转,然后再通过第二机械手移动即可将翻转后的pcb板移动至电板放置架上,然后,通过第一夹持驱动件将pcb板放置到电板放置架上,然后通过第二机械手移动,可以将第二夹爪移动至电板放置架位置,通过第二夹持驱动件夹持pcb板,即可实现将pcb板翻转并放置到容置槽内。
9.本实用新型的再进一步设置:所述转盘上位于各模座的下方设有第二视觉传导器,第二视觉传导器的采集端作用在容置槽内,并采集容置槽内工件装配情况。
10.采用上述再进一步设置,可以时刻监测容置槽内是否存在pcb板,在检测到所有容置槽内都存在pcb板时,将信息反馈给控制端,然后控制端控制设备进行工作,当其中一个容置槽内没有pcb板时,控制端控制该设备停滞,从而防止装置空运作。
11.本实用新型的进一步设置:所述空腔内设有用于压设在容置槽位置上的压杆以及驱动压杆升降的压杆驱动件,压杆驱动件的输出端上设有连接板,压杆设置在连接板上与其同步升降。
12.采用上述进一步设置,可以对空腔内的导电橡胶进行压设,使得除静电的时候导电橡胶不会偏移,便于后续pcb板放置到导电橡胶上。
13.本实用新型的再进一步设置:所述第二夹爪包括两夹板,上模板上位于容置槽的
边缘处设有供夹板端部插入的插槽,且插槽为长槽孔,两夹板之间设有安装板,第二机械手上设有导向柱,安装板滑动设置在导向柱上,导向柱上还设有用于限制安装板脱离导向柱的限位结构,安装板上设有用于将pcb板压入容置槽的压柱,导向柱上还设有缓冲弹簧,缓冲弹簧一端抵触在机械手上,另一端抵触在安装板的上端面上。
14.采用上述再进一步设置,第二夹爪在将pcb板放置到容置槽内的时候,夹板可以插入到插槽内,上模板不会对夹板起到阻碍的作用,便于pcb板的放置,插槽采用长槽孔,可以在夹板松开的时候提供避让空间,导向柱可以在安装板升降的时候起到导向作用,而且缓冲弹簧即可起到缓冲的作用又可以驱动安装板复位,给安装板提供缓冲力可以防止装配的时候硬碰硬损坏pcb板,限位结构可以防止安装板脱离导向柱。
15.本实用新型的再进一步设置:所述放置台和工作台上均设有用于检测pcb板下端面结构特征的第三视觉传导器,各机械手上均设有用于pcb板上端面结构特征的第四视觉传导器。
16.采用上述再进一步设置,可以将对应机械手夹持的工件结构进行取像,从而得知对应工件上端和下端的情况,使得导电橡胶和pcb板夹持和放置的时候,可以准确的放置到对应位置上。
17.本实用新型的进一步设置:所述下料工位的一侧设有输送带,输送带的两侧设有向上延伸的挡片。
18.采用上述进一步设置,可以便于加工好后的工件进行传送输出,而且挡片可以防止输送带上的工件从两侧掉落,使其在传输的时候更加稳定。
附图说明
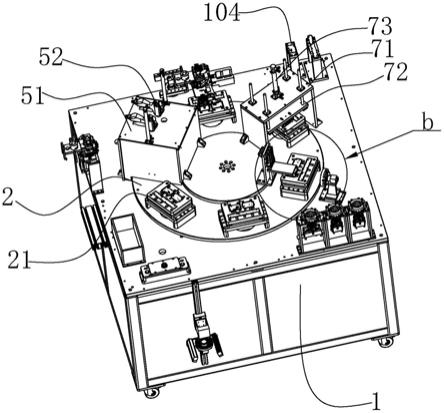
19.图1为本实用新型整体结构示意图;
20.图2为本实用新型工作台结构示意图;
21.图3为本实用新型转盘与转盘驱动件配合图;
22.图4为本实用新型模座与压板配合图;
23.图5为本实用新型模座结构示意图;
24.图6为图5沿a-a剖面视图;
25.图7为本实用新型静电消除室内部结构示意图;
26.图8为本实用新型第二机械手部分结构示意图;
27.图9为本实用新型输送带结构示意图;
28.图10为图6局部a放大图;
29.图11为图2局部b放大图;
30.图12为图8局部c放大图;
31.图13为本实用导电橡胶与pcb板配合图;
32.图14为图1局部d放大图。
具体实施方式
33.以下结合附图对本实用新型的具体实施方式详细说明:
34.在本实用新型的描述中,需要理解的是,术语“上”、“下”、“底”、“顶”、“前”、“后”、“内”、“外”、“左”、“右”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本实用新型和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本实用新型的限制,本文案中所涉及的驱动件均可以采用电缸、气缸或电机等动力源,具体安装方式属于本领域技术人员公知常识本文就不做详细具体介绍了。
35.本实用新型公开涉及一种电路板上导电橡胶装配装置,本实用新型实施案例中,包括工作台1,工作台1上转动设置有转盘2,工作台1上还设有用于驱动转盘2转动的转盘驱动件3,转盘2转动方向上依次设有导电橡胶上料工位4、静电消除工位5、pcb板上料工位6、冲压工位7、质检工位8、下料工位9,转盘2上对应各工位位置均设有模座21,转盘驱动件3采用步进电机,从而带动转盘2进行间歇性的转动,使得模座21可以一个工位一个工位的传输,所述模座21包括下模板211、可相对下模板211升降的上模板212以及在上模板212向下滑移后驱动上模板212复位的弹性复位件213(弹性复位件213可以是采用复位弹簧),上模板212上设有用于放置导电橡胶和pcb板的容置槽2121,导电橡胶上料工位4一侧设有用于存放导电橡胶的放置台100以及用于将放置台100上的导电橡胶夹持至容置槽2121内的第一机械手101,下模板211上设有用于顶设在导电橡胶空心柱内的顶针102,静电消除工位5上设有静电消除室51、离子枪52和风机57,静电消除室51中空设置形成空腔511,所述风机57的输出端作用在空腔511内(可以是风机57的输出端可以是通过管道作用到空腔511内,具体结构属于本领域技术人员公知常识,本文就不做详细具体介绍了),所述的离子枪52设置在静电消除室51上,且端部延伸至空腔511内,静电消除室51的两侧设有供模座21进、出空腔511的开口,两开口处均活动设有一侧板53(侧板53可以采用电缸、气缸或电机等动力源进行带动滑移),实现开口的开、闭,所述pcb板上料工位6的一侧设有用于夹持pcb板并将pcb板放置到容置槽2121的第二机械手103(第二机械手103可以是从其它流水线设备上夹取pcb板,也可以是在储物仓夹取pcb板,可以根据要求进行设定),冲压工位7上设有安装架71,安装架71上设有压板72以及驱动压板72相对上模板212升降的冲压驱动件73,压板72上设有用于抵压上模板212的模板抵压件721和用于抵压pcb板的电板抵压件722(最优选模板抵压件721和电板抵压件722为柱状,进行抵压的时候不会压住pcb板上的元器件和引脚,从而可以起到保护的作用),模板抵压件721和电板抵压件722与压板72同步升降,质检工位8上设有用于检测空心柱露出pcb板高度的第一视觉传导器81、用于压设在pcb板上的抵压板72以及用于驱动抵压板72滑移的抵压驱动件82,下料工位9的一侧设有用于将容置槽2121内装配的工件夹出的第三机械手91,模座21设置有多个可以多工位同时加工,从而增加工作效率,当模座21转动至导电橡胶上料工位4的时候,第一机械手101将放置台100上的导电橡胶夹持至容置槽2121内,然后转盘驱动件3通过转盘2带动模座21运输至下一工位,在转盘2转动之前,静电消除室51两开口处的侧板53打开,从而可以使得模座21可以正常的从开口处进、出空腔,当模座21进入空腔时,侧板53活动至开口处使得开口处闭合,此时,通过离子枪52进行除静电,从而将正负离子快速吹向导电橡胶,然后中和导电橡胶上所累积的静电电荷,除静电完毕后,通过风机57将静电吸引的粉尘颗粒吸附至静电消除室51外,除静电完毕后,侧板53打开,此时,转盘2将空腔511内的模座21运输到pcb板上料工位6上,同时,第二机械手103将pcb板夹持至容置槽2121上,并将pcb板放置到导电橡胶上,并使pcb板的通孔与导电橡胶的空心柱对应,由附图13所示可知空心柱的上端比较小可以插入到通孔内,
然后再通过转盘2将装有导电橡胶和pcb板的模座21运输到冲压工位7上,冲压驱动件73驱动压板72下降使模板抵压件721抵压在上模板212上,同时电板抵压件722抵压在电路板上,使得上模板212和pcb板同时下降,因顶针会抵住导电橡胶的空心柱防止其垮塌,所以pcb板会相对空心柱下降,从而实现装配功能,然后冲压驱动件73驱动压板72复位,弹性复位件213驱动上模板212复位,同时导电橡胶和pcb板跟着上模板212同时复位,然后转盘2带动冲压工位上的模座21转动至质检工位8,抵压驱动件82驱动抵压板72抵压在pcb板上,然后通过第一视觉传导器81检测空心柱露出pcb板的高度,然后传递给控制端判断产品是否合格,最后再通过转盘2转动至下料工位9,然后第三机械手91将容置槽2121内的pcb板夹出料,当产品不合格时,可以通过机械手夹持至废料区进行收集,具体操作属于本领域技术人员公知常识,本文就不做详细具体介绍了。
36.所述工作台1上还设有电板放置架104,第二机械手103上设有用于将夹持pcb板并翻转放置到电板放置架104上的第一夹爪1031和用于将电板放置架104上的pcb板夹至容置槽2121内的第二夹爪1032,第二机械手103上设有用于驱动第一夹爪1031翻转的翻转驱动件1033、驱动第一夹爪1031夹持的第一夹持驱动件1034以及驱动第二夹爪1032夹持的第二夹持驱动件1035,第一夹持驱动件1034可以控制第一夹爪1031夹持pcb板,然后通过翻转驱动件1033可以驱动pcb板进行翻转,然后再通过第二机械手103移动即可将翻转后的pcb板移动至电板放置架104上,然后,通过第一夹持驱动件1034将pcb板放置到电板放置架104上,然后通过第二机械手103移动,可以将第二夹爪1032移动至电板放置架104位置,通过第二夹持驱动件1035夹持pcb板,即可实现将pcb板翻转并放置到容置槽2121内,此处通过翻转转动件可使4轴机械手代替6轴机械轴,从而可以节省大量的成本。
37.所述转盘2上位于各模座21的下方设有第二视觉传导器,最优选转盘2上开设有安装孔,第二视觉传导器装配在安装孔位置,容置槽2121上设有穿孔,当第二视觉传导器采用激光传感器时,其激光光束可以穿过穿孔作用到容置槽2121内,并采集容置槽2121内工件装配情况(第二视觉传导器图中未视出,具体安装方式属于本领域技术人员公知常识,本文就不做详细具体介绍了),可以时刻监测容置槽内是否存在pcb板,在检测到所有容置槽内都存在pcb板时,将信息反馈给控制端,然后控制端控制设备进行工作,当其中一个容置槽2121内没有pcb板时,控制端控制该设备停滞,从而防止装置空运作。
38.所述空腔511内设有用于压设在容置槽2121位置上的压杆54以及驱动压杆54升降的压杆驱动件55,压杆驱动件55的输出端上设有连接板56,压杆54设置在连接板56上与其同步升降,可以对空腔内的导电橡胶进行压设,使得除静电的时候导电橡胶不会偏移,便于后续pcb板放置到导电橡胶上。
39.所述第二夹爪1032包括两夹板10321,上模板212上位于容置槽2121的边缘处设有供夹板10321端部插入的插槽21211,且插槽21211为长槽孔,两夹板10321之间设有安装板105,第二机械手103上设有导向柱106,安装板105滑动设置在导向柱106上,导向柱106上还设有用于限制安装板105脱离导向柱106的限位结构(限位结构可以是通过凸台和螺母配合进行限位,当然还可以是通过两个凸台或两个螺母配合进行限位,具体安装方式属于本领域技术人员公知常识,本文就不做详细具体介绍了),安装板105上设有用于将pcb板压入容置槽2121的压柱108,导向柱106上还设有缓冲弹簧107,缓冲弹簧107一端抵触在对应机械手上,另一端抵触在安装板105的上端面上,第二夹爪1032在将pcb板放置到容置槽2121内
的时候,夹板10321可以插入到插槽21211内,上模板212不会对夹板起到阻碍的作用,便于pcb板的放置,插槽21211采用长槽孔,可以在夹板10321松开的时候提供避让空间,导向柱106可以在安装板105升降的时候起到导向作用,而且缓冲弹簧107即可起到缓冲的作用又可以驱动安装板105复位,给安装板105提供缓冲力可以防止装配的时候硬碰硬损坏pcb板。
40.所述放置台100和工作台1上均设有用于检测pcb板下端面结构特征的第三视觉传导器109,各机械手上均设有用于pcb板上端面结构特征的第四视觉传导器200,可以将对应机械手夹持的工件结构进行取像,从而得知对应工件上端和下端的情况,使得导电橡胶和pcb板夹持和放置的时候,可以准确的放置到对应位置上。
41.所述下料工位9的一侧设有输送带201,输送带201的两侧设有向上延伸的挡片202,可以便于加工好后的工件进行传送输出,而且挡片202可以防止输送带201上的工件从两侧掉落,使其在传输的时候更加稳定。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1