一种用于大母板快速安装的多面板机箱的制作方法
1.本实用新型涉及一种用于大母板快速安装的多面板机箱,属于机箱技术领域。
背景技术:
2.以电网自动化、工业控制、继电保护和柔性输电等为代表的智能电网电力二次设备,是集监测、通信和控制等于一体化的高度智能化电力设备,是保证电网可靠运行的神经中枢。
3.然而随着技术的发展,部分装置的母板尺寸规格越来越大,比如高度为8u和12u的母板。母板为印制电路板,机箱为金工件。传统机箱结构中,装置中横条与左右侧条之间的尺寸交叉,导致中横条无法直接拆除,因此需要拆除左侧条和右侧条方可进行横条的拆装。一般情况下,母板与机箱是不同制造厂家制作,机箱与母板组成装置过程中,需要将左侧条、右侧条和中横条拆除后方可进行母板安装,整个过程需要拆除很多螺钉和金工件,存在拆除范围广和时间长的缺陷。待母板安装结束后,仍需将以上零件恢复,安装过程繁琐且费时费力。
4.若采用传统装置的安装步骤,将母板与机箱的安装过程混杂在一起,无法像其他装置中机箱装配及母板装配过程完全独立,或者机箱安装完成后,还需要拆卸左侧条、右侧条和横条等零部件后才可安装母板,大大增加了时间和工作成本。同样,若该类型装置的母板出现故障时,现场更换费时费力,运维成本过高。
技术实现要素:
5.本实用新型所要解决的技术问题是克服现有技术的缺陷,提供一种用于大母板快速安装的多面板机箱,能实现不拆除左侧条和右侧条情况下,直接从机箱壳体中拆装母板,整个安装过程将得到大大简化,具有机箱装配过程独立,母板装配过程独立,安装拆卸简便和运维方便的优点。
6.为达到上述目的,本实用新型提供一种用于大母板快速安装的多面板机箱,包括机箱壳体、母板、用于限位母板前端的中横条、用于限位母板后端的母板安装条、用于限位母板下端的母板下安装条和双向定位件,中横条横向安装在母板前侧中端,母板安装条横向安装在母板后侧中端,母板下安装条横向安装在母板下端,中横条通过双向定位件安装在机箱壳体上,中横条、母板安装条、母板下安装条和母板均位于机箱壳体内部。
7.优先地,母板下安装条上表面开设插件凹槽,用于限位其他插件下端;
8.母板下安装条前侧下端开设定位插槽,用于将母板下安装条自身固定在机箱壳体上;
9.包括螺母条和铰链,母板下安装条中间下端开设螺母条凹槽二,螺母条安装在螺母条凹槽二中,用于限位螺母条,螺母条通过铰链固定连接机箱壳体。
10.优先地,母板下安装条上表面前侧开设母板凹槽,用于限位母板下端;
11.母板凹槽后侧壁上前后向开设若干个母板固定通孔,若干个母板固定通孔左右向
排列分布,母板固定连接母板固定通孔;
12.母板下安装条后侧上端开设定位卡槽,用于限位其他插件。
13.优先地,插件凹槽横截面为“w”形,定位卡槽横截面为“h”形,定位插槽横截面为“串”形,螺母条凹槽二横截面为“u”形。
14.优先地,中横条包括两个对称分布的母板下安装条,两个母板下安装条之间留有缝隙形成t形槽,两个母板下安装条的螺母条凹槽二分布在t形槽上下两侧,两个母板下安装条紧密抵靠在母板前侧中端。
15.优先地,双向定位件数量为2,两个双向定位件位于机箱壳体内部,两个双向定位件分别位于中横条左右侧。
16.优先地,双向定位件包括垫块、若干个挡块、t形块和若干个紧固件,若干个挡块对称横向固定安装在垫块上下侧,若干个挡块前后向分布;
17.t形块固定安装在垫块上,t形块位于若干个挡块之间;
18.t形块卡合连接t形槽,t形块和挡块之间的缝隙卡合中横条,紧固件穿过机箱壳体左侧壁固定连接位于中横条左侧的垫块,紧固件穿过机箱壳体右侧壁固定连接位于中横条右侧的垫块。
19.优先地,母板安装条包括两个对称分布的母板下安装条和紧固件,两个母板下安装条之间留有缝隙形成t形槽,两个母板下安装条的螺母条凹槽二分布在t形槽上下两侧,螺母条凹槽二连通t形槽,母板安装条上的母板固定通孔通过紧固件固定安装在母板后侧中端;
20.母板下安装条的母板凹槽内部开设若干个牙口,用于将母板凹槽分割为若干段,母板安装条左右两端通过双向定位件安装在机箱壳体内部。
21.优先地,包括导轨和后下横条,后下横条左右向固定安装在机箱壳体内底壁后侧,后下横条上竖向开设若干个导轨定位孔二,母板下安装条上竖向开设若干个导轨定位孔二,若干个导轨定位孔二左右向排列分布;
22.导轨前后向分布,导轨上表面竖向开设导轨槽,用于限位其他插件下端;
23.导轨前后侧下端均开设插杆,插杆插入后下横条上的导轨定位孔二中和母板下安装条上的导轨定位孔二中;
24.导轨前端前后向开设定位孔一,用于固定连接母板固定通孔。
25.优先地,插杆下端横截面面积从上向下逐渐变小,用于插入导轨定位孔二中。
26.本实用新型所达到的有益效果:
27.本实用新型无需拆除左侧条和右侧条,简化了传统多面板机箱装置的安装步骤,整个安装过程将得到大大简化;本实用新型采用中横条可快速拆卸的一种机箱结构,在母板安装或更换过程中,新增了双向定位件,只牵扯到一个垫块和四个紧固件螺钉,中横条可以直接从机箱结构上拆除,无需拆卸侧条,大大降低了安装及更换难度;
28.本实用新型中垫块通过紧固件固定在机箱壳体上,通过限位槽卡接中横条,安装过程中垫块不易掉落,安装方便;本实用新型提供的机箱结构,机箱装配过程和母板装配过程均相对独立,具有安装拆卸简便和运维方便的优点;
29.本实用新型中的中横条和母板安装条均采用母板下安装条作为基础,在母板下安装条上简单切削进行改造获得,中横条、母板安装条和母板下安装条均采用同一模具生产
制得,大大降低了生产成本,有利于增加企业盈利。
附图说明
30.图1是本装置的立体图;
31.图2是本装置中的中横条、母板安装条、母板和母板下安装条安装后的剖视图;
32.图3是图2中a部分的局部放大图;
33.图4是本装置中的中横条右端的示意图;
34.图5是本装置中的中横条左端的示意图;
35.图6是本装置中导轨、后下横条和母板下安装条装配完成的示意图;
36.图7是本装置中导轨将要装配在后下横条和母板下安装条上的示意图;
37.图8是图6的局部放大图;
38.图9是双向定位件外侧端面的示意图;
39.图10是双向定位件内侧端面的示意图;
40.图11是图2中的b部分的局部放大图。
41.附图中标记含义,1
‑
机箱壳体;2
‑
上面板;3
‑
下面板;4
‑
铰链;6
‑
右侧板;7
‑
中横条;8
‑
母板安装条;9
‑
母板下安装条;10
‑
导轨;11
‑
后下横条;12
‑
螺母条;20
‑
上盖板;21
‑
下盖板;22
‑
后侧板;23
‑
左侧条;24
‑
右侧条;26
‑
母板;27
‑
垫块;28
‑
挡块;29
‑
t形块;30
‑
t形槽;32
‑
紧固件;33
‑
导轨槽;34
‑
插杆;41
‑
定位槽一;42
‑
定位槽二;43
‑
定位槽三;44
‑
定位孔一;45
‑
导轨定位孔二;46
‑
母板固定通孔;50
‑
母板凹槽;51
‑
插件凹槽;52
‑
定位卡槽;53
‑
定位插槽;54
‑
螺母条凹槽二。
具体实施方式
42.以下实施例仅用于更加清楚地说明本实用新型的技术方案,而不能以此来限制本实用新型的保护范围。
43.需要说明,若本实用新型实施例中有方向性指示(诸如上、下、左、右、前、后......),则其仅用于解释在某一特定姿态下各部件之间的相对位置关系和运动情况等,如果该特定姿态发生改变时,则该方向性指示也相应地随之改变。
44.另外,若在本实用新型中涉及“一”、“二”等的描述,则其仅用于描述目的,而不能理解为指示或暗示其相对重要性或者隐含指明所指示的技术特征的数量。由此,限定有“一”、“二”的特征可以明示或者隐含地包括至少一个该特征。另外,各个实施例之间的技术方案可以相互结合,但是必须是以本领域普通技术人员能够实现为基础,当技术方案的结合出现相互矛盾或无法实现时应当认为这种技术方案的结合不存在,也不在本实用新型要求的保护范围之内。
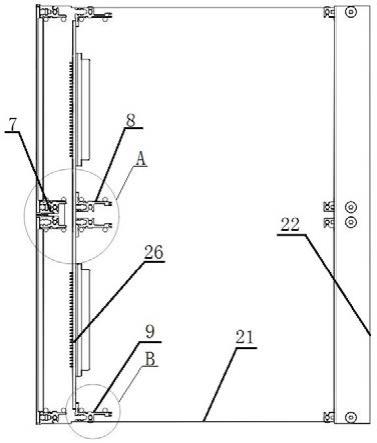
45.如图2和图3所示,一种用于大母板快速安装的多面板机箱,包括机箱壳体1、母板26、用于限位母板26前端的中横条7、用于限位母板26后端的母板安装条8、用于限位母板26下端的母板下安装条9和双向定位件,中横条7横向安装在母板26前侧中端,母板安装条8横向安装在母板26后侧中端,母板下安装条9横向安装在母板26下端,中横条7通过双向定位件安装在机箱壳体1上,中横条7、母板安装条8、母板下安装条9和母板26均位于机箱壳体1内部。母板26通过中横条7和母板下安装条9快速定位安装在机箱壳体1中,安装过程简单高
效。
46.进一步地,如图11所示,本实施例中母板下安装条9为长条形杆件;如图7所示,母板下安装条9上表面开设插件凹槽51,用于限位其他插件下端;
47.母板下安装条9前侧下端开设定位插槽53,用于将母板下安装条9自身固定在机箱壳体1上;
48.包括螺母条12和铰链4,母板下安装条9中间下端开设螺母条凹槽二54,螺母条12安装在螺母条凹槽二54中,用于限位螺母条12,螺母条12通过铰链4固定连接机箱壳体1,具体地螺母条12通过铰链4固定连接上面板和下面板,当需要拆除或安装母板26时,打开上面板2、下面板3和铰链即可实现拆除中横条7,方便快捷,简单高效,大大缩短了安装时长,有利于节约企业成本,提高企业生产效率。母板下安装条9卡合母板26下端,并通过紧固件32将母板26固定住,使得母板26更加稳固,避免因为安装不稳定导致母板26移位损坏的情况发生。母板下端有两个母板下安装条9,两个母板下安装条9相互卡合后固定设置在下面板上。
49.进一步地,本实施例中母板下安装条9上表面前侧开设母板凹槽50,用于限位母板26下端,母板凹槽50初步卡合住母板26下端,为后续通过紧固件32将母板26与母板固定通孔46固定连接提供便利;
50.母板凹槽50后侧壁上前后向开设若干个母板固定通孔46,母板固定通孔46横截面为圆形,若干个母板固定通孔46左右向排列分布,母板26固定连接母板固定通孔46;
51.母板下安装条9后侧上端开设定位卡槽52,用于限位其他插件,使得本实施例中的母板下安装条9功能更加丰富,通过母板下安装条9可定位多个其他插件,有利于节约企业成本,同时降低了机箱壳体1内部的占用空间。
52.进一步地,本实施例中插件凹槽51横截面为“w”形,用于稳固限位和贴合下端为w形的其他插件;定位卡槽52横截面为“h”形,用于稳固限位和贴合下端为一字形的插件;定位插槽53横截面为“串”形,用于稳固限位一端横截面为“串”字形的插件或其他用于定位的横条;螺母条凹槽二54横截面为“u”形。
53.进一步地,如图4和图5所示,本实施例中的中横条7包括两个对称分布的母板下安装条9,两个母板下安装条9之间留有缝隙形成t形槽30,两个母板下安装条9的螺母条凹槽二54分布在t形槽30上下两侧,两个母板下安装条9紧密抵靠在母板26前侧中端。中横条7采用两个对称分布的母板下安装条9,对母板下安装条9的结构做简单改进,获得中横条7和母板安装条8,有利于降低企业生产成本,提高企业经济效益。
54.进一步地,本实施例中的中横条7通过双向定位件安装在机箱壳体1内,双向定位件数量为2,两个双向定位件位于机箱壳体1内部,两个双向定位件分别位于中横条7左右侧。安装拆除时中横条7插入两个双向定位件的t形块上,快速实现安装,极大地降低了人工安装时长,有利于提高企业效率。
55.进一步地,如图9和图10所示,本实施例中双向定位件包括垫块27、若干个挡块28、t形块29和若干个紧固件32,若干个挡块28对称横向固定安装在垫块27上下侧,若干个挡块28前后向分布;
56.t形块29固定安装在垫块27上,t形块29位于若干个挡块28之间;
57.t形块29卡合连接t形槽30,t形块29和挡块28之间的缝隙卡合中横条7,紧固件32
穿过机箱壳体1左侧壁固定连接位于中横条7左侧的垫块27,紧固件32穿过机箱壳体1右侧壁固定连接位于中横条7右侧的垫块27。垫块27为方形块体,挡块28为块状物体,t形块29为横截面为t形的块体,t形槽30横截面为t形,双向定位件结构简单,快速对中横条7进行定位安装,有利于降低企业成本。
58.进一步地,如图2所示,本实施例中母板安装条8包括两个对称分布的母板下安装条9和紧固件32,两个母板下安装条9之间留有缝隙形成t形槽30,两个母板下安装条9的螺母条凹槽二54分布在t形槽30上下两侧,螺母条凹槽二54连通t形槽30,母板安装条8上的母板固定通孔46通过紧固件32固定安装在母板26后侧中端;
59.母板下安装条9的母板凹槽50内部开设若干个牙口,用于将母板凹槽50分割为若干段,母板安装条8左右两端通过双向定位件安装在机箱壳体1内部。
60.进一步地,如图6和图8所示,本实施例中包括导轨10和后下横条11,后下横条11左右向固定安装在机箱壳体1内底壁后侧,后下横条11上竖向开设若干个导轨定位孔二45,母板下安装条9上竖向开设若干个导轨定位孔二45,导轨定位孔二45为方形通孔,若干个导轨定位孔二45左右向排列分布;
61.导轨10和后下横条11为长条形杆件,导轨10前后向分布,导轨10上表面竖向开设导轨槽33,导轨槽33为长条形凹槽,用于限位其他插件下端;
62.导轨10前后侧下端均开设插杆34,插杆34插入后下横条11上的导轨定位孔二45中和母板下安装条9上的导轨定位孔二45中;
63.导轨10前端前后向开设定位孔一44,用于固定连接母板固定通孔46。
64.进一步地,本实施例中插杆34下端横截面面积从上向下逐渐变小,插杆34下端竖向横截面为三角形,插杆34下端为上宽下窄的结构,用于快速插入导轨定位孔二45中,加快了安装速度,节省了安装时间。
65.本实用新型设计了一种零件垫块27,紧固件32可使用螺钉或定位销,挡块28和t形块29之间形成限位槽,定位销将垫块27固定在左侧板和右侧板6上,使得拆装过程中垫块27固定于左侧板和右侧板6,垫块27不会掉落,限位槽用于中横条的定位限位,方便拆装并保证安装精度。
66.导轨10上表面前侧开设定位槽一41、定位槽二42和定位槽三43,定位槽一41和定位槽三43均为l形的凹槽,定位槽二42是横截面为六边形的凹槽,定位槽一41、定位槽二42和定位槽三43用于固定其他插件下端;
67.如图1所示,机箱壳体1包括左侧板、右侧板6、上盖板20、下盖板21、后侧板22、左侧条23和右侧条24,左侧板和右侧板6竖向分布,左侧板下端垂直固定连接下盖板21左端,右侧板6下端垂直固定连接下盖板21右端,左侧板上端垂直固定连接上盖板20左端,右侧板6上端垂直固定连接上盖板20右端,后侧板22上端垂直固定连接上盖板20后端,后侧板22下端垂直固定连接下盖板21后端,后侧板22左端垂直固定连接左侧板后端,后侧板22右端垂直固定连接右侧板6后端,左侧条23固定连接左侧板前端,右侧条24固定连接右侧板6前端。左侧板、右侧板6、上盖板20、下盖板21和后侧板22均为平面钢板,左侧条23和右侧条24均为l形弯板。
68.机箱壳体1包括上面板2和下面板3,螺母条12通过铰链4固定连接上面板2或下面板3,用于将中横条7、母板安装条8和母板下安装条9固定在上面板2和下面板3上,当需要拆
除或安装母板时,打开上面板2、下面板3和铰链,横向移动拆除中横条,方便快捷,简单高效。上面板2和下面板3均为平面钢板,螺母条12为长条形杆件,螺母条12上等间距开设螺母通孔。
69.t形槽30横截面为t形,螺母条凹槽二54位于t型槽30上下两侧,母板26通过紧固件32固定连接母板固定通孔46。
70.其他插件为外部添加的其他电子配件例如显卡,母板26和铰链4上述部件在现有技术中可采用的型号很多,本领域技术人员可根据实际需求选用合适的型号,本实施例不再一一举例。
71.母板的安装过程为:首先将左侧板和右侧板6上固定垫块27的紧固件取下,之后便可将中横条从机箱壳体1上向外拆除,之后即可将母板26安装在机箱壳体1中;母板26安装完成后,将中横条7向内推入至垫块27的t形槽,将左侧板和右侧板6上的紧固件安装到位即可完成母板26的安装。本实施例中固定垫块27的紧固件采用定位销,由于定位销的限制作用,整个过程中垫块不会发生移动或掉落。
72.以上所述仅是本实用新型的优选实施方式,应当指出,对于本技术领域的普通技术人员来说,在不脱离本实用新型技术原理的前提下,还可以做出若干改进和变形,这些改进和变形也应视为本实用新型的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1