一种灯珠的焊接前结构以及显示屏的制作方法
1.本实用新型实施例涉及灯珠焊接技术领域,尤其涉及一种灯珠的焊接前结构以及显示屏。
背景技术:
2.led(light emitting diode,发光二极管)显示屏是在pcb(printed circuit board,印制电路板)表面阵列贴装led灯珠形成发光面而构成的,led显示屏包括多个单元模组。在灯珠焊接过程中,因焊接偏位等原因,灯珠发光面相对于pcb板产生了倾斜,从而导致从不同角度去看,每个单元模组发光的亮度存在一定差异,因此从视觉上led显示屏就出现了规律性亮暗相间的情况。
3.现有技术中,为解决灯珠发光面倾斜的问题,可以通过采用发光面水平一致性较好的灯珠的方式,但这种方式成本较高。还可以对电路板和焊盘设置不同的比热容,通过爬锡效应,使焊接层在焊盘内均匀分布,但是这种方式焊盘尺寸偏大,不仅增大了布局布线难度和制作成本,还易造成锡珠、拒焊等问题。
技术实现要素:
4.本实用新型实施例提供一种灯珠的焊接前结构以及显示屏,以实现消除灯珠发光面倾斜,提高了显示屏的显示一致性,减少了显示屏的制作成本。
5.第一方面,本实用新型实施例提供了一种灯珠的焊接前结构,该结构包括:焊盘以及待焊接至所述焊盘的灯珠;
6.所述灯珠包括灯珠本体、发光面以及灯珠引脚,所述灯珠引脚为j型引脚结构;
7.所述灯珠引脚包括引脚脚跟,在平行于所述灯珠引脚弯折的方向上,所述焊盘的位置相对于所述引脚脚跟的位置,沿指向焊盘中心的方向缩短第一距离。
8.进一步的,所述焊盘在引脚脚跟位置处的外边沿,与所述灯珠引脚的弧度中心对齐。
9.进一步的,所述灯珠引脚包括引脚脚趾,在平行于所述灯珠引脚弯折的方向上,所述焊盘的位置相对于所述引脚脚趾的位置,沿指向焊盘中心的方向缩短第二距离。
10.进一步的,所述第二距离为0.03mm。
11.进一步的,所述焊盘在垂直于所述灯珠引脚弯折的方向上,沿焊盘中心指向外侧的方向外扩第三距离。
12.进一步的,所述第三距离为0.025mm。
13.进一步的,所述结构还包括印锡钢网,所述印锡钢网为根据所述焊盘的尺寸进行开制。
14.第二方面,本实用新型实施例还提供了一种显示屏,该显示屏包括多个灯珠结构,所述灯珠结构为根据如本实用新型实施例任一所述的灯珠的焊接前结构进行回流而得到。
15.本实用新型实施例通过使焊盘的位置相对于灯珠引脚的引脚脚跟位置,在平行于
灯珠引脚弯折的方向上,沿指向焊盘中心的方向缩短第一距离,留出了较多空间使焊料润湿,在焊料润湿灯珠引脚的弧度上半部分的同时,灯珠的四个灯珠引脚弧度底部的焊料量能够达到平衡均匀的状态,从而使焊缝厚度均匀,消除了灯珠发光面倾斜。解决了现有技术布局布线难度和制作成本较高,以及易造成锡珠、拒焊等问题,实现了消除灯珠发光面倾斜,提高了显示屏的显示一致性,减少了显示屏的制作成本。
附图说明
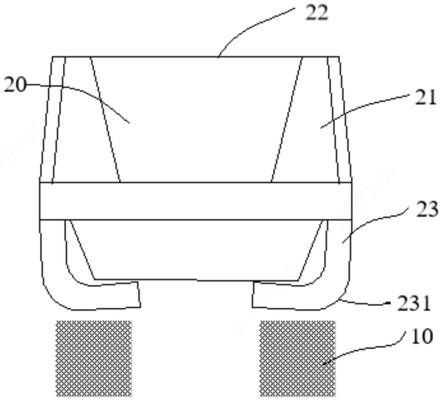
16.图1是本实用新型实施例一中的一种灯珠的焊接前结构的示意图;
17.图2是本实用新型实施例二中的一种灯珠的焊接前结构的示意图;
18.图3是本实用新型实施例二中的一种爬锡面的示意图。
具体实施方式
19.下面结合附图和实施例对本实用新型作进一步的详细说明。可以理解的是,此处所描述的具体实施例仅仅用于解释本实用新型,而非对本实用新型的限定。另外还需要说明的是,为了便于描述,附图中仅示出了与本实用新型相关的部分而非全部结构。
20.实施例一
21.图1是本实用新型实施例一提供的一种灯珠的焊接前结构的示意图,本实施例可适用于在led显示屏的制作过程中,焊接灯珠时避免灯珠发光面倾斜的情况。
22.如图1所示,所述灯珠的焊接前结构包括焊盘10以及待焊接至所述焊盘10的灯珠20;
23.所述灯珠20包括灯珠本体21、发光面22以及灯珠引脚23,所述灯珠引脚23为j型引脚结构;
24.所述灯珠引脚23包括引脚脚跟231,在平行于所述灯珠引脚23弯折的方向上,所述焊盘10的位置相对于所述引脚脚跟231的位置,沿指向焊盘10中心的方向缩短第一距离。
25.本实施例中的灯珠20为top型led灯珠,top型led灯珠共四个灯珠引脚23,灯珠引脚23为j型。
26.可选的,所述焊盘10在引脚脚跟231位置处的外边沿,与所述灯珠引脚23的弧度中心对齐。
27.根据现有技术中的常规焊盘尺寸设计方案,焊盘在引脚脚跟处的外边沿通常与灯珠引脚的外边沿平齐,甚至超过灯珠引脚的外边沿。这样设计的目的是增强引脚的焊接强度,同时吸收由于焊料印刷偏移或者灯珠贴装偏移而导致的偏差。但是在这种焊盘尺寸较大的情况下,灯珠在回流过程中有较大的可活动范围,再加上焊料融化时产生的浮力,灯珠就可以在焊盘圈定的可活动范围内移动,引起灯珠的焊接偏移问题,导致灯珠的发光面歪斜。
28.因此,本实施例将焊盘在引脚脚跟位置处的外边沿设计为与灯珠引脚的弧度中心对齐。根据焊料的润湿性原理,当焊料和金属表面清洁时,呈熔融状态的焊料沿着金属的凹凸表面,靠着毛细管的作用扩展,焊料将润湿金属表面并向上爬升,以填满相近表面之间的间隙。本实施例设计为焊盘在引脚脚跟位置处的外边沿与灯珠引脚的弧度中心对齐,在回流过程中,在焊料润湿灯珠引脚上半部分幅度的同时,灯珠的四个灯珠引脚底部的焊料量
能够达到一个平衡均匀的状态,从而使焊缝厚度均匀,消除了灯珠的偏移,从而使led显示屏具有良好的一致性。同时,多余的焊料在灯珠引脚弯折弧度的下半部分形成了良好的爬锡面,保证了灯珠引脚的焊接强度。
29.需要进行说明的是,本实施例中将焊盘10在引脚脚跟231位置处的外边沿设置为与灯珠引脚23的弧度中心对齐,只是本实用新型的一个优选的实施方式,本实施例对焊盘10在引脚脚跟231位置处的外边沿缩短的第一距离的具体数值不进行限制。可以根据灯珠20、灯珠引脚23向内弯折的尺寸,以及灯珠引脚23向内弯折的半径,设置焊盘10在引脚脚跟231位置处的外边沿的内缩程度。
30.本实用新型实施例通过使焊盘的位置相对于灯珠引脚的引脚脚跟位置,在平行于灯珠引脚弯折的方向上,沿指向焊盘中心的方向缩短第一距离,留出了较多空间使焊料润湿,在焊料润湿灯珠引脚的弧度上半部分的同时,灯珠的四个灯珠引脚弧度底部的焊料量能够达到平衡均匀的状态,从而使焊缝厚度均匀,消除了灯珠发光面倾斜。解决了现有技术布局布线难度和制作成本较高,以及易造成锡珠、拒焊等问题,实现了消除灯珠发光面倾斜,提高了显示屏的显示一致性,减少了显示屏的制作成本。
31.实施例二
32.图2是本实用新型实施例二提供的一种灯珠的焊接前结构的示意图,在上述实施例的基础上,所述灯珠引脚23还包括引脚脚趾232,在平行于所述灯珠引脚23弯折的方向上,所述焊盘10的位置相对于所述引脚脚趾232的位置,沿指向焊盘10中心的方向缩短第二距离。
33.如图2所示,焊盘10的位置相对于引脚脚趾232的位置,沿指向焊盘10中心的方向缩短第二距离,对焊盘10在引脚脚趾232位置处的外边沿的位置进行内缩,进一步的限制了灯珠引脚在焊盘上的偏移,并且,多余的焊料爬升至灯珠引脚的引脚脚趾处,形成了良好的爬锡面,进一步的使灯珠引脚底部的焊料量降至最佳的焊接厚度。
34.图3是一种爬锡面的示意图,如图3所示,焊盘10在引脚脚跟231和引脚脚趾232位置处都内缩时,多余的焊料由于润湿作用,会爬升至引脚脚跟231和引脚脚趾232,焊料会和引脚脚跟231和引脚脚趾232的下半部分形成爬锡面。同时由于焊料的浮力和灯珠自身重力,灯珠的四个灯珠引脚底部的焊料厚度会达到一个相对均衡的状态。同理,采用本实施例的灯珠焊接前结构,对于led显示屏的各灯珠都能够实现相对均衡的状态,从而消除了led显示屏中各灯珠的偏移,减少了各灯珠发光面的倾斜,提高了led显示屏的显示一致性。
35.同时,由于在焊接过程中设置了焊料的下限量,因此足以保证灯珠引脚的焊接强度。
36.可选的,所述第二距离为0.03mm。
37.焊盘10在引脚脚趾232处的外边沿内缩0.03mm只是本实用新型一个优选的实施方式,本实施例对焊盘10在引脚脚趾232处的外边沿内缩的距离不进行限制,可以根据灯珠20以及灯珠引脚23向内弯折的尺寸进行设置。
38.可选的,所述焊盘10在垂直于所述灯珠引脚23弯折的方向上,沿焊盘10中心指向外侧的方向外扩第三距离。
39.本实施例对焊盘10在水平于灯珠引脚23弯折的方向上的宽度进行了缩短,以限制灯珠10在水平于灯珠引脚23弯折的方向上的偏移。进一步的,由于焊盘10在垂直于灯珠引
脚23弯折的方向上几乎不会发生偏移,因此,可以对焊盘10在垂直于灯珠引脚23弯折的方向上的长度进行延长,以提高灯珠20的焊接强度。
40.可选的,所述第三距离为0.025mm。
41.同样,焊盘10的外边沿在垂直于灯珠引脚23弯折的方向上外扩0.025mm只是本实用新型一个优选的实施方式,本实施例对第三距离不进行限制,第三距离还可以为0.0254mm。可以根据灯珠20的尺寸以及灯珠引脚23向内弯折的尺寸,对第三距离的具体数值进行设置。
42.可选的,所述结构还包括印锡钢网,所述印锡钢网为根据所述焊盘的尺寸进行开制。
43.在本实用新型实施例中,当采用焊锡作为焊料时,印锡钢网的开孔可以根据焊盘的尺寸进行1:1开制,在焊制过程中,无需再对印锡钢网的位置和尺寸进行调整,减少了制作成本。
44.本实用新型实施例通过使焊盘在引脚脚跟位置处的外边沿与灯珠引脚的弧度中心对齐,使焊盘在引脚脚趾位置处的外边沿内缩第二距离,从而减少了灯珠在平行于灯珠引脚弯折的方向上的活动范围,限制了灯珠的偏移,同时,在焊料润湿灯珠引脚的弧度上半部分,与引脚脚跟的弧度下半部分和引脚脚趾的下半部分分别形成爬锡面的同时,灯珠的四个灯珠引脚弧度底部的焊料量能够达到平衡均匀的状态,从而使焊缝厚度均匀,消除了灯珠发光面倾斜。通过对焊盘在垂直于灯珠引脚弯折的方向上的外边沿外扩第三距离,增强了灯珠引脚的焊接强度。同时,对印锡钢网根据焊盘的尺寸进行1:1开制,减少了制作成本。解决了现有技术布局布线难度和制作成本较高,以及易造成锡珠、拒焊等问题,实现了消除灯珠发光面倾斜,提高了显示屏的显示一致性,减少了显示屏的制作成本。
45.实施例三
46.本实用新型实施例三提供了一种显示屏,所述显示屏包括多个灯珠结构,所述灯珠结构为根据上述任一实施例的灯珠的焊接前结构进行回流而得到。
47.进一步的,显示屏包括多个单元模组,每个单元模组包括多个灯珠结构。
48.进一步的,每个单元模组中的各灯珠结构可以通过串联的方式进行连接,各单元模组可以通过串联的方式进行连接。
49.本实用新型实施例中的显示屏,采取上述实施例中的灯珠焊接前结构进行回流,对焊盘在水平于灯珠引脚弯折的方向上的宽度进行了缩短,限制了焊盘在水平于灯珠引脚弯折的方向上的偏移,在焊料润湿灯珠引脚的弧度上半部分的同时,使焊料与灯珠引脚的下半部分形成爬锡面,四个灯珠引脚弧度底部的焊料量能够达到平衡均匀的状态,从而使焊缝厚度均匀,消除了灯珠发光面倾斜。解决了现有技术布局布线难度和制作成本较高,以及易造成锡珠、拒焊等问题,实现了消除灯珠发光面倾斜,提高了显示屏的显示一致性,减少了显示屏的制作成本。
50.注意,上述仅为本实用新型的较佳实施例及所运用技术原理。本领域技术人员会理解,本实用新型不限于这里所述的特定实施例,对本领域技术人员来说能够进行各种明显的变化、重新调整和替代而不会脱离本实用新型的保护范围。因此,虽然通过以上实施例对本实用新型进行了较为详细的说明,但是本实用新型不仅仅限于以上实施例,在不脱离本实用新型构思的情况下,还可以包括更多其他等效实施例,而本实用新型的范围由所附
的权利要求范围决定。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1