一种转接印制板焊接结构及焊接工艺的制作方法
1.本发明涉及电子电气产品元器件组装焊接技术领域,具体为一种转接印制板焊接结构及焊接工艺。
背景技术:
2.一般地,电子类产品的印制电路组装件在pcb设计前期或首件产品生产过程中,由于表贴元器件的封装尺寸不确定,或设计完成后发生元器件的型号更新、尺寸变化、印制板布线更改等情况,可能会导致实际装焊的元器件与其焊盘不匹配,从而无法焊接。对大多数产品而言,会选择重新投产原有印制板或投产与已布置表贴焊盘尺寸相一致的转接印制板进行焊接。
3.对于部分产品,由于原有印制板生产成本较高或生产周期较长,重新投板带来的损失巨大,因而无法整板重新投产。若投产与已布置焊盘尺寸相一致的转接印制板进行贴装焊接,往往存在以下问题:
4.1.转接板与原印制板焊盘需采用smt设备进行焊接,焊点在原印制板和转接板焊盘之间,焊点不可直接观测,仅靠人工无法完成焊接及焊点检验的过程,且,不可避免的会出现焊接完成后多次返修的情况。
5.2.针对已焊有元器件的印制件,采用smt设备进行转接板焊接时需对焊接部位整体加热,周围元器件及焊点容易受热损伤。
6.3.转接板与原印制板焊盘之间采用焊料填充,由于焊接材料与pcb组装基板的热膨胀系数不一致,焊接部位无应力释放空间,导致随着环境温度变化,焊点会承受剪切应力作用,当应力累积到一定程度无法释放时存在焊点开裂失效的风险。
7.近年来,各学者也提出其它方式的转接板焊接工艺,如采用软连线进行焊接,采用底部植球、植柱的方式进行焊接等。前者工序复杂,且软连线往往对空间尺寸要求较高,对于高密度组装的产品无法适用;后者与直接采用焊料填充的焊接方式相类似,必须采用smt设备才能进行焊接,在不具备设备安装条件的区域难以进行操作,且焊点无法直接观测,一旦温度控制不到位,存在多次进行返修损伤印制件的风险。
技术实现要素:
8.针对现有技术中存在的问题,本发明提供一种转接印制板焊接结构及焊接工艺,该焊接结构简单,使用方便,焊接时对器件周围的空间尺寸要求不大,在pcb设计前期,该焊接工艺能够有效的提高产品的生产效率、降低返工的经济成本,在实现原焊盘原位替换的基础上保证焊接的可靠性。
9.本发明是通过以下技术方案来实现:
10.一种转接印制板焊接结构,包括转接印制板、印制板、和若干金属引线;所述转接印制板的两侧分别设有若干侧面金属化焊盘,所述印制板的一面设有焊盘区域,所述焊盘区域内设有若干印制板上封装焊盘,所述转接印制板设置在焊盘区域内,若干印制板上封
装焊盘分布在转接印制板的两侧,且与若干侧面金属化焊盘位置对应,若干金属引线一端分别对应焊接在若干侧面金属化焊盘位置上,另一端分别对应焊接在若干印制板上封装焊盘上。
11.优选的,转接印制板的cs面设有若干转接印制板上封装焊盘,若干转接印制板上封装焊盘用于与元器件的引脚进行焊接。
12.优选的,金属引线呈w弯折结构。
13.优选的,金属引线的厚度为0.15mm-0.2mm。
14.优选的,金属引线在侧面金属化焊盘与印制板上封装焊盘的搭接长度大于金属引线的宽度。
15.优选的,转接印制板与印制板之间涂抹加固胶料。
16.优选的,若干侧面金属化焊盘、印制板上封装焊盘和转接印制板上封装焊盘的表面进行镀锡铅表面处理。
17.一种转接印制板焊接工艺,基于权利要求1-7的任一项所述的转接印制板焊接结构,包括如下步骤:
18.步骤1,将若干金属引线的一端对应焊接在转接印制板的侧面金属化焊盘上;
19.步骤2,将若干金属引线的另一端对应焊接在印制板的印制板上封装焊盘;
20.步骤3,待所有焊点焊接完成冷却后,对焊点部位进行无水乙醇冲洗;
21.步骤4,待焊点部位冲洗完成后,采用加固胶料对转接印制板和印制板进行加固处理。
22.优选的,步骤1中,在金属引线在侧面金属化焊盘上焊接时采用固定工装进行焊接。
23.优选的,加固胶料的材料为wsr618环氧树脂胶黏剂和ty-650聚酰胺树脂固化剂。
24.与现有技术相比,本发明具有以下有益的技术效果:
25.本发明提供了一种转接印制板焊接结构,通过在印制板上焊接转接印制板,使得印制板上与转接印制板的所有焊点均可直接手工焊接、目视检测,无需采用smt设备,在野外或非专用电装场所也可进行返修操作。焊接过程可以逐点焊接,不会因转接板焊接而造成原印制板整体受热损伤。采用金属引线焊接后,引线自身有应力释放余量,焊点不会因温度变化,而承受剪切应力作用导致开裂失效,提高了焊点的使用寿命。
26.进一步的,转接印制板的cs面设有若干转接印制板上封装焊盘,若干转接印制板上封装焊盘用于与元器件的引脚进行焊接,可根据焊盘及转接板尺寸的不同,可焊接不同大小的表贴器件,同时转接板上可增加表贴电阻、电容等元件,具有较好的普适性。
27.进一步的,金属引线呈w弯折结构,金属引线在弯折处自身有应力释放余量,焊点不会因温度变化,而承受剪切应力作用导致开裂失效,提高了焊点的使用寿命。
28.进一步的,金属引线在侧面金属化焊盘与印制板上封装焊盘的搭接长度大于金属引线的宽度,保证了金属引线在侧面金属化焊盘与印制板上封装焊盘上焊接的稳定性。
29.进一步的,转接印制板与印制板之间涂抹加固胶料,保证了转接印制版与印制板之间的稳定性。
30.本发明提供了一种转接印制板焊接工艺,减小了设计前期印制板的报废率,原有印制板不会因个别元器件封装与焊盘不匹配而整体报废,有较好的经济效益,可适用于不
同尺寸、不同布局的产品焊接。使用工艺可以在不对原本印制板进行重新投产的前提下,将封装尺寸与原有焊盘不匹配的表贴器件进行可靠焊接。此种工艺方法焊接时对器件周围的空间尺寸要求不大,在pcb设计前期,采用该方法能够有效的提高产品的生产效率、降低返工的经济成本,在实现原焊盘原位替换的基础上保证焊接的可靠性。
附图说明
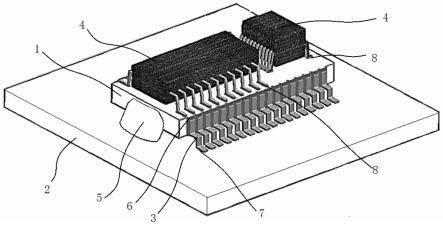
31.图1为本发明中转接印制板焊接结构示意图;
32.图2为本发明中转接印制板结构示意图;
33.图3为本发明中引线结构示意图。
34.图中:1-转接印制板;2-印制板;3-金属引线;4-元器件;5-加固胶料;6-侧面金属化焊盘;7-印制板上封装焊盘;8-转接印制板上封装焊盘。
具体实施方式
35.为了使本技术领域的人员更好地理解本发明方案,下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分的实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都应当属于本发明保护的范围。
36.需要说明的是,本发明的说明书和权利要求书及上述附图中的术语“第一”、“第二”等是用于区别类似的对象,而不必用于描述特定的顺序或先后次序。应该理解这样使用的数据在适当情况下可以互换,以便这里描述的本发明的实施例能够以除了在这里图示或描述的那些以外的顺序实施。此外,术语“包括”和“具有”以及他们的任何变形,意图在于覆盖不排他的包含,例如,包含了一系列步骤或单元的过程、方法、系统、产品或设备不必限于清楚地列出的那些步骤或单元,而是可包括没有清楚地列出的或对于这些过程、方法、产品或设备固有的其它步骤或单元。
37.下面结合附图对本发明做进一步详细描述:
38.参见图1,本发明提供了一种转接印制板焊接结构,该焊接结构简单,使用方便,焊接时对器件周围的空间尺寸要求不大,在pcb设计前期,该焊接工艺能够有效的提高产品的生产效率、降低返工的经济成本,在实现原焊盘原位替换的基础上保证焊接的可靠性。
39.具体的,该转接印制板焊接结构,包括转接印制板1、印制板2、和若干金属引线3;所述转接印制板1的两侧分别设有若干侧面金属化焊盘6,所述印制板2的一面设有焊盘区域,所述焊盘区域内设有若干印制板上封装焊盘7,所述转接印制板1设置在焊盘区域内,若干印制板上封装焊盘7分布在转接印制板1的两侧,且与若干侧面金属化焊盘位置6对应,若干金属引线3一端分别对应焊接在若干侧面金属化焊盘位置6上,另一端分别对应焊接在若干印制板上封装焊盘7上。
40.具体的,转接印制板1的cs面设有若干转接印制板上封装焊盘8,若干转接印制板上封装焊盘8用于与元器件4的引脚进行焊接,如图2所示,可根据焊盘及转接板尺寸的不同,可焊接不同大小的表贴器件,同时转接板上可增加表贴电阻、电容等元件,具有较好的普适性。
41.具体的,金属引线3呈w弯折结构,如图3所示,金属引线在弯折处自身有应力释放余量,焊点不会因温度变化,而承受剪切应力作用导致开裂失效,提高了焊点的使用寿命。
42.其中金属引线3的厚度为0.15mm-0.2mm,金属引线3在侧面金属化焊盘与印制板上封装焊盘的搭接长度大于金属引线3的宽度。
43.具体的,转接印制板1与印制板2之间涂抹加固胶料5。
44.具体的,若干侧面金属化焊盘6、印制板上封装焊盘7和转接印制板上封装焊盘8的表面进行镀锡铅表面处理。
45.本发明还提供了一种转接印制板焊接工艺,基于上述所述的转接印制板焊接结构,包括如下步骤:
46.步骤1:预制转接印制板1。根据印制板2上焊盘的尺寸以及逻辑正确的焊盘尺寸,设计并加工出新的印制板即转接板。其中转接板侧面开金属化槽,并加工出金属化镍金焊盘,转接板cs面的焊盘尺寸为元器件正确的表贴焊盘尺寸,所有焊盘表面进行镀锡铅表面处理。通过转接板内部的印制线保证其侧面与cs面焊盘电气连接的正确性,转接板上的元器件可采用再流焊接或手工焊接的工艺方法进行安装。
47.步骤2:预制金属引线3。预制金属引线材料宜采用4j29(4j29为fe-co-ni合金,集成电路外引出线大量使用该材料),预制金属引线的长和宽应与转接板侧面焊盘及原印制板表贴焊盘相匹配(引线在焊盘上的搭接长度不小于1.5倍的引线宽度),其中引线高度设置在0.5mm~1mm为宜。
48.其中,预制金属引线的制作方法为,将0.15mm~0.2mm厚度的4j29条状引线剪切至适宜长度,然后采用成形工装或成形机进行成形,引线焊接部位进行手工搪锡处理。
49.步骤3:采用手工焊接的工艺方法将预制金属引线焊接在转接板的侧面焊盘上,焊接时可采用固定工装保证引线焊接后的共面性,焊接完成后使转接板与预制金属引线二者成为一体。
50.其中,使用的焊料成分为sn-ag-cu共晶焊料;焊接时使用的烙铁头温度为360℃,焊接时间2s~3s。
51.步骤4:采用手工焊接的工艺方法将预制金属引线的另一端焊接在原印制板的逻辑错误的焊盘上,焊接前可预先采用焊料对原印制板焊盘进行手工搪锡处理,焊接时使用的焊料熔点应低于金属引线与转接板焊接时使用的焊料熔点,二者之间应保持30℃以上的温度梯度。
52.其中,使用的焊料成为sn-pb共晶焊料;焊接时使用的烙铁头温度为260℃,焊接时间2s~3s。
53.步骤5:待所有焊点焊接完成自然冷却后,使用装有无水乙醇的喷枪对焊点部位进行冲洗。
54.步骤6:待印制件清洗干净后,使用wsr618环氧树脂胶黏剂及ty-650聚酰胺树脂固化剂配置加固胶料,将转接板无引线的边缘部位与原印制板进行加固处理。
55.其中,使用的加固胶料固化温度为50℃,固化时间为6h。
56.在本发明中的焊接工艺中,逻辑正确的焊盘为转接印制板上封装焊盘8,逻辑错误的焊盘为印制板上封装焊盘7,其中逻辑错误的焊盘即在首次焊盘设计时焊盘尺寸或布局与实际需求不相符合的焊盘,逻辑正确的焊盘即焊盘尺寸与实际需求相一致的焊盘
57.实施例
58.以sop器件转接板为例进一步详细说明本发明的实施例;
59.步骤1:原印制板上sop器件焊盘中心距为2.54mm,单边共计18根引线,焊盘宽度为2mm;实际按照正确逻辑应焊接两只sop器件,焊盘中心距分别为2.54mm及1.27mm,单边引线各为11根,焊盘宽度分别为1.5mm和1mm。依据正确焊盘尺寸,预制出转接板,转接板cs面焊盘尺寸为正确焊盘尺寸,其中转接板侧面开金属化槽,并加工出金属化镍金焊盘,转接板侧面焊盘长度为1.6mm,焊盘宽度及中心距与原印制板相同,转接板板厚为1.6mm。通过转接板内部的印制线保证其侧面与cs面焊盘电气连接的正确性。
60.步骤2:采用手工搪锡的工艺方法对转接板的cs面及侧面焊盘进行手工搪锡处理,搪锡完成后进行sop器件的手工焊接。其中cs面焊盘搪锡及焊接时采用焊料成为sn-pb的共晶焊料,搪锡及焊接时使用的烙铁头温度为260℃,时间2s~3s;转接板侧面焊盘采用sn-ag-cu共晶焊料进行搪锡处理,搪锡时使用的烙铁头温度为360℃,时间2s~3s。
61.步骤3:采用manix器件引线成形机对4j29材质的金属引线进行预成形处理,引线宽度为1.5mm,引线厚度为0.15mm~0.2mm,引线的成形弯曲部位距离底部距离为0.5mm~1mm,引线成形完成后需静置24h进行应力释放。
62.步骤4:对转接板侧面焊盘及预制金属引线的对应焊接部位采用sn-ag-cu共晶焊料进行手工搪锡及焊接,使二者成为一体。焊接时使用的烙铁头温度为360℃,焊接时间2s~3s,焊接时采用专用工装进行引线位置的固定,确保所有引线焊接后具有良好的共面性。
63.步骤5:对原印制板焊盘及预制金属引线的对应焊接部位采用sn-pb共晶焊料进行手工搪锡及焊接,焊接时使用的烙铁头温度为260℃,焊接时间2s~3s。
64.步骤6:对焊接后的印制件室温晾置5min以上,待所有焊点焊接完成自然冷却后,使用装有无水乙醇的喷枪对焊点部位冲洗2遍。
65.步骤7:待印制件清洗干净后,使用wsr618环氧树脂胶黏剂及ty-650聚酰胺树脂固化剂配置加固胶料,对转接板两侧无引线部位与原印制板进行加固处理,粘固后室温静置4h,再于50℃静置6h使胶料充分固化。
66.综上所述,本发明提供了一种转接印制板焊接结构,通过在印制板上焊接转接印制板,使得印制板上与转接印制板的所有焊点均可直接手工焊接、目视检测,无需采用smt设备,在野外或非专用电装场所也可进行返修操作。焊接过程可以逐点焊接,不会因转接板焊接而造成原印制板整体受热损伤。采用金属引线焊接后,引线自身有应力释放余量,焊点不会因温度变化,而承受剪切应力作用导致开裂失效,提高了焊点的使用寿命。
67.本发明提供了一种转接印制板焊接工艺,减小了设计前期印制板的报废率,原有印制板不会因个别元器件封装与焊盘不匹配而整体报废,有较好的经济效益,可适用于不同尺寸、不同布局的产品焊接。使用工艺可以在不对原本印制板进行重新投产的前提下,将封装尺寸与原有焊盘不匹配的表贴器件进行可靠焊接。此种工艺方法焊接时对器件周围的空间尺寸要求不大,在pcb设计前期,采用该方法能够有效的提高产品的生产效率、降低返工的经济成本,在实现原焊盘原位替换的基础上保证焊接的可靠性。
68.最后应当说明的是:以上实施例仅用以说明本发明的技术方案而非对其限制,尽管参照上述实施例对本发明进行了详细的说明,所属领域的普通技术人员应当理解:依然可以对本发明的具体实施方式进行修改或者等同替换,而未脱离本发明精神和范围的任何
修改或者等同替换,其均应涵盖在本发明的权利要求保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1