一种功率转换模块焊接工作台及焊接方法与流程
1.本发明属于激光焊接以及热阻焊接技术领域,涉及一种功率转换模块焊接工作台及焊接方法,尤其适用于功率转换模块批量生产过程中的pin引脚激光焊接和塑料体热阻焊焊接。
背景技术:
2.目前,功率转换模块主要采用pcba复杂结构的模块级双面塑封工艺技术,通过使用高导热塑封材料和高导热pcb材料,实现有效的散热功能,且利用pcb内部的铜层作为连接点与外部引脚进行组装焊接,但pcba在焊接加热过程中经常会产生较大的温度差,一旦这个温度差超过标准就会造成焊接不良。
3.功率转换模块现阶段主要采用传统的锡焊工艺,一方面焊点的连接强度较低,pin针的加工成本较高;另一方面要求pcb板侧边增加金属盲孔,且对塑封工艺以及材料耐温性要求较高,塑封过程中需采用特殊工艺对金属盲孔进行防护;所以导致焊接效率以及可靠性较低。
技术实现要素:
4.本发明的目的在于针对现有技术存在的问题,提供一种功率转换模块焊接工作台及焊接方法,实现功率转换模块的pin引脚和塑料体的快速焊接,以降低塑封加工难度和生产成本,减少加工步骤,增加焊接可靠性,提高生产效率。
5.实现本发明目的的技术解决方案为:一种功率转换模块焊接工作台,其特征在于,该工作台包括基座组件、直线滑组,以及位于直线滑组两侧的左焊接系统、右焊接系统;
6.所述基座组件包括基座、水平夹持机构;所述直线滑组包括直线导轨、竖直夹持机构;所述左焊接系统包括左直线滑轨、左焊接机构;所述右焊接系统包括右直线滑轨、右焊接机构;
7.所述水平夹持机构固定于基座上,用于夹持pin引脚、塑料体;所述水平夹持机构包括滑轨、滑组ⅰ、夹板ⅰ、夹板ⅱ以及焊接头组件ⅰ,所述滑组ⅰ位于滑轨上且可沿滑轨水平滑动,所述夹板ⅰ和夹板ⅱ位于滑组ⅰ上,在滑组ⅰ的驱动下,两个夹板实现对待夹持件进行水平反向夹持或松开;所述焊接头组件ⅰ包括左焊接头、右焊接头,分别位于待夹持件左右两侧;
8.所述直线导轨固定在基座上,且与基座表面垂直;所述竖直夹持机构可沿直线导轨上下滑动,用于夹持塑封体;所述水竖直夹持机构包括滑动底座、滑组ⅱ、夹板ⅲ、夹板ⅳ以及焊接头组件ⅱ;所述滑动底座位于直线导轨上且可沿直线导轨上下滑动,所述夹板ⅲ、夹板ⅳ位于滑组ⅱ上,在滑组ⅱ的驱动下,两个夹板实现待夹持件沿竖直方向固定;所述焊接头组件ⅱ包括上焊接头、下焊接头,分别位于待夹持件上下两侧;
9.所述左直线滑轨固定在基座上,左焊接机构可沿左直线滑轨滑动,用于激光焊接塑封体左侧的pin引脚;所述右直线滑轨固定在基座上,右焊接机构可沿右直线滑轨滑动,
用于激光焊接塑封体右侧的pin引脚。
10.进一步地,所述上焊接头、下焊接头分别位于夹板ⅲ、夹板ⅳ内侧。
11.进一步地,所述左焊接结构作业时通过锁定装置ⅰ锁定于左直线滑轨上,执行局部z字形焊接。
12.进一步地,所述右焊接结构作业时通过锁定装置ⅱ锁定于右直线滑轨上,执行局部z字形焊接。
13.进一步地,所述左焊接机构、右焊接机构可执行不同焊接动作,也可执行中心对称同步焊接动作。
14.进一步地,所述左焊接机构、右焊接机构分别通过手轮驱动沿左直线滑轨、右直线滑轨滑动。
15.基于所述焊接工作台的焊接方法,焊接时:
16.(1)所述塑封体通过竖直夹持机构竖直方向固定;所述pin引脚分别通过水平夹持机构的夹板ⅰ、夹板ⅱ沿水平方向与塑封体整体固定;
17.(2)所述塑封体由上焊接头、下焊接头进行整体预热后,采用激光焊接进行焊接pin引脚,焊接轨迹采用z字形,与塑封体切割面的铜层一一对应;
18.(3)所述pin引脚激光焊接后,左焊接头、右焊接头加热塑料体;
19.(4)所述塑料体通过水平夹持机构与焊接pin引脚后的塑封体固定,并由左焊接头、右焊接头采用热阻焊方式与塑封体和pin引脚包裹为一体。
20.本发明与现有技术相比,其显著优点为:能够实现功率转换模块的快速焊接,降低塑封件的加工难度和生产成本,避免焊接过程中产生较高的温度差,提高生产效率,增加焊接可靠性。
21.下面结合附图对本发明作进一步详细描述。
附图说明
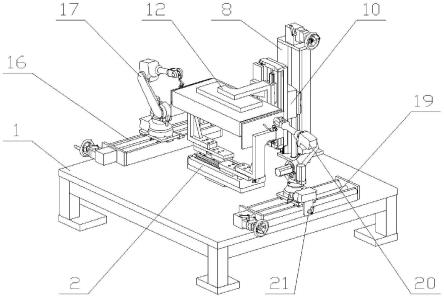
22.图1为本发明功率转换模块焊接工作台立体图。
23.图2为本发明功率转换模块焊接工作台正视图。
24.图3为本发明功率转换模块焊接工作台俯视图。
25.图4为本发明功率转换模块塑封体、pin引脚、塑料体立体图。
26.图5为本发明功率转换模块右侧pin引脚焊接轨迹图。
27.图6为本发明功率转换模块右侧pin引脚焊接效果图。
28.图7为本发明功率转换模块塑料件热阻焊操作图。
29.图中,1—基座,2—滑轨,3—滑组ⅰ,4—夹板ⅰ,5—夹板ⅱ,6—左焊接头,7—右焊接头,8—直线导轨,9—锁定装置,10—滑动底座,11—滑组ⅱ,12—夹板ⅲ,13—夹板ⅳ,14—上焊接头,15—下焊接头,16—左直线滑轨,17—左焊接机构,18—锁定装置ⅰ,19—右直线滑轨,20—右焊接机构,21—锁定装置ⅱ,22—塑封体,23—左侧pin引脚,24—右侧pin引脚,25—塑料体,26—焊缝。
具体实施方式
30.为了使本技术的目的、技术方案及优点更加清楚明白,以下结合附图及实施例,对
本技术进行进一步详细说明。应当理解,此处描述的具体实施例仅仅用以解释本技术,并不用于限定本技术。
31.需要说明,若本发明实施例中有涉及方向性指示(诸如上、下、左、右、前、后
……
),则该方向性指示仅用于解释在某一特定姿态(如附图所示)下各部件之间的相对位置关系、运动情况等,如果该特定姿态发生改变时,则该方向性指示也相应地随之改变。
32.结合图1~图7,提供了一种功率转换模块焊接工作台,包括基座组件、直线滑组、左焊接系统、右焊接系统;所述基座组件包括基座1、水平夹持机构;所述直线滑组包括直线导轨8、竖直夹持机构;所述左焊接系统包括左直线滑轨16、左焊接机构17;所述右焊接系统与所述左焊接系统结构和功能均相似。
33.所述水平夹持机构固定于基座1上,用于夹持pin引脚、热阻焊塑料体;所述水平夹持机构包括滑轨2、滑组ⅰ3、夹板ⅰ4、夹板ⅱ5、焊接头组件ⅰ,所述滑组ⅰ位于滑轨2上且可沿滑轨2水平滑动,所述夹板ⅰ4和夹板ⅱ5位于滑组ⅰ3上,在滑组ⅰ3的驱动下,两个夹板实现对pin引脚或热阻焊塑料体进行水平反向夹持或松开;所述焊接头组件ⅰ包括左焊接头6、右焊接头7。
34.所述直线导轨8通过螺栓固定于基座1上;所述竖直夹持机构可沿直线导轨8上下滑动,用于夹持塑封体22;所述竖直夹持机构包括滑动底座10、滑组ⅱ11、夹板ⅲ12、夹板ⅳ13、焊接头组件ⅱ,所述滑动底座10位于直线导轨8上且可沿直线导轨8上下滑动,所述夹板ⅲ12、夹板ⅳ13位于滑组ⅱ11上,在滑组ⅱ11的驱动下,两个夹板实现塑封体22沿竖直方向固定,固定时滑动底座10通过锁定装置9锁定于直线导轨8上;所述焊接头组件ⅱ包括上焊接头14、下焊接头15。
35.所述滑组ⅰ3执行夹板ⅰ4、夹板ⅱ5同步反向夹持动作。
36.所述上焊接头14、下焊接头15分别固定于夹板ⅲ12、夹板ⅳ13内侧。
37.所述左直线滑轨16通过螺栓固定于基座1上;所述左焊接机构17可沿左直线滑轨16滑动,用于激光焊接左侧pin引脚23;所述左焊接结构17作业时通过锁定装置ⅰ18锁定于滑轨上,执行局部z字形焊接。
38.所述右直线滑轨19通过螺栓固定于基座1上;所述右焊接机构20可沿右直线滑轨19滑动,用于激光焊接右侧pin引脚24;所述右焊接机构20作业时通过锁定装置ⅱ21锁定于滑轨上,执行局部z字形焊接。
39.所述左焊接机构17、右焊接机构20可执行不同焊接动作,也可执行中心对称同步焊接动作。
40.焊接时:
41.(1)所述塑封体22通过竖直夹持机构竖直方向固定;所述pin引脚分别通过水平夹持机构的夹板ⅰ4、夹板ⅱ5沿水平方向与塑封体22整体固定;
42.(2)所述塑封体22由上焊接头14、下焊接头15进行整体预热(预热的目的主要是实现激光焊接需要过多热量)后,采用激光焊接进行焊接pin引脚,焊接轨迹采用z字形,与塑封体22切割面的铜层一一对应;
43.(3)所述pin引脚激光焊接后,左焊接头6、右焊接头7加热塑料体;
44.(4)所述塑料体25通过水平夹持机构与焊接pin引脚后的塑封体22固定,并由左焊接头6、右焊接头7采用热阻焊方式与塑封体22和pin引脚包裹为一体。
45.所述上焊接头14、下焊接头15进行整体加热塑封体22,同时左焊接头6、右焊接头7分别进行加热塑料体25,可有效避免热阻焊焊接过程中产生较大温度差。
46.下面结合附图说明本发明的一次使用过程:
47.激光焊接pin引脚时,首先,上焊接头14、下焊接头15分别固定于夹板ⅲ12、夹板ⅳ13内侧;竖直夹持机构的夹板ⅲ12、夹板ⅳ13在滑组ⅱ11的驱动下,通过上焊接头14、下焊接头15实现塑封体22沿竖直方向固定;之后,水平夹持机构的夹板ⅰ4、夹板ⅱ5在滑组ⅰ3的驱动下,分别夹持左侧pin引脚23、右侧pin引脚24沿水平方向与塑封体22整体固定;其次,塑封体22由上焊接头14、下焊接头15进行整体预热后,左焊接机构17、右焊接机构20分别通过手轮驱动沿左直线滑轨16、右直线滑轨19滑动到焊接位置,并分别由锁定装置ⅰ18、锁定装置ⅱ21锁定于滑轨上;再之,左焊接机构17、右焊接机构20采用激光焊接分别焊接左侧pin引脚23、右侧pin引脚24,其中,焊接轨迹采用z字形,与塑封体22切割面的铜层一一对应,焊缝26如图6所示;若功率转换模块所需焊接点较多,可通过移动左焊接机构17、右焊接机构20实现多点焊接;另外,在整个焊接过程中,采用高精度传感器实现预热温度的可视化控制。
48.热阻焊焊接塑料体25时,首先,左焊接机构17、右焊接机构20分别通过手轮驱动沿左直线滑轨16、右直线滑轨19滑动脱离焊接区域;之后,水平夹持机构的夹板ⅰ4、夹板ⅱ5在滑组ⅰ3的驱动下同步反向远离,在左焊接头6、右焊接头7分别安装于夹板ⅰ4、夹板ⅱ5内侧后,再由滑组ⅰ3的驱动下同步反向靠近,至夹持塑料体25与焊接pin引脚后的塑封体22固定;其次,上焊接头14、下焊接头15加热塑封体22,同时左焊接头6、右焊接头7分别加热塑料体25,待热阻焊接完成后停止加热并冷却固化;另外,在整个焊接过程中,采用高精度传感器实现热阻焊接温度的可视化控制。
49.本发明采用激光焊接pin引脚,并采用z字形焊接轨迹,避免虚焊现象,保证了焊接的稳定性;此外采用热阻焊接塑料体,增加塑料体焊接可靠性,减少焊接所需要的时间;提高了该工作台的焊接效率。
50.以上显示和描述了本发明的基本原理、主要特征及优点。本行业的技术人员应该了解,本发明不受上述实施例的限制,上述实施例和说明书中描述的只是说明本发明的原理,在不脱离本发明精神和范围的前提下,凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1