一种立体曲面电路及其生产方法与流程
1.本发明涉及三维立体曲面电路技术领域,具体涉及一种立体曲面电路及其生产方法。
背景技术:
2.三维立体电路是指通过在立体工件表面采用特殊的加工制程,制作出所需的图形与导线,将电子元器件直接焊接到工件曲面上,形成三维立体电路。目前市场上主流的三维立体电路加工方法主要有:
3.1、德国lpkf公司的laser direct structuring(激光直接成型)工艺,步骤为:注塑成型—激光活化—化学镀铜+化学镍金。缺点:需要在原材料中添加lds粒子,原材料成本较高。
4.2、日本sankyo kasei公司two shotmolding(两步注塑)工艺,步骤为:非电路部分注塑—电路部分注塑—化学镀铜+化学镍金。缺点:开发成本较高、工艺复杂。
5.3、日本松下的laser resist imaging(激光选择性去抗蚀剂)工艺,步骤为:工件注塑—化学镀铜—涂覆抗蚀剂—激光选择性去除抗蚀剂—蚀刻—表面处理(镍、金等)。缺点:工序成本和材料成本较高。
6.4、美国optomec公司的aj/aerosol jet(气溶胶态直接喷印)工艺,步骤为:工件注塑成型—喷印气溶涂料—用氙灯或激光或烘炉烧结。缺点:三维布局能力差,工艺复杂。
7.5、奥地利公司plasma innovations(等离子涂覆)工艺。该工艺用低温+微细+常压下的等离子涂覆导电材料方法,直写导电结构,阳极和阴极间的电弧产生等离子流,其能量将输入的铜颗粒熔化,喷到基材上,直接形成导电结构。缺点:线路粗糙,精度差、工艺复杂成本高。
8.因此,需要一种工艺简单、成本较低的立体曲面电路的生产方法,以提高曲面立体电路生产的批量化。
技术实现要素:
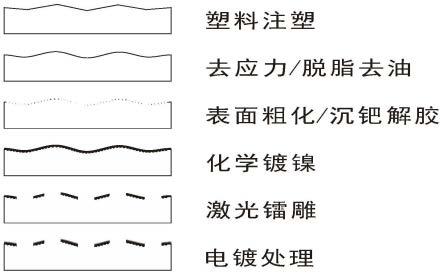
9.针对上述现有技术的缺点或不足,本发明要解决的技术问题是,基于上述问题,本发明提供了一种立体曲面电路的生产方法,采用的工艺步骤为:普通注塑—粗化电镀—激光镭雕—再次电镀。本工艺材料成本低,工艺简单,操作灵活,适合样件和批量生产,能够解决现有技术中存在的原材料成本较高、工艺复杂成本高等问题。
10.第一方面,本技术实施例提供一种立体曲面电路的生产方法,包括以下步骤:
11.s1、塑料注塑:选取热塑性塑料为基材,利用基材成型装置对塑料粒子进行成型处理,得到塑料成型件;
12.s2、去应力:将注塑好的塑料成型件进行通风和浸泡,干燥后,去除塑料成型件的内应力;
13.s3、脱脂去油:将塑料成型件放入化学除油剂中进行化学除油;
14.s4、表面粗化:对塑料成型件表面进行粗化,增加表面的粗糙度;
15.s5、沉钯解胶:利用胶体钯活化剂对塑料成型件进行胶体钯活化处理,然后进行解胶处理;
16.s6、化学镀镍i:对解胶后的塑料成型件进行化学镀镍处理;
17.s7、激光镭雕:对电镀镍的表层,采用激光镭雕处理,在塑料成型件表面形成可用的电镀区和无用的非电镀区;
18.s8、电镀薄铜:对镭雕后的塑料成型件,进行焦磷酸铜镀铜处理、硫酸盐镀铜处理;
19.s9、化学镀镍ii:对硫酸盐镀铜处理后的塑料成型件进行光亮镍处理;
20.s10、镀铬处理:对光亮镍处理后的塑料成型件进行镀铬处理;
21.s11、烘干成型:对镀铬后的塑料成型件进行烘干处理。
22.进一步的是,所述s1中的热塑性塑料可以为:abs、聚丙烯、聚砜、聚碳酸酯、尼龙、酚醛玻璃纤维增强塑料、聚苯乙烯等其中的一种或者数种的共聚、共混物,优选abs。
23.进一步的是,所述s2去应力的浸泡工序,采用溶度为15mol/l的冰乙酸溶液。
24.进一步的是,所述s3的化学除油剂采用碱性溶液。
25.进一步的是,所述s4的粗化处理,增加表层的粗糙程度和接触面积,以增加镀层与塑料之间的结合力。
26.进一步的是,所述s5的沉钯解胶工序由还原-清洗-沉钯-解胶工序组成。
27.进一步的是,所述s6的化学镀镍时的电流密度为3-5a/dm2,电压为1.5-2v,化学镀镍时温度为33-38℃,时间为7-10min。
28.第二方面,本技术实施例提供一种立体曲面电路,所述立体曲面电路采用上述立体曲面电路的生产方法生产。
29.第三方面,本技术实施例提供一种立体曲面电路,包括塑料层、镀镍层、薄铜层、镀镍层、镀铬层。
30.本发明的有益效果是:
31.1、使用本专利的生产方法制作立体曲面电路,能够提高后期金属走线的侧面平整度,提升整个器件的电路电气性能。
32.2、使用本专利的生产方法制作的立体曲面电路,避免了电镀后镀层发生疏松、起泡、开裂等现象,产品的表面耐用性得以延长,且具有优异的耐高温、耐腐蚀等综合性能。
33.3、本专利的生产方法使用的材料成本低,制备方法简单,可以实现大面积制备和工业化。
附图说明
34.图1是本发明立体曲面电路的生产方法工序图;
35.图2是本发明立体曲面电路的结构示意图。
具体实施方式
36.下面结合附图,对本发明的具体实施方式进行详细描述,但应当理解本发明的保护范围并不受具体实施方式的限制。
37.除非另有其它明确表示,否则在整个说明书和权利要求书中,术语“包括”或其变
换如“包含”或“包括有”等等将被理解为包括所陈述的元件或组成部分,而并未排除其它元件或其它组成部分。
38.本发明提供一种立体曲面电路及其生产方法。本发明的曲面立体电路由塑料层、镀镍层、薄铜层、镀镍层、镀铬层组成。
39.立体曲面电路的生产实施过程:
40.s1:塑料注塑:选取热塑性塑料为基材进行融化,将熔融的塑料利用压力注进设置好的塑料制品模具中,冷却成型得到塑料件。热塑性塑料可以为:abs、聚丙烯、聚砜、聚碳酸酯、尼龙、酚醛玻璃纤维增强塑料、聚苯乙烯等其中的一种或者数种的共聚、共混物,优选abs。abs塑料是丙烯腈(a)、丁二烯(b)、苯乙烯(s)三种单体的三元共聚物。
41.s2:去应力:将注塑好的塑料件放置在通风处静止12-24小时,放置的环境温度应维持在15~35℃之间,以减少塑料饰板的内应力,当塑料件达到放置时间要求后,将塑料饰板放入溶度为15mol/l的冰乙酸浸泡池内浸泡,维持20分钟~30分钟。最后将塑料件取出,悬挂在暗室内进行阴干。
42.s3:脱脂去油:将去应力后的塑料件放置在除油槽中,除油剂主要成分包括20-30g/l的氢氧化钠溶液和30-40g/l的碳酸钠溶液和20-30g/l的磷酸钠溶液以及3-5g/l的阴离子聚丙烯酰胺,除油剂的温度应控制在50~60℃,时间控制在5-10分钟,除油完成后放入超声波清洗机进行清洗,最后采用100%自来水喷淋水洗,喷淋水洗时间为3-6分钟,直至表面未残留除油剂为止。
43.s4:表面粗化:将清洗干净的塑料饰板送入粗化槽进行粗化处理,并在粗化槽内倒入粗化液并浸没塑料饰板,粗化液的主要成分为390-410g/l的铬酸和380-420g/l的硫酸以及适量的雾化剂混合而成的溶液,水溶液依据工艺过程进行适当的调剂和添加。溶液的温度为65~75℃,粗化时间为8-15分钟,随后放入清洗槽内进行清洗。
44.s5:沉钯解胶:将粗化完成的塑料件放入还原槽内进行处理,并在还原槽内加入还原剂浸没塑料件,还原剂的主要成分为14-20ml/l的盐酸和0.3-0.5ml/l的水合联氨混合而成,还原温度与室温相同,还原时间为2-3分钟,随后放入清洗槽内进行清洗。然后将塑料件送入到含有钯活化液的钯活化槽中,钯活化液为含有钯离子的混合水溶液,钯离子12~30ppm、盐酸220~320ml/l、氯化亚锡2~6g/l。钯活化温度为26~32℃,钯活化时间为1~6min,随后再次送入清洗槽中清洗干净。最后入解胶槽内进行处理,并在解胶槽内加入解胶槽淹没塑料件,解胶液的主要成分为150-300g/l的盐酸,解胶温度为50-60℃,解胶时间为3-5分钟。
45.s6:化学镀镍:将沉钯解胶完成的塑料件放入电镀槽内进行处理,并在电镀槽内加入电镀镍液,电镀镍液的主要成分为硫酸镍25-32g/l,次磷酸钠10-16g/l,柠檬酸钠35-50g/l,氯化铵35-50g/l。电镀时的电流密度为3-5a/dm2,电压为1.5-2v,化学镀温度为33-38℃,时间为7-10min。
46.s7:激光镭雕:首先设置电路图纸,利用激光镭雕机在镀镍后的塑料件上,将不需要的电镀层部分去除。利用在激光镭雕机上精准定位,和抓拍产品的特征位置,激光镭雕机上的高速振镜扫描器进行位置调节,从而补偿定位上的偏差。激光的能量为15w-20w,激光的频率为40khz,激光的速度为2000-2500mm/s,激光的填充间距为0.04mm。最终在塑料件表面形成可用的电镀区和无用的非电镀区。
47.s8:电镀薄铜:将镭雕后的塑料件放入电镀槽内进行处理,并在电镀槽内加入电镀铜液,电镀铜液的主要成分为80-150g/l的硫酸铜、0.005-0.02g/l的醇硫基丙烷磺酸钠、15-30g/l的硫酸钠、60-80g/l的羟基亚乙基二膦酸、20-30g/l盐酸、30-50g/l的硫酸、40-60g/l的去离子水,ph值调节在6-8。电镀时的电流密度为1-2a/dm2,电镀时间为10-15分钟。
48.s9:化学镀镍:将电镀薄铜完成的塑料件放入电镀槽内进行处理,并在电镀槽内加入电镀镍液,电镀镍液的主要成分为硫酸镍25-32g/l,次磷酸钠10-16g/l,柠檬酸钠35-50g/l,氯化铵35-50g/l。电镀时的电流密度为3-5a/dm2,电压为1.5-2v,化学镀温度为33-38℃,时间为7-10min。
49.s10:镀铬处理:将镀镍完成的塑料件放入电镀槽内进行处理,并在电镀槽内加入电镀铬液,电镀铬液的主要成分为0-15g/l的硫酸铬,1-5g/l的乙酸,1~5g/l的硼酸,100-180g/l的硫酸钾,1-5g/l的乙烯基磺酸钠,0.5-1g/l的酒石酸钠,0.5-1g/l的氨基磺酸钾,用水和30%硫酸进行调节,溶液ph控制在2~3。电镀时的电流密度5-10a/dm2,电压为3.3-5.1v,电镀时间为5-10分钟。
50.s11:烘干成型:将电镀铬处理后的塑料件放入带有排风装置的烘箱中,设置烘干温度为50~60℃,时间为1~1.5h。
51.本发明专利中,在粗化处理、施镀过程中,选用特定的处理液、电镀液,增加了镀层与塑料之间的结合力,避免了电镀后镀层发生疏松、起泡、开裂等现象,使产品的表面耐用性得以延长,且具有优异的耐高温、耐腐蚀等综合性能。
52.在化学镀镍后的塑料件的表面进行激光镭射,将不需要保留的部分用激光镭雕的方式去除掉,这样在塑料件表面形成可用的电镀区和无用的非电镀区。接着我们再次电镀,电镀方法采用酸铜首先在塑料件表面的电镀区进行电镀薄铜处理,酸铜可以溶解化学镀镍过程中溢镀的镍,提高镍层的平整度,进而提高后期金属走线的侧面平整度,提升整个器件的电路电气性能。
53.这样在曲面的塑料上,制作有电气功能的导线、图形,并直接在壳体上安装元器件并使其电气互连,从而实现电路板的电气互连功能、支承元器件功能和塑料壳体的支撑、防护功能以及由机械实体与导电图形成结合而产生的屏蔽、天线等功能集成于一体,立体曲面电路。同时物材料成本低,制备方法简单,可以实现大面积制备和工业化。
54.以上内容仅是本发明的实施例,方案中公知的具体结构及特性等常识在此未作过多描述,本领域技术人员容易理解的是,本发明的保护范围显然不局限于这些具体实施方式。在不脱离本发明的前提下,还可以作出若干变形和改进,这些也应该视为本发明的保护范围,这些都不会影响本发明实施的效果和专利的实用性。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1