可穿戴弹性加热片及其制作方法与流程
1.本发明涉及智能穿戴领域,具体是一种可穿戴弹性加热片及其制作方法。
背景技术:
2.市面上用于智能穿戴中的加热片几乎都是片状且没有弹力的,只能局限地用于对弹力没有要求的服饰上,如棉服、羽绒服、围巾等,或用于有弹力的服饰上后,应用位置会失去了弹力,给用户带来不适感。用于服饰加热的加热片现主要有两种,一种是用加热丝在没有弹力的布上布线,而实现加热,其缺点是加热不够均匀且穿着时会有明显的线感;一种是将石墨烯等加热材料封装成薄片后,应用于服饰上,虽然轻薄,但是没有弹力,极大影响用户的穿着舒适度,适用性较差。
3.用于服饰加热的加热片现主要有两种,一种是用加热长丝在没有弹力的布上布线,而实现加热,其缺点是加热不够均匀且穿着时会有明显的线感;一种是将石墨烯等加热材料封装成薄片后,应用于服饰上,虽然轻薄,但是没有弹力,极大影响用户的穿着舒适度,适用性较差。
技术实现要素:
4.在下文中给出了关于本发明实施例的简要概述,以便提供关于本发明的某些方面的基本理解。应当理解,以下概述并不是关于本发明的穷举性概述。它并不是意图确定本发明的关键或重要部分,也不是意图限定本发明的范围。其目的仅仅是以简化的形式给出某些概念,以此作为稍后论述的更详细描述的前序。
5.针对以上问题,本发明提出一种弹性恢复好,发热均匀、穿着舒适度高的可穿戴弹性加热片,其使用有弹性的加热材料,该材料四面具有良好的拉伸性能,电阻及加热性能稳定;采用疏水抗氧化弹性电加热体,该疏水抗氧化弹性电加热体通过将导电颗粒喷射在弹性布料上制作而成,随后通过化学处理使得表面形成疏水抗氧化膜;使用金属铆合结构,连接位置稳定且导电率高;且采用热压成型,结构轻薄,适用性强。
6.根据本技术的一个方面,提供一种可穿戴弹性加热片,包括依次层叠的上封装部、弹性电加热体和下封装部,以及与弹性电加热体电连接的电极端;其中,所述上封装部和下封装部均具有一定的弹性恢复力,所述弹性电加热体具有导电性能以及一定的弹性恢复力,并设于上封装部与下封装部之间;所述电极端包括具有良好导电性能的第一金属铆合件和第二金属铆合件,所述上封装部设置有与第一金属铆合件和第二金属铆合件匹配的第一孔洞和第二孔洞,所述第一金属铆合件安装于上封装部的第一孔洞上作为正极输入端,所述第二金属铆合件安装于上封装部的第二孔洞上作为负极输出端。
7.进一步的,所述弹性电加热体为具有导电层的弹性布料,具体的,所述弹性电加热体是以弹性布料作为基底材料,并在基底材料上附着着导电材料而实现,该导电材料相互接触形成导电网络。制作时,弹性电加热体通过将导电材料颗粒喷射在弹性布料上制作而成,随后通过化学处理使得表面形成疏水抗氧化膜。进一步的,弹性电加热体通过将导电材
料颗粒喷射在弹性布料是具体是,在弹性布料上的中部位置设置多条平行的s型的隔离带(其长度不短于整个弹性布料长度的一半),然后再将导电材料颗粒喷射在弹性布料即可,这样使得导电材料相互接触形成导电网络具有间隔且不间断。现有技术中一般是采用全铺纱线来实现,但是此种方式极易产生静电,故本发明研究了弹性布料输送过程静电起电规律,因此采用隔离带的方式,可大大避免现有技术的静电现象的发生。
8.其中,所述弹性电加热体的弹性布料上附着的导电材料具有抗氧化层以及疏水层,该材料裁成一定图案后设于上封装部与下封装部之间。其中,弹性电加热体的布料纤维上附着的导电材料是石墨颗粒,石墨烯颗粒,碳纳米管颗粒,不锈钢颗粒,银颗粒,铜颗粒,镍颗粒,锡颗粒或者铁颗粒等金属颗粒;其颗粒形状可为球形颗粒,针形颗粒,柱状颗粒,管型颗粒,线型颗粒。
9.进一步优选的,所述弹性电加热体的弹性布料不限层数,且弹性电加热体位于电极端的正极输入端和负极输出端的位置处设有用于铆合的孔洞,并与上封装部的第一孔洞和第二孔洞相对应。
10.进一步的,所述上封装部、弹性电加热体和下封装部均为片式结构,且上封装部、弹性电加热体与下封装部通过热压成型为一体,其结合方式可以是附上胶膜、网胶、洞胶或者点胶。具体的,加热材料裁成设定图案后,用金属铆合件(第一金属铆合件和第二金属铆合件)将其与上封装部的小孔(第一孔洞和第二孔洞)匹配进行铆合,再将上封装部与下封装部进行压合,一体封装,实现弹性无感加热片。
11.进一步的,所述电极端的第一金属铆合件和第二金属铆合件采用磁扣或者按扣等铆合形式连接。
12.根据本技术的另一方面,提供一种可穿戴弹性加热片的制作方法,包括:
13.制作具有一定的弹性恢复力的上封装部和下封装部;所述上封装部上设有第一孔洞和第二孔洞;
14.制作具有导电性能以及一定的弹性恢复力的弹性电加热体;
15.制作具有良好导电性能的第一金属铆合件和第二金属铆合件;
16.所述弹性电加热体位于上封装部的第一孔洞和第二孔洞位置处对应设置两个孔洞;
17.将弹性电加热体裁剪为预定形状并将其两个孔洞与上封装部的第一孔洞和第二孔洞对齐,并将第一金属铆合件或第二金属铆合件先穿过上封装部的第一孔洞或第二孔洞,再穿过弹性电加热体的孔洞并铆压固定;
18.将下封装部对齐铆压固定后的上封装部进行热压,完成可穿戴弹性加热片的制作。
19.进一步的,将下封装部对齐铆压固定后的上封装部进行热压之前,所述上封装部与下封装部之间还进行上胶处理,上胶可以是附上胶膜、网胶、洞胶或者点胶。
20.进一步的,所述第一金属铆合件安装于上封装部的第一孔洞上作为正极输入端,所述第二金属铆合件安装于上封装部的第二孔洞上作为负极输出端,正极输入端和负极输出端构成导电回路。
21.本发明通过上述方案,整体使用有一定弹力的材料,最终实现加热片也具有良好的弹性以及穿着舒适度,可实现智能穿戴的无感穿着。本发明的加热片的加工工艺简单,大
大降低了生产成本。同时,本发明的加热片具有抗腐蚀性,耐水洗性,满足产品日常使用需求。其工序简单,可操作性强,生产效率高。此外,该本发明的可穿戴弹性加热片应用灵活度高,能够根据不同穿着部位来设计不同尺寸及功率的加热片,具有很好的实用性。
附图说明
22.本发明可以通过参考下文中结合附图所给出的描述而得到更好的理解,其中在所有附图中使用了相同或相似的附图标记来表示相同或者相似的部件。所述附图连同下面的详细说明一起包含在本说明书中并且形成本说明书的一部分,而且用来进一步举例说明本发明的优选实施例和解释本发明的原理和优点。在附
23.图中:
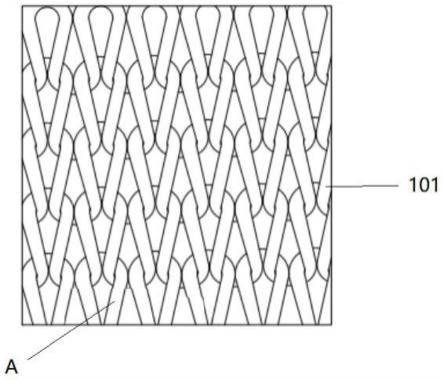
24.图1a为本发明具体实施例的弹性电加热体的整体示意图;
25.图1b为图1a中的a处示意图;
26.图1c为图1b中的b处示意图;
27.图2为本发明具体实施例的可穿戴弹性加热片的平面正视图;
28.图3为本发明具体实施例的上封装部的平面正视图;
29.图4为本发明具体实施例的下封装部的平面正视图;
30.图5为本发明具体实施例的弹性电加热体的平面正视图;
31.图6为本发明具体实施例的电极端一种铆合件示意图。
具体实施方式
32.下面将参照附图来说明本发明的实施例。在本发明的一个附图或一种实施方式中描述的元素和特征可以与一个或更多个其它附图或实施方式中示出的元素和特征相结合。应当注意,为了清楚的目的,附图和说明中省略了与本发明无关的、本领域普通技术人员已知的部件和处理的表示和描述。
33.在本发明的描述中,需要理解的是,术语“第一”、“第二”、“第三”仅用于描述目的,而不能理解为指示或暗示相对重要性。此外,除非另有明确的规定和限定,术语“安装”、“相连”、“连接”应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或一体地连接;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通。对于本领域的普通技术人员而言,可以具体情况理解上述术语在本发明中的具体含义。
34.实施例1
35.本发明实施例提供一种可穿戴弹性加热片,参见图1a、图1b、图1c、图2-图6,各标号所对应部件如下:1是弹性电加热体,2是上封装部,3是下封装部,4是电极端;101为弹性电加热体的基底材料的组成纱线,102为纱线上的导电纤维,103为导电颗粒,104为疏水层,105为弹性电加热体的孔洞;401和402分别为构成电极端的第一金属铆合件401和第二金属铆合件402。
36.具体的,本技术的可穿戴弹性加热片,包括弹性电加热体1,上封装部2,下封装部3和电极端4。其中,参见图1a、图1b、图1c,弹性电加热体1包括基底材料的组成纱线101,导电纤维102,导电颗粒103,疏水层104,弹性加热体的孔洞105。
37.弹性电加热体1为具有导电层的弹性布料,其是以弹性布料作为基底材料,并在基底材料上附着着导电材料而实现,该导电材料相互接触形成导电网络。制作时,弹性电加热体通过将导电材料颗粒喷射在弹性布料上制作而成,随后通过化学处理使得表面形成疏水抗氧化膜。具体的,弹性电加热体通过将导电材料颗粒喷射在弹性布料是具体是,在弹性布料上的中部位置设置多条平行的s型的隔离带(其长度不短于整个弹性布料长度的一半),然后再将导电材料颗粒喷射在弹性布料即可,这样使得导电材料相互接触形成导电网络具有间隔且不间断。隔离带的设置可通过先设置s型隔离件来遮挡,喷涂之后再去除隔离件;也可以是直接通过设置s型非导电材料来实现,具体根据实际工艺条件来选择。现有技术中一般是采用全铺纱线来实现,但是此种方式极易产生静电,故本发明研究了弹性布料输送过程静电起电规律,因此采用隔离带的方式,可大大避免现有技术的静电现象的发生。
38.其中,导电材料是石墨颗粒,石墨烯颗粒,碳纳米管颗粒,不锈钢颗粒,银颗粒,铜颗粒,镍颗粒,锡颗粒或者铁颗粒等金属颗粒;其颗粒形状可为球形颗粒,针形颗粒,柱状颗粒,管型颗粒,线型颗粒等形状。
39.上封装部2和下封装部3为具有一定弹性恢复的材料,特别的,上封装部2需设置有至少两个用于铆合金属件的小孔,本实施例中,上封装部设有两个孔洞,201为第一孔洞,202为第二孔洞。弹性电加热体1为一种镀有金属粒子且具有良好导电性能的、以及具有一定弹性恢复的材料,该材料裁成一定图案后设于上封装部2与下封装部3之间;电极端4至少包括正极输入端和负极输出端,由具有良好导电性能的金属件铆合组成。上述组件均为片式结构,且上封装部2与下封装部3的结合方式包括但不限于附上胶膜、网胶、洞胶、点胶,通过包括但不限于热压的方式将弹性电加热体1封装起来。具体的,弹性电加热体1裁成设定图案后,通过第一金属铆合件和第二金属铆合件将其与上封装部2的第一孔洞201和第二孔洞202配比并进行铆合,再将上封装部2与下封装部3进行压合,进行一体封装,实现弹性无感加热片。弹性电加热体1为u型设计。
40.其中,第一金属铆合件安装于上封装部2的第一孔洞上作为正极输入端,第二金属铆合件安装于上封装部2的第二孔洞上作为负极输出端。电极端4的第一金属铆合件和第二金属铆合件采用磁扣或者按扣等铆合形式。
41.实施例2
42.本发明实施例提供一种可穿戴弹性加热片的制作方法,包括:
43.制作具有一定的弹性恢复力的上封装部2和下封装部3;上封装部2上设有第一孔洞和第二孔洞;
44.制作具有导电性能以及一定的弹性恢复力的弹性电加热体1;
45.制作具有良好导电性能的第一金属铆合件和第二金属铆合件;
46.弹性电加热体1位于上封装部2的第一孔洞和第二孔洞位置处对应设置两个孔洞;
47.将弹性电加热体1裁剪为预定形状并将其两个孔洞与上封装部2的第一孔洞和第二孔洞对齐,并将第一金属铆合件或第二金属铆合件先穿过上封装部2的第一孔洞或第二孔洞,再穿过弹性电加热体1的孔洞并铆压固定;
48.将下封装部3对齐铆压固定后的上封装部2进行热压,完成可穿戴弹性加热片的制作。
49.其中,将下封装部3对齐铆压固定后的上封装部2进行热压之前,上封装部2与下封
装部3之间还进行上胶处理,上胶可以是附上胶膜、网胶、洞胶或者点胶。
50.第一金属铆合件安装于上封装部2的第一孔洞上作为正极输入端,第二金属铆合件安装于上封装部2的第二孔洞上作为负极输出端,正极输入端和负极输出端构成导电回路。
51.设计时,根据功能需要,弹性电加热体可设计不同形状、大小、尺寸、厚度的加热片,也可根据加热位置及加热效果需要,设计相应图案和发热功率的加热片。将裁好特定形状的弹性电加热体与上封装部对好小孔位置后,用金属铆合组件一先穿过上封装部的小孔再穿过弹性电加热体的小孔后,盖上组件二后进行铆压,再将下封装部对齐铆压后的上封装部,进行热压,即可完成可穿戴弹性加热片的制作。其加工工艺简单,降低生产成本。工序简单,可操作性强,生产效率高。整体使用有一定弹力的材料,最终实现加热片也具有良好的弹性以及穿着舒适度。上述弹性电加热体应用灵活度高,能够根据不同穿着部位来设计不同尺寸及功率的加热片。此外,弹性电加热体为u型设计,加热迅速且均匀。
52.应该强调,术语“包括/包含”在本文使用时指特征、要素、步骤或组件的存在,但并不排除一个或更多个其它特征、要素、步骤或组件的存在或附加。
53.尽管上面已经通过对本发明的具体实施例的描述对本发明进行了披露,但是,应该理解,上述的所有实施例和示例均是示例性的,而非限制性的。本领域的技术人员可在所附权利要求的精神和范围内设计对本发明的各种修改、改进或者等同物。这些修改、改进或者等同物也应当被认为包括在本发明的保护范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1