一种LED铝基板及其成型加工系统的制作方法
一种led铝基板及其成型加工系统
技术领域
1.本发明涉及铝基板加工技术领域,特别涉及一种led铝基板及其成型加工系统。
背景技术:
2.铝基板是一种使用铝作为基板的板材,其具有良好的散热。在led灯的应用中,因为led灯的发热量较大,如果不及时把热量散走,led灯的亮度就容易衰减,甚至烧坏芯片。从而将led灯珠设置在铝基板上能够增加其使用寿命。
3.常用的led铝基板位圆形或者方形结构,该结构的led铝基板多应用在球泡灯上,随着家庭对led灯的美观度要求越来越高,具有一定造型的led铝基板也得到广泛应用,如弧形结构的led灯,其设置在扇形的铝基板上。
4.led铝基板铝基板进行生产加工时存在的问题如下:led铝基板尺寸较小,从而对于单片生产的led铝基板加工效率较为低下,对于批量化生产的led铝基板进行冲切时,由于无法对其进行全方位的定位,从而造成led铝基板加工精度较低;led铝基板进行传送或者加工时会因摩擦力造成led铝基板的面层刮花而发生损坏,每种led铝基板的裁切加工机械只能够针对特定的一种型号进行生产加工,导致其适用性较差。
技术实现要素:
5.本发明的目的在于克服现有技术的不足之处而提供一种led铝基板,包括连接板和铝基板本体,所述连接板的数量为二,两个连接板之间并沿其长度方向均匀设置有铝基板本体,铝基板本体为扇形结构,铝基板本体上对称开设有连接孔,铝基板本体与连接板之间为断点连接。
6.该led铝基板采用成型加工系统进行成型加工,led铝基板的成型加工系统包括加工底座,加工底座的上方沿其宽度方向对称设置有两个传输带,两个传输带的相背侧均连接有传输连板,两个传输连板的相背侧连接在t型板的水平段上,t型板的下端连接有联动件,联动件用于控制两个t型板进行相向或者相背运动;t型板的上端安装有卡位板。
7.两个所述传输带之间设置有冲切支撑板,冲切支撑板的下端通过顶伸气缸安装在加工底座的顶部,冲切支撑板的正上方且位于传输带的上侧分布有冲切部,冲切部连接在外部的自由端上。
8.所述冲切部包括连接在外部自由端上的冲切架,冲切架为u型结构,冲切架上滑动设置有位移调节座,位移调节座的底部通过冲切液压缸连接有冲切安装板,冲切安装板上安装有两个冲切刀。
9.所述冲切支撑板为宽度可调节结构,从而配合两个传输带进行相向或者相背调节,使得本加工系统对不同宽度的led铝基板进行成型加工。
10.进一步的,所述联动件包括安装在加工底座上的联动立板,联动立板上转动连接有联动杆,联动杆的两端设置有螺纹方向相反的螺纹,联动杆的两端均通过螺纹配合的方式与t型板的下端相连接,联动杆的其中一端的末端连接有调节手柄,联动杆另一端的末端
通过稳固板连接在加工底座的顶部。
11.进一步的,所述冲切架的中部开设有供位移调节座进行滑动的限位滑槽,位移调节座的上端通过螺纹配合的方式连接在调节丝杠上,调节丝杠上的丝杠电机连接在冲切架的竖直段内壁。
12.进一步的,两个所述冲切刀均设置有多个型号,用于对不同型号的led铝基板进行冲切,冲切刀均为弧形结构,且冲切刀的弧度与led铝基板两个弧形面相对应,其中一个冲切刀的两端设置有斜切刀,冲切刀通过螺栓锁定在冲切安装板上。
13.进一步的,所述冲切支撑板包括连接在顶伸气缸上端的横板,横板沿传输带的传送方向延伸,横板的顶部沿其长度方向均匀设置有双向弹簧杆,双向弹簧杆的两端均连接有收扩板,两个收扩板之间滑动连接有穿插板,穿插板设置有多种宽度型号。
14.进一步的,所述穿插板的底部沿其长度方向均匀设置有对位槽,对位槽的内壁通过下压弹簧安装有对位压块,对位压块的下端面为弧形面,对位压块的位置与双向弹簧杆的位置一一对应,且对位压块的两端均设置有缺口。
15.进一步的,所述收扩板顺应传输带的一端设置有竖直凸起,竖直凸起的上端设置有倾斜倒角,收扩板的另一端的相对侧设置有便于穿插板进行穿插的斜槽。
16.进一步的,所述收扩板设置斜槽的一端均连接有l型结构的推送板,推送板上通过螺纹配合的方式连接有推送螺杆,推送螺杆的末端转动连接有推送滑块,推送滑块的下端与收扩板的顶部滑动配合,推送滑块远离推送螺杆的一端连接有推送活塞。
17.进一步的,所述推送活塞的固定端通过气管与气囊相连接,气囊固定在收扩板上,气囊为自动复位式气囊。
18.进一步的,所述卡位板与冲切支撑板配合对led铝基板进行夹持定位,两个卡位板的相对侧均设置有与气囊位置相对应的挤压体,两个卡位板的下侧面中部均设置有对led铝基板进行宽度方向正位的梯形体。
19.与现有技术相比,本发明的有益效果为:
20.一、本发明得led铝基板采用一组连接板连接多个铝基板本体的生产方式,使得led铝基板的加工效率较高;另外本发明led铝基板的成型加工系统采用传送带传送的方式能够有效防止led铝基板产生摩擦而发生损坏的现象,成型加工系统通过将led铝基板进行全方位的定位,从而增加led铝基板的加工精度,成型加工系统还能够针对不同尺寸不同型号的led铝基板进行成型加工处理,增加本发明的适用性。
21.二、本发明通过转动调节手柄能够带动两个t型板进行同步向内或者同步向外移动,t型板通过传输连板带动传输带进行同步移动,进而根据led铝基板的宽度使得传输带的间距得到调节,且这种调节方式使得不同型号的led铝基板的中部位置不会发生变化,便于led铝基板进行定位和冲切。
22.三、本发明通过顶伸气缸的伸长运动带动冲切支撑板将led铝基板托起,卡位板能够对led铝基板两侧的连接板进行阻挡,使得led铝基板被锁定住,便于对led铝基板进行冲切处理。
23.四、本发明可以根据led铝基板的宽度选择合适宽度的穿插板,两个收扩板与穿插板组合形成led铝基板的下支撑,便于led铝基板切割时不会发生弯折的现象。
24.五、本发明冲切支撑板向上移动时,气囊会首先与挤压体相接触,挤压体将气囊中
的气体挤压到推送活塞内,使得推送活塞的活塞杆推动led铝基板向右移动,同时led铝基板在梯形体的导向作用下移动到两个梯形体之间,从而led铝基板的前后位置得到定位,led铝基板全方位的定位能够增加其冲切精度。
附图说明
25.下面接合附图和实施例对本发明进一步说明。
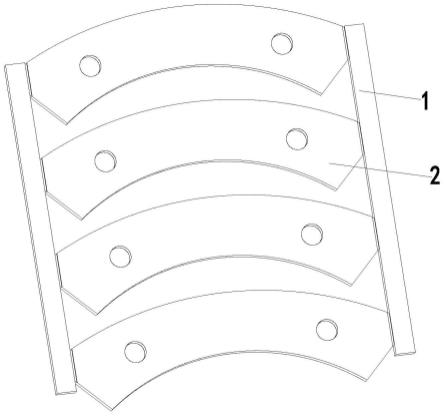
26.图1是led铝基板的结构示意图。
27.图2是led铝基板成型加工系统的正视结构示意图。
28.图3是led铝基板成型加工系统的正视平面示意图。
29.图4是led铝基板成型加工系统的侧视结构示意图。
30.图5是led铝基板成型加工系统的侧视平面示意图。
31.图6是led铝基板成型加工系统中冲切部的结构示意图。
32.图7是led铝基板成型加工系统中冲切支撑板的俯视结构示意图。
33.图8是led铝基板成型加工系统中冲切支撑板的仰视结构示意图。
34.图9是led铝基板成型加工系统中冲切支撑板的断面图。
35.图中:1、连接板;2、铝基板本体;3、加工底座;4、传输带;5、传输连板;51、t型板;6、联动件;61、联动立板;62、联动杆;63、稳固板;7、卡位板;71、挤压体;72、梯形体;8、冲切支撑板;81、顶伸气缸;9、冲切部;91、冲切架;92、位移调节座;93、冲切液压缸;94、冲切安装板;95、冲切刀;96、限位滑槽;97、调节丝杠;82、横板;83、双向弹簧杆;84、收扩板;85、穿插板;851、对位槽;852、下压弹簧;853、对位压块;854、缺口;841、竖直凸起;842、斜槽;843、推送板;844、推送螺杆;845、推送滑块;846、推送活塞;847、气囊。
具体实施方式
36.为更好地说明本发明的目的、技术方案和优点,下面将结合具体实施例对本发明进一步说明。本领域技术人员应当理解,此处所描述的具体实施例仅用以解释本发明,并不用于限定本发明。
37.参阅图1,一种led铝基板,包括连接板1和铝基板本体2,所述连接板1的数量为二,两个连接板1之间并沿其长度方向均匀设置有铝基板本体2,铝基板本体2为扇形结构,铝基板本体2上对称开设有连接孔,铝基板本体2与连接板1之间为断点连接,断点连接能够便于铝基板本体2从连接板1取下,且本发明多个铝基板本体2连接在连接板1上,便于其进行包装和运输,本发明采用一组连接板1连接多个铝基板本体2的生产方式,使得led铝基板的加工效率较高。
38.参阅图2-图5,该led铝基板采用成型加工系统进行成型加工,led铝基板的成型加工系统包括加工底座3,加工底座3的上方沿其宽度方向对称设置有两个传输带4,两个传输带4的相背侧均连接有传输连板5,两个传输连板5的相背侧连接在t型板51的水平段上,t型板51的下端连接有联动件6,t型板51的下端与加工底座3滑动配合连接,联动件6用于控制两个t型板51进行相向或者相背运动;t型板51的上端安装有卡位板7,本加工系统能够针对led铝基板的结构将其进行冲切,使得连接板1和铝基板本体2能够成型,具体的,首先将需要加工的led铝基板放置在传输带4上,led铝基板的连接板1搭在传输带4上,通过传输带4
的传输能够防止led铝基板在传送过程中发生摩擦,造成led铝基板损坏,通过联动件6能够调节两个传输带4之间的距离,以便本加工系统能够对不同宽度的led铝基板进行成型加工。
39.参阅图4,所述联动件6包括安装在加工底座3上的联动立板61,联动立板61上转动连接有联动杆62,联动杆62的两端设置有螺纹方向相反的螺纹,联动杆62的两端均通过螺纹配合的方式与t型板51的下端相连接,联动杆62的其中一端的末端连接有调节手柄,联动杆62另一端的末端通过稳固板63连接在加工底座3的顶部,通过转动调节手柄能够带动两个t型板51进行同步向内或者同步向外移动,t型板51通过传输连板5带动传输带4进行同步移动,此时卡位板7同步移动,进而根据led铝基板的宽度使得传输带4的间距得到调节,且这种调节方式使得不同型号的led铝基板的中部位置不会发生变化,便于led铝基板进行定位和冲切。
40.参阅图3,两个所述传输带4之间设置有冲切支撑板8,冲切支撑板8的下端通过顶伸气缸81安装在加工底座3的顶部,所述冲切支撑板8为宽度可调节结构,从而配合两个传输带4进行相向或者相背调节,使得本加工系统对不同宽度的led铝基板进行成型加工,当需要对led铝基板进行冲切加工时,通过顶伸气缸81的伸长运动带动冲切支撑板8将led铝基板托起,卡位板7能够对led铝基板两侧的连接板1进行阻挡,使得led铝基板被锁定住,便于对led铝基板进行冲切处理。
41.参阅图5、图8,所述冲切支撑板8包括连接在顶伸气缸81上端的横板82,横板82沿传输带4的传送方向延伸,横板82的顶部沿其长度方向均匀设置有双向弹簧杆83,双向弹簧杆83的伸缩短具有收缩力,双向弹簧杆83的两端均连接有收扩板84,两个收扩板84之间滑动连接有穿插板85,穿插板85设置有多种宽度型号,根据led铝基板的宽度挑选合适宽度的穿插板85,然后将穿插板85从收扩板84的左侧插入,在双向弹簧杆83两端伸缩端的作用下,两个收扩板84与穿插板85组合形成led铝基板的下支撑,便于led铝基板切割时不会发生弯折的现象。
42.参阅图9,所述穿插板85的底部沿其长度方向均匀设置有对位槽851,对位槽851的内壁通过下压弹簧852安装有对位压块853,对位压块853的下端面为弧形面,对位压块853的位置与双向弹簧杆83的位置一一对应,且对位压块853的两端均设置有缺口854,穿插板85插放到位后,对位压块853能够卡在双向弹簧杆83的上侧,这种方式能够对穿插板85起到定位的作用,还能够使得穿插板85处于对led铝基板支撑状态时不会发生位移。
43.参阅图7,所述收扩板84顺应传输带4的一端设置有竖直凸起841,竖直凸起841的上端设置有倾斜倒角,收扩板84的另一端的相对侧设置有便于穿插板85进行穿插的斜槽842,竖直凸起841能够对led铝基板的右侧面进行限位,防止led铝基板左右位置发生偏斜造成其成型加工效果差。
44.参阅图7,所述收扩板84设置斜槽842的一端均连接有l型结构的推送板843,推送板843上通过螺纹配合的方式连接有推送螺杆844,推送螺杆844的末端转动连接有推送滑块845,推送滑块845的下端与收扩板84的顶部滑动配合,推送滑块845远离推送螺杆844的一端连接有推送活塞846,根据led铝基板的长度转动推送螺杆844,使得推送活塞846的位置得到调节,推送活塞846用于冲切支撑板8向上移动到支撑位置后对led铝基板的左侧进行推送,使得led铝基板的右端抵在竖直凸起841上,从而完成led铝基板左右位置的对位。
45.参阅图5、图7,所述推送活塞846的固定端通过气管与气囊847相连接,气囊847固定在收扩板84上,气囊847为自动复位式气囊;复位式气囊能够在受到挤压时发生形变,挤压力消失时气囊847能够自动回复到初始状态,复位式气囊在工业生产以及生活中应用较为广泛,此处不作过多赘述,所述卡位板7与冲切支撑板8配合对led铝基板进行夹持定位,两个卡位板7的相对侧均设置有与气囊847位置相对应的挤压体71,两个卡位板7的下侧面中部均设置有对led铝基板进行宽度方向正位的梯形体72,当冲切支撑板8向上移动时,气囊847会首先与挤压体71相接触,挤压体71将气囊847中的气体挤压到推送活塞846内,使得推送活塞846的活塞杆推动led铝基板向右移动,同时led铝基板在梯形体72的导向作用下移动到两个梯形体72之间,从而led铝基板的前后位置得到定位,led铝基板全方位的定位能够增加其冲切精度。
46.参阅图6,所述冲切支撑板8的正上方且位于传输带4的上侧分布有冲切部9,冲切部9连接在外部的自由端上,冲切部9包括连接在外部自由端上的冲切架91,冲切架91为u型结构,冲切架91上滑动设置有位移调节座92,位移调节座92的底部通过冲切液压缸93连接有冲切安装板94,冲切安装板94上安装有两个冲切刀95,冲切部9能够对定位完成后的led铝基板进行冲切处理。
47.继续参阅图6,所述冲切架91的中部开设有供位移调节座92进行滑动的限位滑槽96,位移调节座92的上端通过螺纹配合的方式连接在调节丝杠97上,调节丝杠97上的丝杠电机连接在冲切架91的竖直段内壁,当led铝基板定位完成需要进行冲切时,通过调节丝杠97能够精确调节位移调节座92的位置,使得冲切刀95移动到冲切位置,然后控制冲切液压缸93进行伸长运动,冲切刀95能够对led铝基板进行冲切处理,之后控制冲切液压缸93回复到初始位置,并控制调节丝杠97调节位移调节座92到下一个冲切位置,重复数次能够完成led铝基板整体的冲切。
48.继续参阅图6,两个所述冲切刀95均设置有多个型号,用于对不同型号的led铝基板进行冲切,冲切刀95均为弧形结构,且冲切刀95的弧度与led铝基板两个弧形面相对应,其中一个冲切刀95的两端设置有斜切刀,冲切刀95通过螺栓锁定在冲切安装板94上,根据led铝基板的型号更换合适型号的冲切刀95,从而增加本发明的适用性,本实施例中,两个冲切刀95可以根据安装位置的变化进行间距的调节,没设置斜切刀的冲切刀95安装位置不发生变化,另一个冲切刀95可设置腰形槽的方式进行位置调节,或者根据led铝基板设定特定的螺栓安装孔,以便冲切刀95的间距可以调节(上述结构图中未示出)。
49.成型加工系统对led铝基板的成型加工步骤为:
50.第一步,首先根据led铝基板的型号将铝基毛胚板切割成合适的尺寸,然后将剪切后的铝基毛胚板进行去毛刺和披锋;
51.第二步,根据led铝基板的电路设计在铝基毛胚板上进行图形成像与丝印阻焊处理;
52.第三步,根据处理后的led铝基板的宽度转动调节手柄能够带动传输带4进行同步移动,此时卡位板7同步移动;然后挑选合适宽度的穿插板85,然后将穿插板85从收扩板84的左侧插入,在双向弹簧杆83两端伸缩端的作用下,两个收扩板84与穿插板85组合形成led铝基板的下支撑,之后根据led铝基板的长度转动推送螺杆844,使得推送活塞846的位置得到调节;再根据led铝基板的型号更换合适型号的冲切刀95;最后将处理后的led铝基板放
置到传输带4上,led铝基板随传输带4传送到冲切部9的正下方;
53.第四步,通过顶伸气缸81的伸长运动带动冲切支撑板8将led铝基板托起,卡位板7能够对led铝基板两侧的连接板1进行阻挡,同时在冲切支撑板8向上移动的过程中气囊847会首先与挤压体71相接触,挤压体71将气囊847中的气体挤压到推送活塞846内,使得推送活塞846的活塞杆推动led铝基板向右移动并抵在竖直凸起841上,此时led铝基板在梯形体72的导向作用下移动到两个梯形体72之间,进而led铝基板得到全方位的定位;
54.第五步,通过调节丝杠97能够精确调节位移调节座92的位置,使得冲切刀95移动到冲切位置,然后控制冲切液压缸93进行伸长运动,冲切刀95能够对led铝基板进行冲切处理,之后控制冲切液压缸93回复到初始位置,并控制调节丝杠97调节位移调节座92到下一个冲切位置,重复数次能够完成led铝基板整体的冲切;
55.第六步,冲切完成后的led铝基板传送到下个工位,并对连接板1和铝基板本体2进行冲切各断点处理,处理完成后将led铝基板冲切下来的废料进行去除,之后将处理完的led铝基板进行收集。
56.最后所应当说明的是,以上实施例仅用以说明本发明的技术方案而非对本发明保护范围的限制,尽管参照较佳实施例对本发明作了详细说明,本领域的普通技术人员应当理解,可以对本发明的技术方案进行修改或者等同替换,而不脱离本发明技术方案的实质和范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1