一种干烧加热管及其制备工艺的制作方法
1.本发明属于干烧加热管技术领域,具体是一种干烧加热管及其制备工艺。
背景技术:
2.干烧加热管采用不锈钢、改性氧化镤粉、高电阻电热合金丝、不锈钢散热片等材料,通过先进的生产设备和工艺制作而成,并进行了严格的质量管理,该系列产品可以安装在吹风管道中或其它静止、流动空气的加热场合,翅片式电加热管,是在普通元件表面缠绕金属散热片,与普通元件相比散热面积扩大了2~3倍,即翅片元件所允许的表面功率负荷是普通元件的3~4倍,在机械制造、汽车、纺织、食品、家电等行业,尤其在空调器风幕行业得到广泛应用;然而现有的干烧加热管都是缺少防护的,即干烧加热管的电加热管都是直接裸露在空气中,与外界环境直接接触,因此在使用的过程中,由于电加热管的温度较高,工作人员在意外接触到电加热管时会出现烫伤的情况,因此其存在安全隐患。
技术实现要素:
3.本发明的目的在于克服现有技术中干烧加热管缺少防护的,即干烧加热管的电加热管都是直接裸露在空气中,与外界环境直接接触,因此在使用的过程中,由于电加热管的温度较高,工作人员在意外接触到电加热管时会出现烫伤的情况,因此其存在安全隐患的缺陷,提供一种干烧加热管及其制备工艺,通过在电加热管的外部设置防护组件,即设置壳罩,因此该干烧加热管在使用时,电加热管与外界之间存在壳罩的阻隔,这样可以防止电加热管烫伤人员,提升了该干烧加热管的安全性。
4.为实现上述目的,本发明采用了如下技术方案:一种干烧加热管,包括主体组件和防护组件,所述主体组件作为干烧加热管的主体结构,所述防护组件套设在所述主体组件的外部,起到防护作用,所述主体组件包括电加热管和设置在所述电加热管两端的连接端子,所述防护组件包括壳罩和隔板,所述隔板设置有两个,两个所述隔板分别套设在所述电加热管的两端位置,所述壳罩套设在所述电加热管的外部,并且壳罩的两端与所述隔板可拆卸连接,该装置通过在电加热管的外部设置防护组件,即设置壳罩,因此该干烧加热管在使用时,电加热管与外界之间存在壳罩的阻隔,这样可以防止电加热管烫伤人员,提升了该干烧加热管的安全性,并且壳罩采用可拆卸,因此壳罩或者电加热管在出现损坏时可以将壳罩拆卸对其进行更换,节约该装置的使用成本。
5.在一种可能的实现方式中,所述电加热管采用“u”型结构。
6.在一种可能的实现方式中,所述电加热管的外表面等距布置有若干个翅片,可以提升电加热管对流体的加热速度和效率(增加了放热的面积)。
7.在一种可能的实现方式中,所述壳罩采用管状结构,所述壳罩包覆所述电加热管(提升防护效果)。
8.在一种可能的实现方式中,所述壳罩采用两瓣式结构,两瓣所述壳罩的拼缝处设置有按压式卡扣,所述壳罩的两端内侧设置有固定片,所述固定片与所述隔板的底面贴合并通过螺栓固定,在安装壳罩时,直接将两瓣壳罩从电加热管的两侧卡入,并使壳罩上的按压式卡扣位置对应,并相互卡合,再移动壳罩,使固定片与隔板接触,通过螺栓固定,操作方便快捷。
9.在一种可能的实现方式中,所述壳罩表面开设有若干个导流孔,这样可以在对电加热管起到防护的作用下,保证该干烧加热管的加热效率,流体可以通过导流孔进行热交换。
10.在一种可能的实现方式中,所述导流孔的轴向方向与所述壳罩的径向方向之间设有夹角α,所述夹角α的取值范围为
°
≤α<
°
,使得流体在进行热交换时,流体向外流动(热胀冷缩原理使流体流动)呈现漩涡状散发,使得热交换的效果更好,提升了加热效率。
11.在一种可能的实现方式中,若干个所述导流孔的夹角α同向且相同,若干个所述导流孔的轴向方向与所述壳罩的轴向方向垂直。
12.本发明还公开了一种干烧加热管的制备工艺,具体制备工艺步骤如下:s1、翅片安装:在电加热管的外壁固定安装翅片;s2、隔板安装:在电加热管的两端外部套设安装隔板并进行固定;s3、预制壳罩:通过注塑工艺预制壳罩;s4、壳罩安装:将两瓣壳罩从电加热管的两侧卡入,并使壳罩上的按压式卡扣位置对应,并相互卡合,再移动壳罩,使固定片与隔板接触,通过螺栓固定。
13.在一种可能的实现方式中,所述步骤s3中预制壳罩的原料为无机填料和聚苯硫醚材料的混合物,其中,无机填料与聚苯硫醚材料的混合比例为2:1,所述无机填料采用氧化铝、氧化锆和氧化硅的混合物,所述氧化铝、氧化锆和氧化硅的混合比例为6:1:1。
14.本发明中,通过在电加热管的外部设置防护组件,即设置壳罩,因此该干烧加热管在使用时,电加热管与外界之间存在壳罩的阻隔,这样可以防止电加热管烫伤人员,提升了该干烧加热管的安全性,并且壳罩采用可拆卸,因此壳罩或者电加热管在出现损坏时可以将壳罩拆卸对其进行更换,节约该装置的使用成本;本发明中,壳罩表面开设有若干个导流孔,可以在对电加热管起到防护的作用下,保证该干烧加热管的加热效率,并且所述导流孔的轴向方向与所述壳罩的径向方向之间设有夹角α,使得流体在进行热交换时,流体向外流动呈现漩涡状散发,使得热交换的效果更好,提升了加热效率。
附图说明
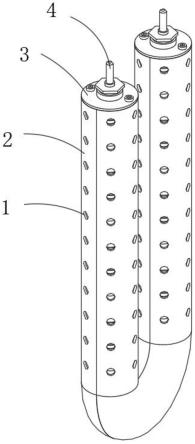
15.图1是本发明的整体结构示意图;图2是本发明中壳罩内部结构示意图一;图3是本发明中壳罩内部结构示意图二;图4是本发明中壳罩内部结构示意图三;图5是本发明中壳罩横截面示意图;图6是本发明图5中a区放大结构示意图;图7是本发明中壳罩横截面示意图(带流体流动方向)。
16.附图标记:1、导流孔;2、壳罩;3、隔板;4、连接端子;5、电加热管;6、翅片;7、固定片;8、按压式卡扣。
具体实施方式
17.以下结合附图1-7,进一步说明本发明一种干烧加热管及其制备工艺的具体实施方式,克服现有技术中干烧加热管缺少防护的,即干烧加热管的电加热管都是直接裸露在空气中,与外界环境直接接触,因此在使用的过程中,由于电加热管的温度较高,工作人员在意外接触到电加热管时会出现烫伤的情况,因此其存在安全隐患的缺陷,本发明通过在电加热管的外部设置防护组件,即设置壳罩,因此该干烧加热管在使用时,电加热管与外界之间存在壳罩的阻隔,这样可以防止电加热管烫伤人员,提升了该干烧加热管的安全性。本发明一种干烧加热管及其制备工艺不限于以下实施例的描述。
18.实施例1:本实施例给出一种干烧加热管的具体结构,如图1-4所示,包括主体组件和防护组件,主体组件作为干烧加热管的主体结构,防护组件套设在主体组件的外部,起到防护作用,主体组件包括电加热管5和设置在电加热管5两端的连接端子4,防护组件包括壳罩2和隔板3,隔板3设置有两个,两个隔板3分别套设在电加热管5的两端位置,壳罩2套设在电加热管5的外部,并且壳罩2的两端与隔板3可拆卸连接。
19.电加热管5采用“u”型结构。
20.电加热管5的外表面等距布置有若干个翅片6,可以提升电加热管5对流体的加热速度和效率(增加了放热的面积)。
21.通过采用上述技术方案:该装置通过在电加热管5的外部设置防护组件,即设置壳罩2,因此该干烧加热管在使用时,电加热管5与外界之间存在壳罩2的阻隔,这样可以防止电加热管5烫伤人员,提升了该干烧加热管的安全性,并且壳罩2采用可拆卸,因此壳罩2或者电加热管5在出现损坏时可以将壳罩2拆卸对其进行更换,节约该装置的使用成本。
22.实施例2:本实施例给出一种干烧加热管的具体结构,如图1-4所示,包括主体组件和防护组件,主体组件作为干烧加热管的主体结构,防护组件套设在主体组件的外部,起到防护作用,主体组件包括电加热管5和设置在电加热管5两端的连接端子4,防护组件包括壳罩2和隔板3,隔板3设置有两个,两个隔板3分别套设在电加热管5的两端位置,壳罩2套设在电加热管5的外部,并且壳罩2的两端与隔板3可拆卸连接。
23.壳罩2采用管状结构,壳罩2包覆电加热管5(提升防护效果)。
24.壳罩2采用两瓣式结构,两瓣壳罩2的拼缝处设置有按压式卡扣8,壳罩2的两端内侧设置有固定片7,固定片7与隔板3的底面贴合并通过螺栓固定。
25.通过采用上述技术方案:在安装壳罩2时,直接将两瓣壳罩2从电加热管5的两侧卡入,并使壳罩2上的按压式卡扣8位置对应,并相互卡合,再移动壳罩2,使固定片7与隔板3接触,通过螺栓固定,操作方便快捷。
26.实施例3:
本实施例给出一种干烧加热管的具体结构,如图1-7所示,包括主体组件和防护组件,主体组件作为干烧加热管的主体结构,防护组件套设在主体组件的外部,起到防护作用,主体组件包括电加热管5和设置在电加热管5两端的连接端子4,防护组件包括壳罩2和隔板3,隔板3设置有两个,两个隔板3分别套设在电加热管5的两端位置,壳罩2套设在电加热管5的外部,并且壳罩2的两端与隔板3可拆卸连接。
27.壳罩2采用管状结构,壳罩2包覆电加热管5(提升防护效果)。
28.壳罩2采用两瓣式结构,两瓣壳罩2的拼缝处设置有按压式卡扣8,壳罩2的两端内侧设置有固定片7,固定片7与隔板3的底面贴合并通过螺栓固定。
29.壳罩2表面开设有若干个导流孔1。
30.导流孔1的轴向方向与壳罩2的径向方向之间设有夹角α,夹角α的取值范围为0
°
≤α<90
°
。
31.若干个导流孔1的夹角α同向且相同,若干个导流孔1的轴向方向与壳罩2的轴向方向垂直。
32.通过采用上述技术方案:通过导流孔1可以在对电加热管5起到防护的作用下,保证该干烧加热管的加热效率,流体可以通过导流孔1进行热交换,而导流孔1的轴向方向与壳罩2的径向方向之间设有夹角α,使得流体在进行热交换时,流体向外流动(热胀冷缩原理使流体流动)呈现漩涡状散发,使得热交换的效果更好,提升了加热效率。
33.实施例4:本实施例给开了一种干烧加热管的制备工艺,具体制备工艺步骤如下:s1、翅片6安装:在电加热管5的外壁固定安装翅片6;s2、隔板3安装:在电加热管5的两端外部套设安装隔板3并进行固定;s3、预制壳罩2:通过注塑工艺预制壳罩2;s4、壳罩2安装:将两瓣壳罩2从电加热管5的两侧卡入,并使壳罩2上的按压式卡扣8位置对应,并相互卡合,再移动壳罩2,使固定片7与隔板3接触,通过螺栓固定。
34.步骤s3中预制壳罩2的原料为无机填料和聚苯硫醚材料的混合物,其中,无机填料与聚苯硫醚材料的混合比例为2:1,无机填料采用氧化铝、氧化锆和氧化硅的混合物,氧化铝、氧化锆和氧化硅的混合比例为6:1:1。
35.以上内容是结合具体的优选实施方式对本发明所作的进一步详细说明,不能认定本发明的具体实施只局限于这些说明。对于本发明所属技术领域的普通技术人员来说,在不脱离本发明构思的前提下,还可以做出若干简单推演或替换,都应当视为属于本发明的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1