双面贴胶设备的制作方法
1.本发明涉及印制线路技术领域,尤指一种双面贴胶设备。
背景技术:
2.一般来说,产品ssd(solid state di sk或solid state drive,固态硬盘)m.2在预贴装工程段,应先在电路板正反面金手指区域贴高温胶带,以保护金手指,防止金手指在表面贴片的制程中受影响。为确保胶带对金手指的保护作用,在金手指正反面贴胶带时要求正反面的胶带的位置完全重合,且胶面也需贴合在一起,防止回流焊时,胶带松掉贴在其他区域,导致芯片位置及置件效果不良。
3.现有技术中,不论是贴胶带还是检查胶带是否贴合格,都采用的是人工手动完成,即需要人工手动在电路板金手指区域的正反面贴胶带,以及人工裸眼检查胶带贴附位置及重合度。
4.但是,人工贴附胶带时的贴胶力度及速度都无法有效控制,在裸眼检查胶带贴附质量的时候也容易受视觉疲劳、环境光照等影响,从而导致胶带贴附的质量较差且效率较低。而且,整个贴附胶带的过程都需要人员掌控,长时间的重复劳作容易导致人员疲劳,影响贴胶质量,而贴胶不良又会进一步导致人员重复劳作。此外,重复劳作还会在一定程度上提高人员的作业风险。
5.因此,如何对现有技术中存在的技术缺陷进行改进,一直是本领域普通技术人员亟待解决的问题。
技术实现要素:
6.本发明的目的是提供一种双面贴胶设备,无需人工手动贴胶,且贴胶的力度及速度都可有效控制,大幅度提升了工件的产出效率及工件的贴胶带良率,节约了人力成本。
7.本发明提供的技术方案如下:
8.放料箱、取料装置、承载平台及贴胶装置;
9.所述放料箱用以存储待贴胶工件,且待贴胶工件具有相对设置的待贴胶的第一面和第二面;
10.所述取料装置包括机械臂、取料件及翻转件,所述机械臂用以带动所述取料件和所述翻转件移动,所述取料件用以将待贴胶工件自所述放料箱输送至所述承载平台,以供所述贴胶装置对待贴胶工件的第一面贴设胶带,所述翻转件将完成第一面贴胶的工件翻转至第二面,以供所述贴胶装置对工件的第二面贴设胶带。
11.在一些实施方式中,所述翻转件为一旋转电机;及
12.所述取料件的数量为一个,且所述旋转电机与所述取料件驱动连接,以带动所述取料件相对于所述机械臂转动,从而将第一面贴设好胶带的工件翻转至第二面。
13.在一些实施方式中,所述翻转件为一旋转电机;及
14.所述取料件的数量为两个,分别为第一取料件和第二取料件,所述旋转电机与所
述第二取料件驱动连接,以带动所述第二取料件相对于所述机械臂转动,从而将第一面贴设好胶带的工件翻转至第二面;
15.所述贴胶装置的数量为两个,分别为第一贴胶装置和第二贴胶装置,所述第一贴胶装置用以对待贴胶工件的第一面贴设胶带,所述第二贴胶装置用以对完成第一面贴胶工件的第二面贴设胶带;
16.当所述第一取料件将所述放料箱内的待贴胶工件输送至所述第一贴胶装置处时,所述第二取料件将上一个在所述第一贴胶装置处贴设完胶带并由所述翻转件完成翻转的工件,输送至所述第二贴胶装置处。
17.在一些实施方式中,所述取料件设有若干吸附孔及至少一抽气流道,所述抽气流道连通于所述吸附孔,适于供外部抽气设备抽取待贴胶工件和所述取料件之间的空气,以将待贴胶工件吸附于所述取料件;
18.和/或
19.所述承载平台设有若干吸附孔及至少一抽气流道,所述抽气流道连通于所述吸附孔,适于供外部抽气设备抽取待贴胶工件和所述承载平台之间的空气,以将待贴胶工件吸附于所述承载平台。
20.在一些实施方式中,所述承载平台设有至少一组适于抵接于待贴胶工件在长度方向上的两侧壁的第一定位机构,及所述承载平台设有至少一组适于抵接于待贴胶工件在宽度方向上的两侧壁的第二定位机构;
21.每组所述第一定位机构包括两个定位块,分别为第一定位块和第二定位块,所述承载平台对应所述第一定位块和/或所述第二定位块处设有避让孔,所述避让孔与所述第一定位块和/或所述第二定位块之间设有弹性件,可供所述第一定位块和/或所述第二定位块在所述避让孔内活动;及
22.每组所述第二定位机构包括两个定位块,分别为第一定位块和第二定位块,所述承载平台对应所述第一定位块和/或所述第二定位块处设有避让孔,所述避让孔与所述第一定位块和/或所述第二定位块之间设有弹性件,可供所述第一定位块和/或所述第二定位块在所述避让孔内活动。
23.在一些实施方式中,所述贴胶装置包括固定板、放料轮、第一压轮、第二压轮、裁剪件以及胶带;
24.所述放料轮、所述第一压轮和所述第二压轮均可转动地设于所述固定板,所述胶带一端缠绕于所述放料轮,另一端位于所述第一压轮下方;
25.当所述贴胶装置对待贴胶工件贴设胶带时,所述第二压轮下压,将所述胶带压紧于待贴胶工件,待所述胶带位于所述第一压轮下方的一端贴附于待贴胶工件,所述第一压轮下压,且所述第一压轮和所述第二压轮沿预设的贴胶轨迹移动;
26.所述裁剪件设于所述第一压轮和所述第二压轮之间,当所述第一压轮上移时,所述裁剪件裁断所述胶带,所述第二压轮沿预设的贴胶轨迹移动,将裁断后的所述胶带压紧于待贴胶工件,完成贴胶。
27.在一些实施方式中,所述贴胶装置还包括胶带计量轮,所述胶带计量轮固定于所述固定板,与所述胶带相抵接,用以记录所述胶带的长度;
28.和/或
29.所述贴胶装置还包括若干导向轮,若干所述导向轮可转动地设于所述固定板,以引导所述胶带转向。
30.在一些实施方式中,双面贴胶设备还包括:
31.检测装置,用以检测工件及工件上胶带的贴设情况;
32.在一些实施方式中,所述检测装置的数量为三个,分别为第一件检测装置、第二检测装置和第三检测装置;
33.所述第一检测装置用以检测所述取料件上待贴胶工件的朝向及正反,所述第二检测装置用以检测完成第一面贴胶的工件第一面的贴胶情况,所述第三检测装置用以检测完成第二面贴胶的工件第二面的贴胶情况。
34.在一些实施方式中,双面贴胶设备还包括:
35.控制组件,与所述取料装置及所述贴胶装置电性连接,且所述控制组件内预设有控制程序,用以控制所述取料装置和所述贴胶装置的运行;
36.和/或
37.收料箱,用以存放已贴胶的工件;
38.和/或
39.机架,用以固定所述放料箱、所述取料装置、所述承载平台及所述贴胶装置。
40.本发明的技术效果在于:
41.1、设置了取料装置和贴胶装置,取料装置先将待贴胶工件自放料箱内取出,然后,贴胶装置对取出后的待贴胶工件的第一面贴设胶带。待第一面贴设完成后,取料装置上的翻转件将待贴胶工件翻转至第二面,贴胶装置再对待贴胶工件的第二面贴设胶带,从而完成整个贴胶过程。本发明通过机器贴胶替代了原先的人工贴胶,使得工件的产出效率及工件的贴胶带良品率均得到了有效提升,实用性强且经济效益高。
42.2、设置了第一取料件、第二取料件、第一贴胶装置以及第二贴胶装置。当第一取料件位于取料箱的位置时,第二取料件位于第一贴胶装置处;当第一取料件位于第一贴胶装置处时,第二取料件位于第二贴胶装置处。如此,便能仅通过一个机械臂就实现双线程运作,即第一取料件将放料箱内的待贴胶工件输送至第一贴胶装置处时,第二取料件将上一个在第一贴胶装置处贴设完胶带的工件翻转并输送至第二贴胶装置处,结构设置合理,且双面贴胶设备的产出效率得到了进一步提高。此外,每一工件的第一面都由第一贴胶装置贴设胶带,每一工件的第二面都由第二贴胶装置贴设胶带,如此,可使得贴胶的稳定性更好,也更方便用户根据工件的第一面和第二面的贴胶情况,对第一贴胶装置和第二贴胶装置进行针对性调整,有利于用户对整个贴胶生产线进行管控。
43.3、通过设置第一压轮,使得胶带能够贴附于待贴胶工件,同时,还设置了第二压轮,第二压轮和第一压轮一起沿预设的贴胶轨迹移动,进一步加强了胶带和待贴胶工件之间的紧密程度,使得胶带不会轻易脱离待贴胶工件发生翘起,保证了工件的产品质量。
44.4、通过设置检测装置来对贴胶后的工件的情况进行检测,替代了现有技术中的人工裸眼检查,可有效隔绝视觉疲劳、环境光照等影响,来准确地判断贴胶后的工件是否合格,提高了工件的贴胶带良率,防止不良品流出,节约了人力成本。
附图说明
45.下面结合附图和具体实施方式对本发明作进一步详细说明:
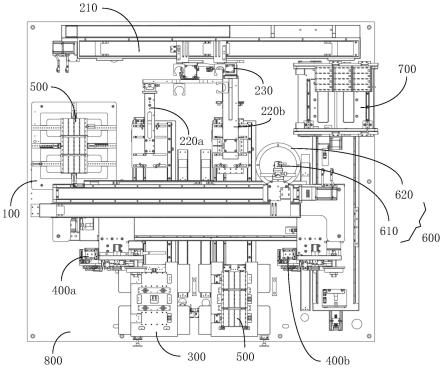
46.图1是本发明所提供的双面贴胶设备的俯视图;
47.图2是本发明所提供的承载平台的俯视图;
48.图3是图2所示a处的局部放大图;
49.图4是本发明所提供的承载平台的立体结构示意图;
50.图5是本发明所提供的贴胶装置的正视图;
51.图6是本发明所提供的贴胶装置的立体结构示意图。
52.附图标号说明:
53.100、放料箱;
54.210、机械臂;220a、第一取料件;220b、第二取料件;230、翻转件;
55.300、承载平台;310a、第一定位机构;310b、第二定位机构;311、定位块;320、避让孔;330、弹性件;340、定位柱;
56.400、贴胶装置;400a、第一贴胶装置;400b、第二贴胶装置;410、固定板;420、放料轮;430、第一压轮;440、第二压轮;450、裁剪件;460、胶带;
57.500、工件;
58.600、检测装置;610、ccd相机;620、灯具;
59.700、收料箱;
60.800、机架;
61.901、吸附孔;902、抽气流道。
具体实施方式
62.以下描述中,为了说明而不是为了限定,提出了诸如特定系统结构、技术之类的具体细节,以便透彻理解本技术实施例。然而,本领域的技术人员应当清楚,在没有这些具体细节的其他实施例中也可以实现本技术。在其他情况中,省略对众所周知的系统、装置、电路以及方法的详细说明,以免不必要的细节妨碍本技术的描述。
63.为了更清楚地说明本发明实施例或现有技术中的技术方案,下面将对照附图说明本发明的具体实施方式。显而易见地,下面描述中的附图仅仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图,并获得其他的实施方式。
64.为使图面简洁,各图中只示意性地表示出了与发明相关的部分,它们并不代表其作为产品的实际结构。另外,以使图面简洁便于理解,在有些图中具有相同结构或功能的部件,仅示意性地绘示了其中的一个,或仅标出了其中的一个。在本文中,“一个”不仅表示“仅此一个”,也可以表示“多于一个”的情形。
65.还应当进一步理解,在本技术说明书和所附权利要求书中使用的术语“和/或”是指相关联列出的项中的一个或多个的任何组合以及所有可能组合,并且包括这些组合。
66.在本文中,需要说明的是,除非另有明确的规定和限定,术语“安装”、“相连”、“连接”应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或一体地连接;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元
件内部的连通。对于本领域的普通技术人员而言,可以具体情况理解上述术语在本发明中的具体含义。
67.在附图所示的实施例中,方向的指示(诸如上、下、左、右、前和后)用以解释本发明的各种组件的结构和运动不是绝对的而是相对的。当这些组件处于附图所示的位置时,这些说明是合适的。如果这些组件的位置的说明发生改变时,则这些方向的指示也相应地改变。
68.另外,在本技术的描述中,术语“第一”、“第二”等仅用以区分描述,而不能理解为指示或暗示相对重要性。
69.根据本发明提供的一个具体实施例,参见图1至图6,一种双面贴胶设备,具体可包括放料箱100、取料装置、承载平台300及贴胶装置400。放料箱100用以存储待贴胶工件500,且待贴胶工件500具有相对设置的待贴胶的第一面和第二面。取料装置包括机械臂210、取料件及翻转件230,机械臂210用以带动取料件和翻转件230移动,取料件用以将待贴胶工件500自放料箱100输送至承载平台300,以供贴胶装置400对待贴胶工件500的第一面贴设胶带460,翻转件230将完成第一面贴胶的工件500翻转至第二面,以供贴胶装置400对待贴胶工件500的第二面贴设胶带460。
70.可以理解的,在贴胶的工序中,工件最先贴设胶带460的一面为第一面。具体地,取料装置先将待贴胶工件500自放料箱100内取出,然后,贴胶装置400对取出后的待贴胶工件500的第一面贴设胶带460。待第一面贴设完成后,取料装置上的翻转件230将完成第一面贴胶的工件500翻转至第二面,贴胶装置400再对工件500的第二面贴设胶带460,从而完成整个贴胶过程。本实施例通过设置取料装置及贴胶装置400,使机器贴胶替代了原先的人工贴胶,大幅度提升了工件500的产出效率及工件500的贴胶带460良品率,实用性强且经济效益高,适于大批量投入生产。
71.在一个具体实施例中,翻转件230为一旋转电机,且取料件的数量为一个。此时,旋转电机与取料件驱动连接,以带动取料件相对于机械臂210转动,从而将第一面贴设好胶带460的工件500翻转至第二面。
72.具体地,本实施例中,取料件将待贴胶工件500自放料箱100内取出,供贴胶装置400对取出后的待贴胶工件500的第一面贴设胶带460。待第一面贴设完成后,翻转件230带动取料件转动,从而将第一面贴设好胶带的工件500翻转至第二面,贴胶装置400再对待贴胶工件500的第二面贴设胶带460,从而完成整个贴胶过程。
73.在一个优选实施例中,参见图1,翻转件230为一旋转电机,且取料件的数量为两个,分别为第一取料件220a和第二取料件220b。此时,旋转电机与第二取料件220b驱动连接,以带动第二取料件220b相对于机械臂210转动,从而将第一面贴设好胶带460的工件500翻转至第二面。相对地,本实施例中,贴胶装置400的数量也为两个,分别为第一贴胶装置400a和第二贴胶装置400b,第一贴胶装置400a用以对待贴胶工件500的第一面贴设胶带460,第二贴胶装置400b用以对待贴胶工件500的第二面贴设胶带460。其中,承载平台300的数量优选为两个,且分别对应第一贴胶装置400a和第二贴胶装置400b设置。
74.具体地,本实施例中,取料箱至第一贴胶装置400a的距离与第一贴胶装置400a至第二贴胶装置400b的距离相等,等于第一取料件220a和第二取料件220b之间的距离。这样,当第一取料件220a位于取料箱的位置时,第二取料件220b位于第一贴胶装置400a处;当第
一取料件220a位于第一贴胶装置400a处时,第二取料件220b位于第二贴胶装置400b处。如此,便能仅通过一个机械臂210就实现双线程运作,即第一取料件220a将放料箱100内的待贴胶工件500输送至第一贴胶装置400a处时,第二取料件220b将上一个在第一贴胶装置400a处贴设完胶带460的工件500翻转并输送至第二贴胶装置400b处,结构设置合理,且双面贴胶设备的产出效率得到了进一步提高。
75.此外,本实施例中,每一工件500的第一面都由第一贴胶装置400a贴设胶带460,每一工件500的第二面都由第二贴胶装置400a贴设胶带460,如此,可使得贴胶的稳定性更好,也更方便用户根据工件500的第一面和第二面的贴胶情况,对第一贴胶装置400a和第二贴胶装置400b进行针对性调整,有利于用户对整个贴胶生产线进行管控。
76.在上述几个实施例中,取料装置还可包括送料件,该送料件用以将完成第二面贴胶的工件500输送至下一流水线。
77.作为优选,参见图1,双面贴胶设备还可包括收料箱700,用以存放已贴胶的工件500,如此,若当下一流水线处于离线模式,不再运作时,送料件还可直接将完成第二面贴胶的工件500输送至收料箱700内进行存储。
78.当然,在实际生产中,送料件还可作为转运工具将工件500自取料件输送至承载平台300,以实现工件500的稳定取放。以取料件的数量为两个,且贴胶装置400的数量也为两个为例,第一取料件220a将待贴胶工件500自放料箱100输送至第一贴胶装置400a的前方后,送料件将待贴胶工件500自第一取料件220a取下放置到对应第一贴胶装置400a的承载平台300上。相对地,当工件500的第一面贴设完成后,送料件还能将工件500自对应第一贴胶装置400a的承载平台300移送至第二取料件220b。然后,第二取料件220b将第一面已贴设完胶带460的工件500翻转并输送至第一贴胶装置400a的前方,送料件跟随第二取料件220b移动至第二贴胶装置400b,将第一面已贴设完胶带460的工件500自第二取料件220b取下放置到对应第二贴胶装置400b的承载平台300上。待贴胶完成,送料件将贴设完胶带460的工件500输送至下一流水线或收料箱700。
79.具体地,机械臂210包括横向移动模组和纵向移动模组,以控制取料件和翻转件230相对承载平台300及贴胶装置400沿横向或纵向移动。因在机械自动化控制中,带动构件在特定范围内沿直线运动的结构设置较为常见,所以在此不多作赘述,均在本发明的保护范围之内。
80.优选地,双面贴胶设备还包括控制组件,与取料件及贴胶装置400电性连接,且该控制组件内预设有控制程序,用以控制取料装置和贴胶装置400的运行,更有利于双面贴胶设备的自动化生产,进一步提高了工件500的产出效率。
81.具体地,参见图2及图4,取料件设有若干吸附孔901及至少一抽气流道902,抽气流道902连通于吸附孔901,适于供外部抽气设备抽取待贴胶工件500和取料件之间的空气,以将待贴胶工件500吸附于取料件,使得取料件能够稳定、牢靠地将工件500输送至指定位置。相对地,送料件上也设有若干吸附孔901及至少一抽气流道902,抽气流道902连通于吸附孔901,适于供外部抽气设备抽取待贴胶工件500和取料件之间的空气,以将待贴胶工件500吸附于取料件,使得取料件能够稳定、牢靠地将工件500输送至指定位置。
82.当然,在实际生产中,取料件和送料件还可设置成夹爪结构,以达到稳定夹持工件500,并将工件500平稳输送至指定位置的目的,在此不作赘述,均在本发明的保护范围之
内。
83.为保证贴胶设备的贴胶效果,避免工件500在贴胶过程中发生位置偏移,从而影响工件500的贴胶带460良率,在一个优选实施例中,承载平台300设有若干吸附孔901及至少一抽气流道902,抽气流道902连通于吸附孔901,适于供外部抽气设备抽取待贴胶工件500和承载平台300之间的空气,以将待贴胶工件500吸附于承载平台300,从而实现承载平台300对工件500的固定作用,限制工件500的移动。
84.进一步地,参见图2至图4,承载平台300设有至少一组适于抵接于待贴胶工件500在长度方向上的两侧壁的第一定位机构310a,以及至少一组适于抵接于待贴胶工件500在宽度方向上的两侧壁的第二定位机构310b。其中,每组第一定位机构310a均包括两个定位块311,分别为第一定位块311和第二定位块311,承载平台300对应第一定位块311和/或第二定位块311处设有避让孔320,避让孔320与第一定位块311和/或第二定位块311之间设有弹性件330,可供第一定位块311和/或第二定位块311在避让孔320内活动。相对地,每组第二定位机构310b包括两个定位块311,分别为第一定位块311和第二定位块311,承载平台300对应第一定位块311和/或第二定位块311处设有避让孔320,避让孔320与第一定位块311和/或第二定位块311之间设有弹性件330,可供第一定位块311和/或第二定位块311在避让孔320内活动。其中,弹性件330可以是弹簧、弹片等,在此不一一赘述,均在本发明的保护范围之内。
85.本实施例中,通过设置第一定位块311和第二定位块311可以有效限制工件500在承载平台300上的位移,加强承载平台300对工件500的固定及限位作用,避免工件500在贴胶过程中发生位置偏移,保证了工件500的贴胶带460良率。
86.作为最优选,第一定位机构310a的第一定位块311为固定的不可动构件,其第二定位块311为设有弹性件330的可活动部件,以及第二定位机构310b的第一定位块311为固定的不可动构件,其第二定位块311为设有弹性件330的可活动部件。如此,工件500在固定至承载平台300时,便能以第一定位机构310a的第一定位块311和第二定位机构310b的第一定位块311为基准,确保工件500需贴胶的起始位和贴胶装置400的贴胶起始位在同一位置,提高了贴胶装置400的贴胶精度,确保工件500第一面的胶带460和第二面的胶带460能够完全重合,提升了工件500的贴胶带460良率。此时,第一定位机构310a的第二定位块311和第二定位机构310b的第二定位块311,能够弹性抵接于工件500,避免工件500因受力过大而损坏,同时,第二定位块311和工件500的弹性接触还能在一定程度上扩大承载平台300的适用范围,以匹配不同大小的工件500。
87.具体地,双面贴胶设备还包括机架800,用以固定放料箱100、取料装置、承载平台300及贴胶装置400。其中,承载平台300和机架800之间采用快拆结构固定连接,以便于用户根据不同的工件500选择不同规格的承载平台300,以便承载平台300上的第一定位机构310a和第二定位机构310b能够稳定夹持对应的工件500。
88.作为优选,参见图2,承载平台300背离工件500的一侧设有定位柱340,且机架800用以固定承载平台300的地方设有与定位柱340相适配的定位孔,便于承载平台300的快速对位、安装。
89.在一个具体实施例中,参见图5及图6,贴胶装置400包括固定板410、放料轮420、第一压轮430、第二压轮440、裁剪件450以及胶带460。放料轮420、第一压轮430和第二压轮440
均可转动地设于固定板410,胶带460一端缠绕于所述放料轮420,另一端位于第一压轮430下方,裁剪件450则设于第一压轮430和第二压轮440之间。
90.当贴胶装置400对待贴胶工件500贴设胶带460时,第二压轮440下压,将胶带460压紧于待贴胶工件500;待胶带460位于第一压轮430下方的一端贴附于待贴胶工件500,第一压轮430下压,且第一压轮430和第二压轮440沿预设的贴胶轨迹移动。当贴胶快要完成时,第一压轮430上移,裁剪件450裁断胶带460,第二压轮440继续沿预设的贴胶轨迹移动,将裁断后的胶带460压紧于待贴胶工件500,完成贴胶。其中,裁剪件450可以为剪刀或是刀片,能够裁断胶带460即可,在此不作限制,均在本发明的保护范围之内。
91.本实施例通过设置第一压轮430,使得胶带460能够贴附于待贴胶工件500,同时,本实施例还设置了第二压轮440,第二压轮440和第一压轮430一起沿预设的贴胶轨迹移动,进一步加强了胶带460和待贴胶工件500之间的紧密程度,使得胶带460不会轻易脱离待贴胶工件500发生翘起,保证了工件500的产品质量。
92.同时,因第一压轮430和第二压轮440均沿预设的贴胶轨迹移动,所以,经贴胶装置400贴设的胶带460不会发生位置偏移,工件500的贴胶带460良率高。
93.其中,控制组件内预设的控制程序可以控制整个贴胶装置400的移动,以及第一压轮430、第二压轮440和裁剪件450的运动,实现自动化生产。
94.优选地,贴胶装置400还包括阻力调节器,该阻力调节器与放料轮420连接,用以限制放料轮420在第一压轮430的带动下转动,使所胶带460处于绷直状态,避免胶带460在贴设过程中发生褶皱,进一步提高了工件500的产品质量。
95.具体地,阻力调节器套设于放料轮420的转动轴,且放料轮420的转动轴可相对于阻力调节器转动。此时,阻力调节器会对放料轮420的转动轴施加压力,从而达到限制放料轮420转动的效果。如此,用户可通过改变阻力调节器对放料轮420的转动轴所施加的压力大小,来改变阻力调节器和放料轮420的转动轴之间摩擦力的大小,从而调整胶带460的绷紧状态。
96.进一步地,贴胶装置400还包括胶带460计量轮,该胶带460计量轮固定于固定板410,与胶带460相抵接,用以记录胶带460的长度。此时,用户可在控制组件的预设程序内根据工件500的规格限定贴设的胶带460的长度,控制组件根据胶带460计量轮上测得的胶带460的长度,得出工件500上已贴设的胶带460长度,再对比预设程序所限定的胶带460长度,控制裁剪件450是否运行。
97.若工件500上已贴设的胶带460长度达到预设程序所限定的胶带460长度,控制组件控制裁剪件450裁断胶带460;若没有,裁剪件450不运作。
98.更进一步地,贴胶装置400还包括若干导向轮,若干导向轮可转动地设于固定板410,以引导胶带460转向。本实施例中,通过设置呈轮状结构的导向轮,可以避免胶带460在转向时出现直角弯折,相较于一些具有尖锐部位的导向结构来说,导向轮引导的胶带460更不容易因边角摩擦而损坏,降低了停工率。
99.在上述几个实施例中,贴胶装置400的贴设胶带460长度以及贴设的起始位等,均可根据不同规格的工件500进行调整,设备通用性较高,可适用于长度和宽度均在100mm-300mm之间的工件500。其中,最为常见的工件500规格为:长251mm,宽117mm的工件500。
100.在一个具体实施例中,参见图1,双面贴胶设备还包括检测装置600,用以检测工件
500及工件500上胶带460的贴设情况。
101.本实施例通过设置检测装置600来对贴胶后的工件500的情况进行检测,替代了现有技术中的人工裸眼检查,可有效隔绝视觉疲劳、环境光照等影响,来准确地判断贴胶后的工件500是否合格,提高了工件500的贴胶带460良率,防止不良品流出,节约了人力成本。
102.具体地,检测装置600的数量为三个,分别为第一件检测装置600、第二检测装置600和第三检测装置600。第一检测装置600用以检测取料件上待贴胶工件500的朝向及正反,第二检测装置600用以检测完成第一面贴胶的工件500第一面的贴胶情况,第三检测装置600用以检测完成第二面贴胶的工件500第二面的贴胶情况。通过设置三个检测装置600对贴胶过程中的主要三个步骤(取料——工件500第一面贴设胶带460——工件500第二面贴设胶带460)进行检测,能够及时、准确地发现贴胶过程中出现的贴胶位置不对、贴胶位置偏移、工件500第一面和第二面贴设的胶带460不重合等问题,避免贴胶设备因贴胶不良而重复劳作,大幅度提升了工件500的产出效率及工件500的贴胶带460良率。
103.具体地,检测装置600包括ccd(charge coupled devices)相机和灯具620,灯具620呈环形构造,设于ccd相机610的下方,以提供足够的光源,使ccd相机610成像清晰。
104.具体地,用户可根据胶带460、工件500需贴设胶带460位置以及工件500的颜色特征设定条件,调整二值化数值,以供控制组件根据ccd相机610的成像图片判断贴设好的工件500是否符合标准。即,控制组件可通过黑白面积确定工件500需贴设胶带460的位置有无胶带460通过;通过检测宽度卡上下限确定工件500第一面和第二面所贴设的胶带460的重合度是否达到标准,从而有效避免不良品的流出,有利于用户对贴胶流水线的整体把控。
105.在上述实施例中,对各个实施例的描述都各有侧重,某个实施例中没有详细描述或记载的部分,可以参见其他实施例的相关描述。
106.应当说明的是,上述实施例均可根据需要自由组合。以上仅是本发明的优选实施方式,应当指出,对于本技术领域的普通技术人员来说,在不脱离本发明原理的前提下,还可以做出若干改进和润饰,这些改进和润饰也应视为本发明的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1