一种FPC自动转换SMT夹具装置的制作方法
一种fpc自动转换smt夹具装置
技术领域
1.本实用新型涉及电路板加工技术领域,涉及一种fpc自动转换smt夹具装置。
背景技术:
2.现有技术中,pcb(印刷电路板)或者fpc(柔性电路板)在制作工艺过程中,有一道工序是在pcb或是fpc的焊盘上印刷焊锡膏,由于焊盘与印刷钢板孔的位置要求精确定位,所以往往pcb或是fpc要嵌入一个载具再进入下一道工序,除了印刷焊锡膏,其他工序也有需要载具来精确定位的,所以pcb或是fpc在各种载具之间来回的替换,是必不可少的操作。现有转换载具一般由人工操作来完成,需要人员手工取放盖片进行对位操作,导致产能效率低,同时员工操作不当易造成盖片变形/损坏问题,不利于企业生产。
技术实现要素:
3.本实用新型要解决的技术问题是提供一种方便对smt载具进行转换,与整体流水线完成对接,提高整线的自动化程度,节省时间,降低成本的投入的fpc 自动转换smt夹具装置。
4.为了解决上述技术问题,本实用新型解决其技术问题所采用的技术方案是:
5.一种fpc自动转换smt夹具装置,包括载具输送机构和转送机构,所述载具输送机构与所述转送机构之间设置有用于搬运产品的搬运机构,所述载具输送机构包括上料输送线、传送组件、上料定位组件以及下料定位组件,所述上料定位组件以及下料定位组件分别设置在所述传送组件两端,所述上料输送线与上料定位组件相连接;
6.所述转送机构包括下料输送线、限位组件和驱动组件,所述限位组件与所述驱动组件驱动连接,所述下料输送线与所述限位组件相连通,上料输送线将装载有产品的载具输送至上料定位组件上,搬运机构将产品搬运至限位组件上的新载具后经由下料输送线下料,传送组件将上料定位组件上的载具搬运至下料定位组件上流转至下一工序。
7.进一步地,所述上料输送线与所述下料输送线机构相同,所述上料输送线包括输送架,所述输送架上设置有两输送轨道,所述输送轨道上设置有输送轮,所述输送轮通过输送皮带连接,所述输送轮与输送电机驱动连接,两输送轨道之间通过驱动轴驱动连接,所述输送电机与所述驱动轴驱动连接。
8.进一步地,两输送轨道中的一个输送轨道固定于所述输送架上,所述输送架上设置有滑杆,两输送轨道中的另一输送轨道上设置有滑套,所述滑杆穿设在所述滑套上,所述滑套与所述滑杆通过螺栓连接。
9.进一步地,所述限位组件、上料定位组件以及下料定位组件结构相同,所述上料定位组件包括定位架以及升降部件,所述定位架两侧设置有定位框,所述定位框两侧设置有传输辊轮,所述传输辊轮通过传输皮带连接,所述传输辊轮与传输电机驱动连接,所述升降部件设置在两定位框之间,通过所述升降部件对所述传输皮带上的载具进行往复升降运动。
10.进一步地,所述升降部件包括升降气缸以及升降板,所述升降板与所述升降气缸驱动连接,所述升降气缸设置在所述定位架上,所述升降板与所述定位架之间设置有导向伸缩杆。
11.进一步地,所述上料定位组件还包括两限位部件,两限位部件分别设置在所述升降部件两侧,所述限位部件包括限位气缸以及限位板,所述限位气缸设置在所述定位架上,所述限位板与所述限位气缸驱动连接。
12.进一步地,所述传送组件包括传送架,所述传送架上设置有传输直线模组,所述传送直线模组上设置有传送升降气缸,所述传送升降气缸上设置有传送板,所述传送板上设置有真空吸盘。
13.进一步地,所述搬运机构包括搬运架,所述搬运架上设置有搬运直线模组,所述搬运直线模组上设置有搬运升降气缸,所述搬运升降气缸上设置有搬运板,所述传送板上均匀设置有多个真空吸嘴。
14.进一步地,所述驱动组件包括驱动直线模组以及驱动滑轨,所述驱动直线模组与所述驱动滑平行设置,所述驱动直线模组上设置有驱动板,所述限位组件设置在所述驱动板上,所述驱动板上设置有驱动滑块,所述驱动滑块滑设在所述驱动滑轨上。
15.进一步地,所述转送机构还包括夹持组件,所述夹持组件包括夹持架以及设置在所述夹持架上的顶升气缸,所述夹持架上滑设有升降架,所述升降架与所述顶升气缸驱动连接,所述升降架上设置有横板,所述横板两端均设置有夹持气缸,所述夹持气缸活塞杆杆端设置有夹爪。
16.本实用新型的有益效果:
17.本实用新型的上料输送线将装载有产品的载具输送至上料定位组件上,搬运机构将产品搬运至限位组件上的新载具后经由下料输送线下料,传送组件将上料定位组件上的载具搬运至下料定位组件上流转至下一工序,其方便对smt 载具进行转换,可满足产品在不同设备之间自动转换不同载具,大大提高了载具转换的效率,与整体流水线完成对接,提高整线的自动化程度,节省时间,降低成本的投入;同时,更换载具时,无需重复对载具进行调整校对,保证了更换载具前后的一致性。
附图说明
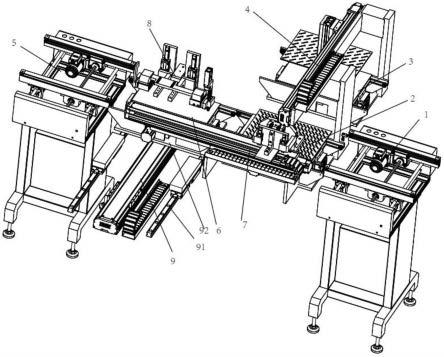
18.图1是本实用新型的一种fpc自动转换smt夹具装置示意图。
19.图2是本实用新型的上料输送线示意图。
20.图3是本实用新型的上料定位组件示意图。
21.图4是本实用新型的升降部件示意图。
22.图5是本实用新型的立体示意图。
23.图6是本实用新型的夹持组件示意图。
24.图中标号说明:1、上料输送线;11、输送架;12、输送轨道;13、输送皮带;14、输送轮;15、输送电机;16、驱动轴;17、滑杆;2、上料定位组件; 21、定位架;22、定位框;23、传输皮带;24、传输电机;25、限位部件;26、限位气缸;27、限位块;28、升降板;281、升降气缸;282、导向伸缩杆;3、下料定位组件;4、传送组件;41、传输直线模组;42、传送升降气缸;43、传送板;5、下料输送线;6、限位组件;7、搬运机构;71、搬运直线模组;72、搬运升降气缸;73、
搬运板;8、夹持组件;81、顶升气缸;82、夹持架;83、升降架;84、横杆;85、夹持气缸;86、夹爪;9、驱动直线模组;91、驱动滑轨;92、驱动板;
具体实施方式
25.下面结合附图和具体实施例对本实用新型作进一步说明,以使本领域的技术人员可以更好地理解本实用新型并能予以实施,但所举实施例不作为对本实用新型的限定。
26.参照图1所示,一种fpc自动转换smt夹具装置,包括载具输送机构和转送机构,所述载具输送机构与所述转送机构之间设置有用于搬运产品的搬运机构7,所述载具输送机构包括上料输送线1、传送组件4、上料定位组件2以及下料定位组件3,所述上料定位组件2以及下料定位组件3分别设置在所述传送组件4两端,所述上料输送线1与上料定位组件2相连接;
27.所述转送机构包括下料输送线5、限位组件6和驱动组件,所述限位组件6 与所述驱动组件驱动连接,所述下料输送线5与所述限位组件6相连通,上料输送线1将装载有产品的载具输送至上料定位组件2上,搬运机构7将产品搬运至限位组件6上的新载具后经由下料输送线5下料,传送组件4将上料定位组件2上的载具搬运至下料定位组件3上流转至下一工序。
28.本实用新型的上料输送线1将装载有产品的载具输送至上料定位组件2上,搬运机构7将产品搬运至限位组件6上的新载具后经由下料输送线5下料,传送组件4将上料定位组件2上的载具搬运至下料定位组件3上流转至下一工序,其方便对smt载具进行转换,可满足产品在不同设备之间自动转换不同载具,大大提高了载具转换的效率,与整体流水线完成对接,提高整线的自动化程度,节省时间,降低成本的投入;同时,更换载具时,无需重复对载具进行调整校对,保证了更换载具前后的一致性。
29.所述上料输送线1与所述下料输送线5机构相同,所述上料输送线1包括输送架11,所述输送架11上设置有两输送轨道12,所述输送轨道12上设置有输送轮14,所述输送轮14通过输送皮带13连接,所述输送轮14与输送电机 15驱动连接,两输送轨道12之间通过驱动轴16驱动连接,所述输送电机15 与所述驱动轴16驱动连接。
30.两输送轨道12中的一个输送轨道12固定于所述输送架11上,所述输送架 11上设置有滑杆17,两输送轨道12中的另一输送轨道12上设置有滑套,所述滑杆17穿设在所述滑套上,所述滑套与所述滑杆17通过螺栓连接。
31.所述限位组件6、上料定位组件2以及下料定位组件3结构相同,所述上料定位组件2包括定位架21以及升降部件,所述定位架21两侧设置有定位框 22,所述定位框22两侧设置有传输辊轮,所述传输辊轮通过传输皮带23连接,所述传输辊轮与传输电机24驱动连接,所述升降部件设置在两定位框22之间,通过所述升降部件对所述传输皮带23上的载具进行往复升降运动。
32.限位组件6、上料定位组件2以及下料定位组件3结构相同,可以使得产品在更换载具时,无需重复对载具进行调整校对,保证了更换载具前后的一致性。
33.所述升降部件包括升降气缸281以及升降板28,所述升降板28与所述升降气缸281驱动连接,所述升降气缸281设置在所述定位架21上,所述升降板 28与所述定位架21之间设置有导向伸缩杆282。
34.所述上料定位组件2还包括两限位部件25,两限位部件25分别设置在所述升降部件两侧,所述限位部件25包括限位气缸26以及限位板,所述限位气缸26设置在所述定位架21上,所述限位板与所述限位气缸26驱动连接。
35.限位板在限位气缸26的带动下进行上下运动,直立就可起到限位作用,结构简单,限位准确。
36.所述传送组件4包括传送架,所述传送架上设置有传输直线模组41,所述传送直线模组上设置有传送升降气缸42,所述传送升降气缸42上设置有传送板43,所述传送板43上设置有真空吸盘。
37.所述搬运机构7包括搬运架,所述搬运架上设置有搬运直线模组71,所述搬运直线模组71上设置有搬运升降气缸72,所述搬运升降气缸72上设置有搬运板73,所述传送板43上均匀设置有多个真空吸嘴。
38.所述驱动组件包括驱动直线模组9以及驱动滑轨91,所述驱动直线模组9 与所述驱动滑平行设置,所述驱动直线模组9上设置有驱动板92,所述限位组件6设置在所述驱动板92上,所述驱动板92上设置有驱动滑块,所述驱动滑块滑设在所述驱动滑轨91上。
39.所述转送机构还包括夹持组件8,所述夹持组件8包括夹持架82以及设置在所述夹持架82上的顶升气缸81,所述夹持架82上滑设有升降架83,所述升降架83与所述顶升气缸81驱动连接,所述升降架83上设置有横板,所述横板两端均设置有夹持气缸85,所述夹持气缸85活塞杆杆端设置有夹爪86。
40.具体的,顶升气缸81带动升降架83向下移动,气缸带动两夹爪86对限位组件6上的新载具以及产品进行同步加持,保证产品在新载具上的位置,定位准确,效率高,占用空间小,且可拓展性强,适用范围广。
41.使用过程
42.上料输送线1将装载有产品的载具输送至上料定位组件2上,驱动组件带动装载有新载具的限位组件6移动至与所述上料定位组件2的相对位置,限位板在限位气缸26带动下对载具进行限位,通过升降部件对所述传输皮带23上的载具进行顶升,搬运板73对载具上的产品进行抓取,搬运直线模组71将产品搬运至限位组件6上,产品在新载具后经由下料输送线5下料,传送升降气缸42带动传送板43对载具进行抓取,传输直线模组41带动载具至搬运至下料定位组件3上流转至下一工序。
43.以上所述实施例仅是为充分说明本实用新型而所举的较佳的实施例,本实用新型的保护范围不限于此。本技术领域的技术人员在本实用新型基础上所作的等同替代或变换,均在本实用新型的保护范围之内。本实用新型的保护范围以权利要求书为准。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1