TYPE-C连接器生产用的SMT贴片成型机的制作方法
本技术属于smt加工设备,尤其涉及一种type-c连接器生产用的smt贴片成型机。
背景技术:
1、type-c插头板pcb的电路结构主要包括type-c插头、信号线、电源线、电容、电阻等几个部分。其中,type-c插头是整个电路的核心部分,它负责连接外部设备和传输数据。信号线负责传输数据,电源线负责供电,电容和电阻则是用于保证信号的质量和稳定性。
2、可见,type-c插头板pcb是一种集成了多种技术的复杂电路板。它通过电路结构的设计、数据传输的控制、电源的管理和尺寸的设计,实现了type-c插头的连接和高速传输。
3、目前,在type-c插头板pcb的生产加工过程中,需要将一些核心元器件贴在pcb板上,传统的贴片方式都是通过人工手动将元器件贴在pcb板上,并且贴完后再经过人工手动焊接,但是这样的加工工序不仅人工工作量大,人力成本高,工作效率低,而且人工手动贴片的精准度低,导致加工质量差。
技术实现思路
1、本实用新型的目的在于提供一种type-c连接器生产用的smt贴片成型机,旨在解决现有技术中的贴片方式都是通过人工手动将元器件贴在pcb板上,精准度低,导致加工质量差的技术问题。
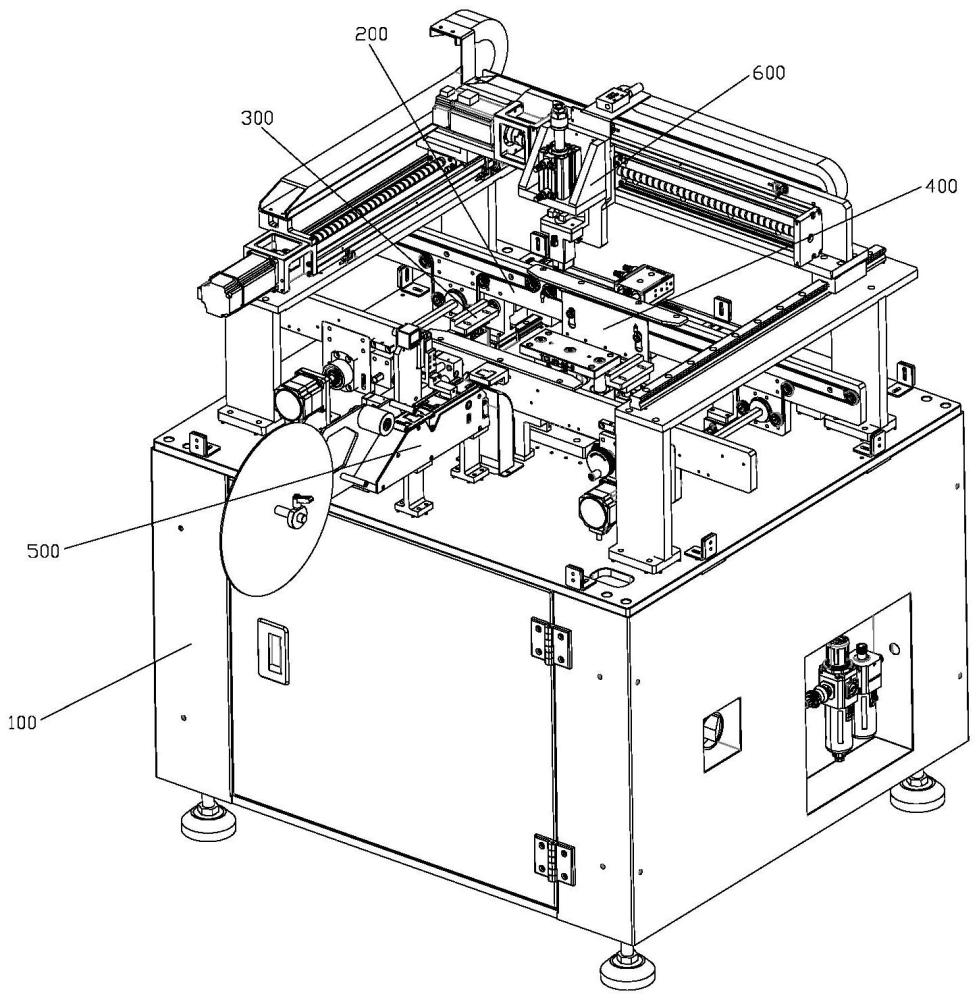
2、为实现上述目的,本实用新型实施例提供的一种type-c连接器生产用的smt贴片成型机,包括:
3、加工机台;
4、pcb板输送机构,所述pcb板输送机构横向设置于所述加工机台上,用于承载多个pcb板并向前输送;
5、pcb板分隔机构,所述pcb板分隔机构设置于所述加工机台上并位于所述pcb板输送机构内,用于将所述pcb板输送机构上待贴片的pcb板单独隔开;
6、pcb板分离支撑机构,所述pcb板分离支撑机构设置于所述加工机台上并位于所述pcb板输送机构内,用于将所述pcb板输送机构上待贴片的pcb板顶起;
7、贴片元件输送机构,所述贴片元件输送机构纵向设置于所述加工机台上并相邻于所述pcb板输送机构,用于承载多个贴片元件并逐个向外输送;
8、以及抓取贴片机构,所述抓取贴片机构设置于所述加工机台上并跨设于所述pcb板输送机构和所述贴片元件输送机构之间,用于抓取所述贴片元件输送机构上的贴片元件并转移贴合于所述pcb板输送机构上待贴片的pcb板上。
9、可选地,所述pcb板输送机构包括成品输送单元和代加工输送单元;所述成品输送单元和所述代加工输送单元分别独立运作,所述成品输送单元衔接于所述代加工输送单元的输出端,所述成品输送单元与所述代加工输送单元处于同一水平面上;其中所述成品输送单元和所述代加工输送单元结构相同,均包括第一承载轨道、第二承载轨道、输送皮带轮组、输送驱动杆和输送驱动电机;所述第一承载轨道和所述第二承载轨道平行设置于所述加工机台上,所述第一承载轨道和所述第二承载轨道上分别对应设置有一组所述输送皮带轮组;所述输送驱动杆穿设于所述第一承载轨道和所述第二承载轨道上并同时与两组所述输送皮带轮组相连接;所述输送驱动电机安装于所述加工机台上,所述输送驱动电机的输出轴与所述输送驱动杆固定连接,以驱动两组所述输送皮带轮组同步转动。
10、可选地,所述pcb板分隔机构包括沿着所述pcb板输送机构的输送方向前后间隔设置的第一分隔单元和第二分隔单元;其中所述第一分隔单元和所述第二分隔单元结构相同,均包括分隔阻挡块和分隔驱动气缸,所述分隔驱动气缸固定于所述加工机台上并位于所述pcb板输送机构内,所述分隔驱动气缸的输出轴与所述分隔阻挡块相连接,以驱动该分隔阻挡块向上伸出于所述pcb板输送机构。
11、可选地,所述pcb板分离支撑机构包括pcb板分离单元和pcb板支撑单元;两组所述pcb板分离单元对称设置于所述pcb板输送机构两侧,所述pcb板支撑单元设置于所述pcb板输送机构中部并位于两组所述pcb板分离单元之间;其中两组所述pcb板分离单元结构相同,均包括顶起分离件和顶起分离气缸,所述顶起分离气缸固定于所述加工机台上并紧贴于所述pcb板输送机构内侧,所述顶起分离气缸的输出轴与所述顶起分离件相连接,以驱动该顶起分离件向上伸出所述pcb板输送机构;另外所述pcb板支撑单元包括顶起支撑件和顶起支撑气缸,所述顶起支撑气缸固定于所述加工机台上并位于所述pcb板输送机构中部,所述顶起支撑气缸的输出轴与所述顶起支撑件相连接,以驱动该顶起支撑件向上伸出所述pcb板输送机构。
12、可选地,所述贴片元件输送机构包括中间转运台、元件上料单元和元件转移单元;所述元件上料单元和所述元件转移单元相邻设置于所述加工机台上,所述中间转运台设置于所述元件上料单元的前方;其中所述元件上料单元抓取所述元件上料单元上的贴片元件并转移放置于所述中间转运台。
13、可选地,所述元件上料单元包括上料机架、储料辊轴、上料滚筒、带料齿轮和上料电机;所述上料机架固定设置于所述加工机台上,所述储料辊轴、所述上料滚筒和所述带料齿轮沿着所述上料机架的延伸方向由前至后转动连接于该上料机架上,所述上料电机安装于所述上料机架上,所述上料电机的输出轴通过一传动皮带与所述储料辊轴、所述上料滚筒和所述带料齿轮相连接。
14、可选地,所述元件转移单元包括转移机架、横移基座、横移气缸、纵移基座、纵移气缸和元件吸头;所述转移机架固定设置于所述加工机台上;所述横移气缸安装于所述转移机架上,所述横移气缸的输出轴与所述横移基座固定连接;所述纵移气缸安装于所述横移基座上,所述纵移气缸的输出轴与所述纵移基座固定连接;所述元件吸头固定连接于所述纵移基座上。
15、可选地,所述抓取贴片机构包括龙门支架、x向移动驱动组件、y向移动驱动组件、z向移动驱动组件和元件抓取头;所述龙门支架固定设置于所述加工机台上并跨设于所述pcb板输送机构和所述贴片元件输送机构之间;所述x向移动驱动组件纵向安装于所述龙门支架上;所述y向移动驱动组件横向设置,所述y向移动驱动组件的一端滑动连接于所述龙门支架上,所述y向移动驱动组件的另一端滑动连接于所述x向移动驱动组件上;所述z向移动驱动组件滑动连接于所述y向移动驱动组件上;所述元件抓取头固定连接于所述z向移动驱动组件上。
16、可选地,所述x向移动驱动组件和所述y向移动驱动组件结构相同,均包括滑移基台、驱动螺杆、驱动滑台和滑移驱动电机;所述驱动螺杆两端转动连接于所述滑移基台上;所述驱动滑台滑动连接于所述滑移基台上,所述驱动螺杆与所述驱动滑台螺纹传动;所述滑移驱动电机安装于所述滑移基台上,所述滑移驱动电机的输出端与所述驱动螺杆相连接,以驱动所述驱动滑台在所述滑移基台上移动。
17、可选地,所述z向移动驱动组件包括z向安装座和z向移动气缸;所述z向安装座滑动连接于所述y向移动驱动组件上,所述z向移动气缸固定安装于所述z向安装座上,所述z向移动气缸的输出轴与所述元件抓取头固定连接。
18、本实用新型实施例提供的type-c连接器生产用的smt贴片成型机中的上述一个或多个技术方案至少具有如下技术效果之一:本实用新型type-c连接器生产用的smt贴片成型机工作时,首先pcb板输送机构承载多个pcb板并向前输送,接着pcb板分隔机构动作进而将pcb板输送机构上待贴片的pcb板单独隔开,再接着pcb板分离支撑机构动作进而将pcb板输送机构上待贴片的pcb板顶起,与此同时贴片元件输送机构承载多个贴片元件并逐个向外输送,最后通过抓取贴片机构抓取贴片元件输送机构上的贴片元件并转移贴合于pcb板输送机构上待贴片的pcb板上,完成一次贴片加工。可见,本实用新型实现了pcb板和贴片元件自动上料、pcb板独立定位以及贴片元件精准贴片的工作,不仅贴片精准度更高,且实现贴片加工工作的连续贴片的效果,进而能够在高精度加工的同时确保加工效率,更加符合目前的市场生产加工需求。
- 还没有人留言评论。精彩留言会获得点赞!