一种PCB板及其叠压工艺的制作方法
本发明涉及pcb板生产,尤其涉及一种pcb板及其叠压工艺。
背景技术:
1、pcb又称印刷电路板,是电子元器件电气连接的提供者,按照线路板层数可分为单面板、双面板、四层板、六层板以及其他多层线路板,pcb在生产的过程中需要对基板、铜箔等基材进行切割,然后将切割好的基材按要求进行叠板,随后进行压合及其他工序处理,印刷电路板,简称pcb板,属于电子信息产业的重要组件。
2、现有技术在在对pcb板叠压过程中仍存在一些不足:
3、1、现有技术中在进行pcb板叠压时,往往需要工作人员将铜箔、半固化片和芯板进行堆叠,人工堆叠效率低,不仅耗费了巨大的人力资源,且影响pcb板叠压的效率;
4、2、另外人工堆叠容易出现铜箔、半固化片和芯板堆叠不够整齐,导致pcb的不良品率升高,造成资源浪费。
5、针对上述问题,本发明文件提出了一种pcb板及其叠压工艺。
技术实现思路
1、本发明的目的是为了解决现有技术中需要人工堆叠,人工堆叠容易出现堆叠不整齐的缺点,而提出的一种pcb板及其叠压工艺。
2、为了实现上述目的,本发明采用了如下技术方案:
3、一种pcb板叠压工艺,包括如下步骤:
4、s1、通过叠压设备上的第一吸附板将第一输送带上输送的铜箔进行吸附;
5、s2、将第一吸附板吸附的铜箔平铺在堆叠台顶部,且铜箔位于多个l型限位板之间,多个l型限位板对铜箔限位;
6、s3、通过叠压设备上的第二吸附板将半固化片吸附并将半固化片平铺在铜箔的上方;
7、s4、通过叠压设备上的第一电磁喷头和第二电磁喷头对芯板的顶部与底部喷洒棕化液,且第三吸附板将芯板吸附并堆叠在半固化片的上方,接着在芯板上堆叠半固化片和铜箔;
8、s5、通过叠压设备上的液压缸和挤压模的配合对芯板、半固化片和铜箔进行压合,压合结束后,打开排料孔,pcb掉落在第四输送带上,第四输送带将pcb板向下一个工序输送。
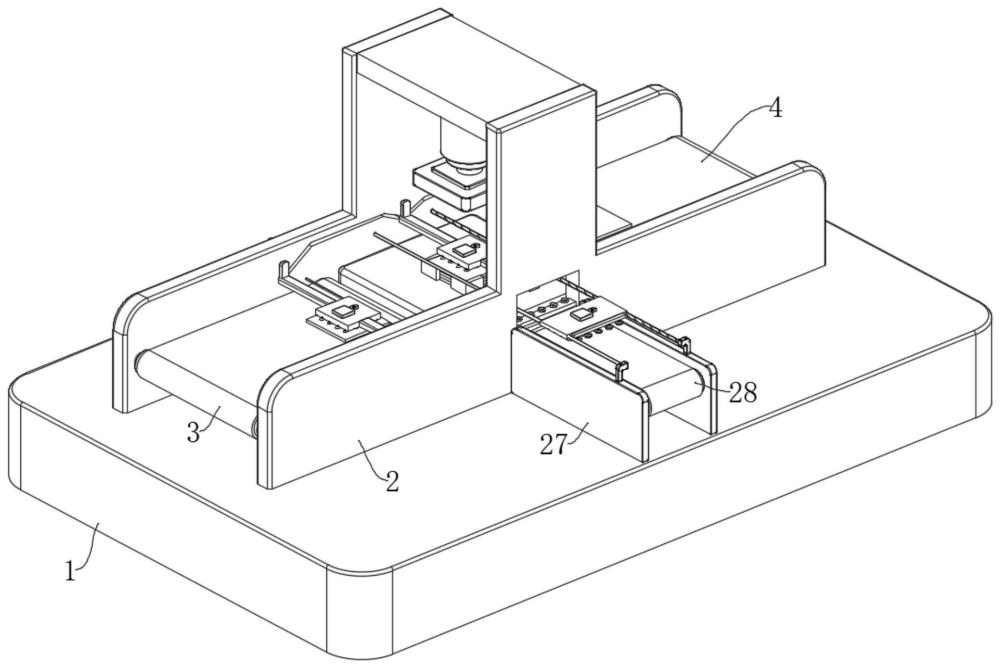
9、所述叠压设备包括工作台,所述工作台的顶部通过螺栓固定有第一机架,所述工作台的顶部焊接有堆叠台,且堆叠台位于第一机架内;
10、第一堆叠结构,设置在第一机架内,用于自动对pcb板不同的材料进行堆叠;
11、第二堆叠结构,设置在工作台的顶部,用于自动对pcb板不同的材料进行堆叠;
12、压合结构,设置在第一机架的顶部内壁,用于对pcb板不同的材料进行压合。
13、在一种可能的设计中,所述第一堆叠结构包括设置在第一机架内的第一输送带和第二输送带,且堆叠台位于第二输送带和第一输送带之间,所述第一机架内通过螺栓固定有两个限位条,且两个限位条用于对第一输送带和第二输送带上输送的原料进行限位,所述第一输送带和第二输送带的上方分别设有第一吸附板和第二吸附板,且第一吸附板和第二吸附板分别用于吸附第一输送带和第二输送带上的材料,第一吸附板和第二吸附板的结构相同,所述第一吸附板和第二吸附板的两侧均焊接有连接板,且两个连接板相互远离的一端分别与第一机架的两侧内壁滑动配合,所述第一机架的一侧设有第一引导槽和第二引导槽,位于第一吸附板和第二吸附板一侧的两个所述连接板的一端均焊接有滑杆,且两个滑杆分别与第一引导槽和第二引导槽滑动配合;通过第一吸附板和第二吸附板沿着第一引导槽和第二引导槽的轨迹移动能够分别将第一输送带和第二输送带的上的原料吸附,并将吸附的材料输送至堆叠台上。
14、在一种可能的设计中,所述第一堆叠结构还包括滑动连接在第一机架一侧的移动架,所述移动架的两侧均通过滑轨滑动连接有滑套,且两个滑杆分别贯穿相应的滑套,所述第一机架的一侧通过基座转动连接有丝杆,且丝杆的一端螺纹贯穿移动架,所述第一机架的一侧通过螺栓固定有驱动电机,且驱动电机的输出轴通过联轴器与丝杆的一端固定连接;通过丝杆与移动架的配合带动滑套移动,两个滑套分别带动第一吸附板和第二吸附板将第一输送带和第二输送带上的原料吸附并输送至堆叠台上,无需人工操作,提高堆叠效率。
15、在一种可能的设计中,所述第二堆叠结构包括通过螺栓固定在工作台顶部的第二机架,且第二机架位于第一机架的一侧,所述第二机架内设有第三输送带,所述第一机架远离第一引导槽的一侧设有进料孔,所述第二机架的顶部通过基座固定有导杆,且导杆的一端与第一机架的一侧内壁固定连接,所述第二机架的顶部通过基座转动连接有螺杆,且螺杆的一端与第一机架的一侧内壁转动连接,且导杆与螺杆均贯穿进料孔,所述螺杆的外壁螺纹套设有第三吸附板,且第三吸附板滑动套设在导杆的外壁,所述第三吸附板的底部固定连接有多个空心吸盘,且空心吸盘的顶端延伸至第三吸附板内,所述第三吸附板的顶部通过螺栓固定有第二气泵,所述第三吸附板的顶部固定有第二气囊,所述第二气泵的进气口通过第一软管与第三吸附板相连通,所述第二气泵的出气口通过第二软管与第二气囊相连通,所述第二气囊的底部通过第三软管与第三吸附板相连通,且第三软管的外壁设有第一电磁阀;所述导杆的外壁固定套设有第一限位圆盘和第二限位圆盘,通过第一限位圆盘和第二限位圆盘对第三吸附板进行限位,启动第二气泵,通过空心吸盘将芯板向上吸附,螺杆反向转动,第三吸附板向里侧移动,第三吸附板位于多个l型限位板的正上方,关闭第二气泵,芯板掉落至半固化片的上方,第二气囊将空气通过空心吸盘排出,使芯板与半固化片贴合。
16、在一种可能的设计中,所述压合结构包括通过螺栓固定在第一机架顶部内壁的液压缸,所述液压缸的输出轴通过螺栓固定有加热箱,所述加热箱的底部通过螺栓固定有挤压模,所述加热箱的底部内壁通过螺栓固定有多个第一红外线加热管,所述加热箱的底部固定贯穿有多个导热棒,且导热棒与挤压模相碰触;启动液压缸,液压缸推动加热箱和挤压模下移,且启动第一红外线加热管,第一红外线加热管通过到热榜对挤压模进行加热,通过挤压模对芯板、半固化片和铜箔进行压合形成pcb板。
17、在一种可能的设计中,所述第一吸附板的顶部通过螺栓固定有第一气泵,所述第一吸附板的顶部固定有第一气囊,所述第一气泵的进气口通过第一连接管与第一吸附板相连通,所述第一气泵的出气口通过第二连接管与第一气囊相连通,所述第一气囊的底部通过第三连接管与第一吸附板相连通,所述第三连接管的外壁设有第二电磁阀,所述第一吸附板的底部内壁滑动贯穿有多个空心管,所述空心管的底端固定有第一吸盘,所述空心管的外壁套设有与第一吸附板底部固定连接的弹簧,所述弹簧的底端与空心管的外壁固定连接;当第一吸附板在第一引导槽与滑杆的配合下移动至原料的上方时,通过空心管、第一吸盘和弹簧的配合起到缓冲作用,避免第一吸盘、空心管将原料损坏,且通过第一气泵和第一气囊的配合能够使第一吸盘吸附原料,同样第一气囊将空气通过第一吸盘排出时,能够将原料进平铺,保证后续的原料均能够平铺堆叠。
18、在一种可能的设计中,所述堆叠台的顶部可拆卸有多个l型限位板,所述第三吸附板远离第一机架的一侧通过螺栓固定有第一储液箱,所述第一储液箱的底部设有多个第一电磁喷头,所述进料孔的底部内壁通过螺栓固定有第二储液箱,所述第二储液箱的顶部设有多个第二电磁喷头;通过多个l型限位板能够对原料进行限位,保证后期的原料能够整齐的进行堆叠,第三吸附板向外侧移动时,通过第一电磁喷头对原料的顶部喷洒棕化液,第三吸附板带动原料移动至第一机架内时,通过第二电磁喷头对原料的底部喷洒棕化液,便于后期pcb板的堆叠。
19、在一种可能的设计中,所述堆叠台顶部可拆卸连接有多个固定杆,且多个固定杆相互靠近的一端分别与相应的l型限位板焊接,所述堆叠台内设有排料孔,所述堆叠台内滑动连接有两个u型板,且u型板用于封闭排料孔,所述l型限位板的底部与u型板的顶部相碰触,所述堆叠台内固定贯穿有两个电动推杆,两个所述电动推杆的输出轴分别与相应的u型板的一侧通过螺栓固定连接,所述排料孔相互远离的两侧内壁均通过螺栓固定有第二红外线加热管,且第二红外线加热管位于u型板内,所述工作台内设有位于排料孔下方的第四输送带;启动液压缸,液压缸推动加热箱和挤压模下移,且启动第一红外线加热管,第一红外线加热管对挤压模进行加热,通过挤压模对芯板、半固化片和铜箔进行压合形成pcb板,且启动第二红外线加热管能够在底部对半固化片和铜箔加热,保证半固化片、铜箔和芯板之间的压合性,压合结束后,启动电动推杆,电动推杆带动u型板向外侧移动,解除u型板对排料孔的封闭,pcb板通过排料孔掉落在第四输送带上,第四输送带将pcb板向下一个工序输送。
20、一种pcb板,由上述的一种pcb板叠压工艺制备而成,包括芯板,所述芯板的顶部与底部均设有半固化片,两个所述半固化片相互远离的一侧均设有铜箔。
21、本发明中,所述第一输送带和第二输送带的上方分别设有第一吸附板和第二吸附板,所述第一吸附板和第二吸附板的两侧均焊接有连接板,所述第一机架的一侧设有第一引导槽和第二引导槽,位于第一吸附板和第二吸附板一侧的两个所述连接板的一端均焊接有滑杆,且两个滑杆分别与第一引导槽和第二引导槽滑动配合;通过第一吸附板和第二吸附板沿着第一引导槽和第二引导槽的轨迹移动能够分别将第一输送带和第二输送带的上的原料吸附,并将吸附的材料输送至堆叠台上,自动完成原料的吸附与输送,且输送后能够使原料整齐的平铺在堆叠台上,提高pcb板堆叠效率;
22、本发明中,所述第三吸附板远离第一机架的一侧通过螺栓固定有第一储液箱,所述第一储液箱的底部设有多个第一电磁喷头,所述进料孔的底部内壁通过螺栓固定有第二储液箱,所述第二储液箱的顶部设有多个第二电磁喷头;第三吸附板向外侧移动时,通过第一电磁喷头对原料的顶部喷洒棕化液,第三吸附板带动原料移动至第一机架内时,通过第二电磁喷头对原料的底部喷洒棕化液,便于后期pcb板的堆叠;
23、本发明中,所述第一吸附板的顶部通过螺栓固定有第一气泵,所述第一吸附板的顶部固定有第一气囊,所述第一吸附板的底部内壁滑动贯穿有多个空心管,所述空心管的外壁套设有与第一吸附板底部固定连接的弹簧,所述弹簧的底端与空心管的外壁固定连接;当第一吸附板移动至原料的上方时,通过弹簧的配合起到缓冲作用,避免第一吸盘、空心管将原料损坏,且通过第一气泵和第一气囊的配合能够使第一吸盘吸附原料,同样第一气囊将空气通过第一吸盘排出时,能够将原料进平铺,保证后续的原料均能够平铺堆叠;
24、本发明中,所述堆叠台内滑动连接有两个u型板,所述排料孔相互远离的两侧内壁均通过螺栓固定有第二红外线加热管,所述工作台内设有位于排料孔下方的第四输送带;通过挤压模进行压合时,第二红外线加热管能够在底部对pcb板加热,保证半固化片、铜箔和芯板之间的压合性,压合结束后,解除u型板对排料孔的封闭,第四输送带将pcb板向下一个工序输送。
25、本发明中,通过移动架的左右移动以及第三吸附板的移动能够自动将芯板、半固化片和铜箔输送至堆叠台上,且在对芯板输送时通过能够第一电磁喷头与第二电磁喷头的配合对芯板的顶部与底部喷洒棕化液,便于后期的压合,另外在将芯板、半固化片和铜箔堆叠时能够保证堆叠的整齐性,保证pcb的良品率升高,以及提高pcb板堆叠的效率。
- 还没有人留言评论。精彩留言会获得点赞!