一种印刷电路板贴装的资源分配方法、装置及设备
本发明涉及印刷电路板加工,特别涉及一种印刷电路板贴装的资源分配方法、装置及设备。
背景技术:
1、现有研究仅关注在已知贴片机的数量的前提下各种资源在贴片机上的分配,实际生产中,贴装印刷电路板(printed circuit board,pcb)的最优(最少)贴片机数量一般不可知,因此针对特定产品类型,需要根据其产品需求,设计简单高效算法求解最少的贴片机数量。
2、现有技术中,无法同时考虑贴装pcb所需贴片机的最少数量和元器件贴装的优先级,难以贴合生产实践,不适应生产要求。面对大规模贴装问题无法在短时间内获取高质量的分配结果,pcb贴装生产线的优化调度周期较长。
技术实现思路
1、本发明实施例提供一种印刷电路板贴装的资源分配方法、装置及设备,用以解决现有技术中面对大规模贴装问题无法在短时间内获取高质量的分配结果,pcb贴装生产线的优化调度周期较长的问题。
2、为了解决上述技术问题,本发明采用如下技术方案:
3、第一方面,本发明的实施例提供一种印刷电路板贴装的资源分配方法,包括:
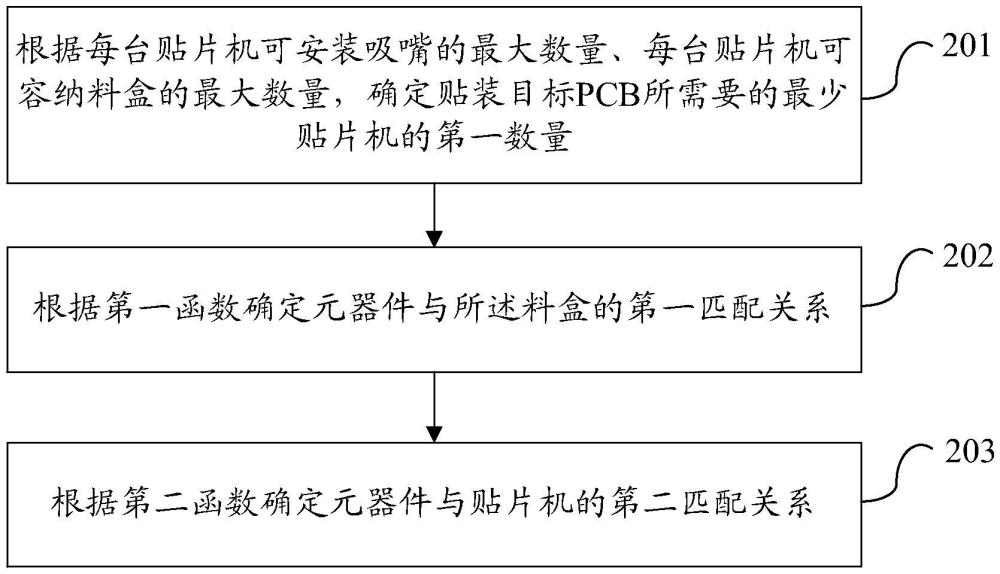
4、根据每台贴片机可安装吸嘴的最大数量、每台贴片机可容纳料盒的最大数量,确定贴装目标pcb所需要的最少贴片机的第一数量;
5、根据第一函数确定元器件与所述料盒的第一匹配关系;所述第一函数为所述第一匹配关系与所述第一数量、元器件与贴片机的初始匹配关系、料盒满载可以贴装的pcb的第二数量之间的对应关系;
6、根据第二函数确定元器件与贴片机的第二匹配关系;所述第二函数为所述第二匹配关系与所述第一匹配关系、更换吸嘴所需要的第一时长、更换料盒所需要的第二时长以及贴装元器件所需要的第三时长对应关系。
7、进一步地,在确定所述第一匹配关系之前,还包括:
8、根据第三函数确定所述初始匹配关系;所述第三函数为所述初始匹配关系与每台贴片机上的料盒数量、所述第一时长、所述第三时长的对应关系。
9、进一步地,每台贴片机可容纳料盒的最大数量,包括:
10、第三数量和/或第四数量;
11、所述第三数量为每台贴片机可容纳的第一料盒的最大数量;所述第四数量为每台贴片机可容纳的第二料盒的最大数量;
12、所述第三时长,包括:
13、贴装第一元器件所需要的第四时长,和/或,贴装第二元器件所需要的第五时长。
14、进一步地,所述贴装目标pcb所需要的贴片机的最小数量根据以下方式确定:
15、
16、其中,s为吸嘴集合;r为所述贴片机上可安装所述吸嘴的最大数量;l为第一元器件集合;c1为所述第三数量;j为第二元器件集合;c2为所述第四数量;|·|表示集合中元素的个数;表示向上取整。
17、进一步地,所述根据第三函数为:
18、
19、其中,x为第一元器件与贴片机的匹配关系;y为第二元器件与贴片机的匹配关系;为所述第一元器件与料盒的匹配关系,且为所述第二元器件与料盒的匹配关系,且t1为替换单个所述吸嘴所需的时间;xik为0-1变量,若将第i组第一元器件分配给第k台贴片机,则xik=1,否则xik=0;第i组第一元器件为使用同一个吸嘴的元器件集合;z′ek为0-1变量,若将吸嘴e分配给第k台贴片机,则z′ek=1,否则z′ek=0;ε为所述第二元器件对应的吸嘴合集;为单个pcb上贴装第i组所有第一元器件所需的时间;为单个pcb上贴装第二元器件j所需的时间;yjk为0-1变量,若将第二元器件j分配给第k台贴片机,则yjk=1,否则yjk=0。
20、进一步地,所述根据第一函数包括:
21、用于确定第一元器件与第一料盒的第三匹配关系的第四函数以及用于确定第二元器件于第二料盒的第四匹配关系的第五函数;
22、其中,所述第四函数为:
23、
24、且,
25、
26、所述第五函数为:
27、
28、且,
29、
30、为所述第三匹配关系;为所述第四匹配关系;为所述第一元器件与贴片机的初始匹配关系;为所述第二元器件与贴片机的初始匹配关系;为所述第一料盒容纳的第一元器件的最大数量;为单个pcb上需要贴装的第一元器件的数量;μil为0-1参数,若所述第一元器件分配到第i组,则μil=1;否则μil=0;为所述第二料盒容纳的第二元器件的最大数量;为单个pcb上需要贴装的第二元器件的数量;c1为所述第三数量;c2为所述第四数量。
31、进一步地,所述根据第二函数为:
32、
33、其中,t2为单次补充一类元器件所需要的时间。
34、进一步地,所述第一函数的约束条件为:
35、为目标元器件分配料盒数量满足更换料盒的次数最小;
36、其中,所述目标元器件为一个所述印刷电路板贴装过程中需要数量与料盒容量的比值最大的元器件。
37、进一步地,所述第二函数和所述第三函数的约束条件为:
38、每个元器件必须分配给一台贴片机;
39、若将至少一个与第一吸嘴对应的电容或电阻分配给第一贴片机,则必须将所述第一吸嘴分配给所述第一贴片机;
40、每台贴片机上安装的吸嘴和料盒数量不能超过贴片机的容量;
41、若所述第一元器件必须放在所述第二元器件之前贴装,则分配给所述第一元器件的贴片机序列必须小于或等于分配给所述第二元器件的贴片机序列
42、进一步地,所述方法,还包括:
43、对所述第一函数和所述第二函数循环迭代n次,直至第n-1次迭代得到的所述第二匹配关系与第n次迭代得到的所述第二匹配关系的相对误差小于或者等于预设阈值。
44、第二方面,本发明的实施例提供一种印刷电路板贴装的资源分配装置,包括:
45、第一确定模块,用于根据每台贴片机可安装吸嘴的最大数量、每台贴片机可容纳料盒的最大数量,确定贴装目标pcb所需要的最少贴片机的第一数量;
46、第二确定模块,用于根据第一函数确定元器件与所述料盒的第一匹配关系;所述第一函数为所述第一匹配关系与所述第一数量、元器件与贴片机的初始匹配关系、料盒满载可以贴装的pcb的第二数量之间的对应关系;
47、第三确定模块,用于根据第二函数确定元器件与贴片机的第二匹配关系;所述第二函数为所述第二匹配关系与所述第一匹配关系、更换吸嘴所需要的第一时长、更换料盒所需要的第二时长以及贴装元器件所需要的第三时长对应关系。
48、第三方面,本发明的实施例提供一种印刷电路板贴装的资源分配设备,包括:收发机、存储器、处理器及存储在存储器上并可在处理器上运行的计算机程序所述处理器执行所述计算机程序时实现如上所述的印刷电路板贴装的资源分配方法的步骤。
49、第四方面,本发明的实施例提供一种计算机可读存储介质,其上存储有计算机程序,该计算机程序被处理器执行时实现如上所述的印刷电路板贴装的资源分配方法的步骤。
50、第五方面,提供一种计算机程序产品,包括计算机指令,该计算机指令被处理器执行时实现如上所述的印刷电路板贴装的资源分配方法的步骤。
51、本发明的有益效果是:
52、本发明实施例的印刷电路板贴装的资源分配方法、装置及设备,通过确定贴装目标pcb所需要的最少贴片机的最小第一数量、所述元器件与所述料盒的所述第一匹配关系以及所述元器件与贴片机的第二匹配关系,从而确定印刷电路板贴装过程中的包括贴片机、料盒以及元器件的资源的分配方案。本发明实施例的印刷电路板贴装的资源分配方法,在面对大规模印刷电路板贴装,能够迅速确定包括贴片机数量、元器件与贴片机的匹配关系以及元器件与料盒的匹配关系的资源分配方案,缩短了生产线的优化调度周期。
- 还没有人留言评论。精彩留言会获得点赞!