一种通信类埋铜块PCB溢胶处理方法及系统与流程
本发明属于pcb板,尤其涉及一种通信类埋铜块pcb溢胶处理方法及系统。
背景技术:
1、现有技术对于铜块pcb溢胶处理,通常的流程包括:压合、树脂磨板、人工用刀片修理、钻孔、后工序。
2、通过上述分析,现有技术存在的问题及缺陷为:现有技术处理铜块边缘的溢胶,品质无法保证、并且效率低下。
技术实现思路
1、为克服相关技术中存在的问题,本发明公开实施例提供了一种通信类埋铜块pcb溢胶处理方法及系统,具体涉及含有埋铜块设计的pcb板领域。
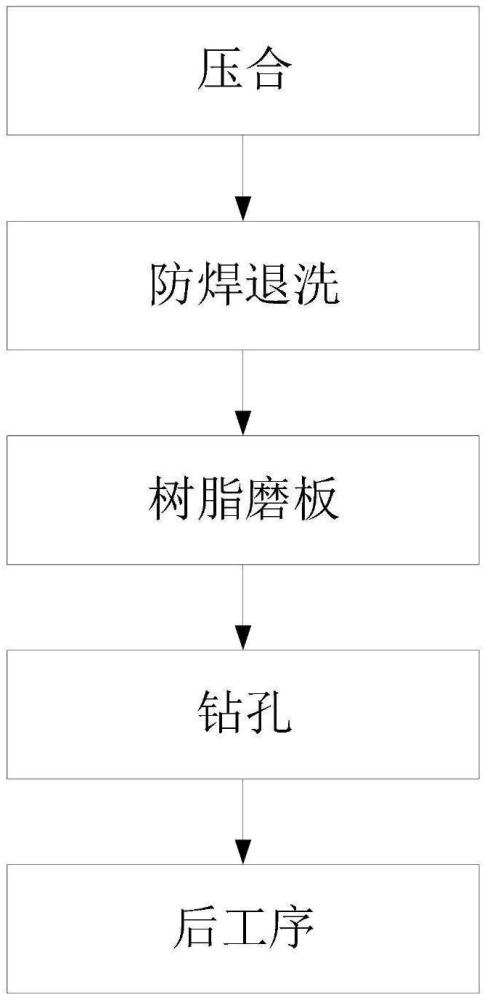
2、所述技术方案如下:一种通信类埋铜块pcb溢胶处理方法,包括:压合、防焊退洗、树脂磨板、钻孔、后工序;
3、所述防焊退洗参数为:naoh浓度10-15%,温度85±10℃,浸泡时间30±10min;
4、所述树脂磨板参数为:开启600目砂带机一组、陶瓷刷2对、不织布1对,传送速度2m/min,电流参数2.0a。
5、进一步,在防焊退洗步骤中,温度控制方法包括:
6、s1,根据搭建的温度场防焊退洗生产线待测区域的埋铜块pcb溢胶几何体大小、待测温度场的复杂程度,在每条埋铜块pcb溢胶几何体边缘线上安装一定数量的脉冲温度激发器,并计算出脉冲温度波传播温度波因子数量;
7、s2,将待测区域划分为一定数量的网格,且划分的网格数量大于或者等于脉冲温度波传播温度波因子数量;
8、s3,根据脉冲温度波传播温度波因子数量m与划分的网格数量n,计算每一条脉冲温度波传播温度波因子在每一个被划分的网格上的矢量值,第i条脉冲温度波传播温度波因子在第j个网格上的矢量为ai,j,形成系数矩阵a;
9、s4,通过改变脉冲温度激发器的收发状态,测量每一条脉冲温度波传播温度波因子的跨越时间,形成一个跨越时间向量y;
10、s5,建立防焊退洗温度目标模型,并将改进型软阈值迭代算法应用于求解改进型软阈值迭代公式中的x;
11、s6,将经过改进型软阈值迭代算法得到的解x*,经过所述脉冲温度波速和气体介质温度的关系表达式,得到待测区域内每一个划分网格的中心点温度向量;
12、s7,对经过改进型软阈值迭代求解的温度向量与对应坐标作为训练样本,带入构建好的防焊退洗温度控制学习机进行模型训练;
13、s8,待训练完后将整个被测区域的坐标带入已经训练好的极限学习机预测,得到整个被测区域的连续温度场分布;
14、s9,通过表格绘图工具,将求出的温度场数据绘图,得到等温线图与三维图;
15、s10,对获得的等温线图与三维图的防焊退洗温度追踪结果输入到防焊退洗温度控制对抗模型中,每运行一次进行n轮梯度下降迭代,用于生成干扰,将这一干扰加到当前帧中;干扰后的视频帧作为追踪图像输入到追踪算法中,获取当前帧的防焊退洗温度追踪结果,迭代运行这一流程至遍历测试数据集的全部视频序列的全部视频帧;将每一帧的防焊退洗温度追踪结果记录保存,并定量分析防焊退洗温度追踪精确度和追踪成功率。
16、在步骤s3中,系数矩阵a的表达式为:
17、
18、式中,amn为在脉冲温度波传播温度波因子数量m与划分的网格数量n下的系数。
19、在步骤s4中,跨越时间向量y的表达式为:
20、
21、式中,y1为第1个跨越时间向量值,y2为第2个跨越时间向量值,ym-1为脉冲温度波传播温度波因子数量m前一个跨越时间向量值,ym为脉冲温度波传播温度波因子数量m个跨越时间向量值。
22、在步骤s5中,防焊退洗温度目标模型的表达式为:
23、
24、式中,a为距离矩阵,x为脉冲温度波传播速度的倒数向量,y为跨越时间向量,λ为脉冲系数。
25、在步骤s5中,改进型软阈值迭代算法,包括:初始化x(0)=0,y(1)=x(0),t(1)=1,由第n次迭代计算结果x(n)到第n+1迭代计算结果x(n+1),表达式为:
26、x(n)=p+(y(n)-wtat(ax(n)-y)/l)
27、
28、y(n+1)=x(n)+β(x(n)-x(n-1))
29、式中,x(n)为第n次迭代计算结果,x(n-1)为第n-1次迭代计算结果,p+为向下迭代,y(n)为第n次迭代计算跨越时间向量,wt为跨越距离计算系数,at为在t阶的距离矩阵,a为距离矩阵,y为跨越时间向量,l为跨越长度,t(n+1)为第n+1次迭代计算时间,t(n)为第n次迭代计算时间,f(x(n))为第n次迭代计算函数,β为迭代计算时间比率,y(n+1)为第n+1次迭代计算跨越时间向量。
30、在步骤s5中,脉冲温度波速和气体介质温度的关系表达式为:
31、
32、式中,c为声速,γ为气体介质的绝热指数,r为理想气体常数,m为气体介质的摩尔质量,t为气体介质的热力学温度。
33、在步骤s7中,带入构建好的防焊退洗温度控制学习机进行模型训练,包括:
34、kelm的隐含层输出矩阵h为:
35、h=[h(x1),h(x2)…h(xn)]
36、式中,h(xn)为xn的非线性映射,n为训练集的个数,xn为通过改进型软阈值迭代得到的划分的粗网格中心点温度;若该映射的形式未知,则构造如下:
37、
38、式中,h为隐含层输出矩阵,ht为在t阶下隐含层输出矩阵,k()为核函数;
39、kelm的输出为:
40、
41、式中,f(x*)为测试集的样本映射输出粗网格中心点温度,h(x*)为x*的非线性映射值,λ为正则化参数,i为当前帧,t为训练集的输出向量,k(x*,xi)为在第i个训练集的个数粗网格中心点映射温度,k(x*,xn)为测试集的样本中在第n个训练集的个数粗网格中心点映射温度;x*为测试集的样本;
42、kelm的输出权值矩阵为:
43、β*=ht(hht+λi-1)t
44、式中,β*为输出权值。
45、在步骤s10中,干扰后的视频帧作为追踪图像输入到追踪算法中,获取当前帧的防焊退洗温度追踪结果,迭代运行这一流程至遍历测试数据集的全部视频序列的全部视频帧,包括:
46、步骤1:获取防焊退洗温度控制目标追踪视频,输入上一帧视频图像到防焊退洗温度追踪芯片中,得到上一帧防焊退洗温度追踪结果;
47、步骤2:将当前帧i输入到防焊退洗温度追踪芯片中,得到n个建议预选框,计算当前帧n个建议预选框与上一帧防焊退洗温度追踪结果的交并比结果;
48、步骤3:对于当前帧i第n个防焊退洗温度追踪调控框;
49、步骤4:对于当前帧i,得到的防焊退洗温度追踪芯片损失函数;
50、步骤5:设计分类剥离损失函数;
51、步骤6:设计回归剥离损失函数;
52、步骤7:为约束对单张视频图像添加的干扰强度,使添加干扰之后的视频图像与原始视频图像比较接近,以降低被接收的可能性,设计感知损失函数;
53、步骤8:综合分类剥离损失函数,回归剥离损失函数和感知损失函数,得到综合损失函数;
54、步骤9:对于综合损失函数,求其关于输入帧i的偏导数;
55、步骤10:将梯度反向传播,对于第m+1次迭代得到的添加干扰后输入帧;
56、步骤11:迭代m次后得到当前帧最终添加干扰的对抗视频图像
57、步骤12:针对视频中图像帧具有时空连续性的特点,对于第t帧视频图像it,选取视频图像帧的上一帧对抗视频图像得到的干扰来初始化第t帧第一次迭代的视频图像。
58、本发明的目的在于提供一种通信类埋铜块pcb溢胶处理的温度控制系统,该系统应用于所述通信类埋铜块pcb溢胶处理方法,该系统包括:
59、脉冲温度波传播温度波因子数量计算模块,用于根据搭建的温度场防焊退洗生产线待测区域的埋铜块pcb溢胶几何体大小、待测温度场的复杂程度,在每条埋铜块pcb溢胶几何体边缘线上按照特定的方式安装一定数量的脉冲温度激发器并计算出脉冲温度波传播温度波因子数量;
60、网格划分模块,用于将待测区域划分为一定数量的网格,且划分的网格数量应该大于或者等于脉冲温度波传播温度波因子数量;
61、划分网格矢量值计算模块,用于根据脉冲温度波传播温度波因子数量m与划分的网格数量n,计算每一条脉冲温度波传播温度波因子在每一个被划分的网格上的矢量值,第i条脉冲温度波传播温度波因子在第j个网格上的矢量为ai,j,形成系数矩阵a;
62、跨越时间向量获取模块,用于通过改变脉冲温度激发器的收发状态,测量每一条脉冲温度波传播温度波因子的跨越时间,形成一个跨越时间向量y;
63、防焊退洗温度目标模型建立模块,建立防焊退洗温度目标模型,并将改进型软阈值迭代算法应用于求解改进型软阈值迭代公式中的x;
64、划分网格中心点温度向量获取模块,用于将经过改进型软阈值迭代算法得到的解x*,经过所述脉冲温度波速和气体介质温度的关系表达式,得到待测区域内每一个划分网格的中心点温度向量;
65、改进型软阈值迭代模块,用于对经过改进型软阈值迭代求解的温度向量与对应坐标作为训练样本,带入构建好的防焊退洗温度控制学习机进行模型训练;
66、连续温度场分布模块,用于待训练完后将整个被测区域的坐标带入已经训练好的极限学习机预测,得到整个被测区域的连续温度场分布;
67、等温线图与三维图获得模块,用于通过表格绘图工具,将求出的温度场数据绘图,得到等温线图与三维图;
68、防焊退洗温度追踪结果获取模块,用于对获得的等温线图与三维图的防焊退洗温度追踪结果输入到防焊退洗温度控制对抗模型中,每运行一次进行n轮梯度下降迭代,用于生成干扰,将这一干扰加到当前帧中;干扰后的视频帧作为追踪图像输入到追踪算法中,获取当前帧的防焊退洗温度追踪结果,而后迭代运行这一流程至遍历测试数据集的全部视频序列的全部视频帧;将每一帧的防焊退洗温度追踪结果记录保存,并定量分析防焊退洗温度追踪精确度和追踪成功率。
69、结合上述的所有技术方案,本发明所具备的有益效果为:本发明通过化学方法处理铜块边缘的压合溢胶,即通过化学与物理方式结合,可以有效的处理掉铜块边缘的压合溢胶问题,无需人工刀片修理。
- 还没有人留言评论。精彩留言会获得点赞!