PCB加工设备及其控制方法与流程
本发明属于pcb加工,特别是涉及一种pcb加工设备及其控制方法。
背景技术:
1、现有的pcb加工设备中,通常采用多个主轴结构对pcb板进行加工,主轴结构通常包括加工主轴以及主轴夹组件,其中,主轴夹组件用于夹持加工主轴,加工主轴则用于通过刀具对pcb板进行加工。
2、为实现对加工主轴所需刀具的取放,现有技术中一般在每一加工主轴上都配有一个用于取放刀具的机械手,这使得取放刀具时需要驱动每一个加工主轴进行移动,控制复杂,且增加了加工主轴的偏移概率,影响加工精度。
技术实现思路
1、本发明所要解决的技术问题是:针对现有的主轴结构取放刀具时需要驱动每一个加工主轴进行移动,会增加加工主轴的偏移概率的技术问题,提供一种pcb加工设备及其控制方法。
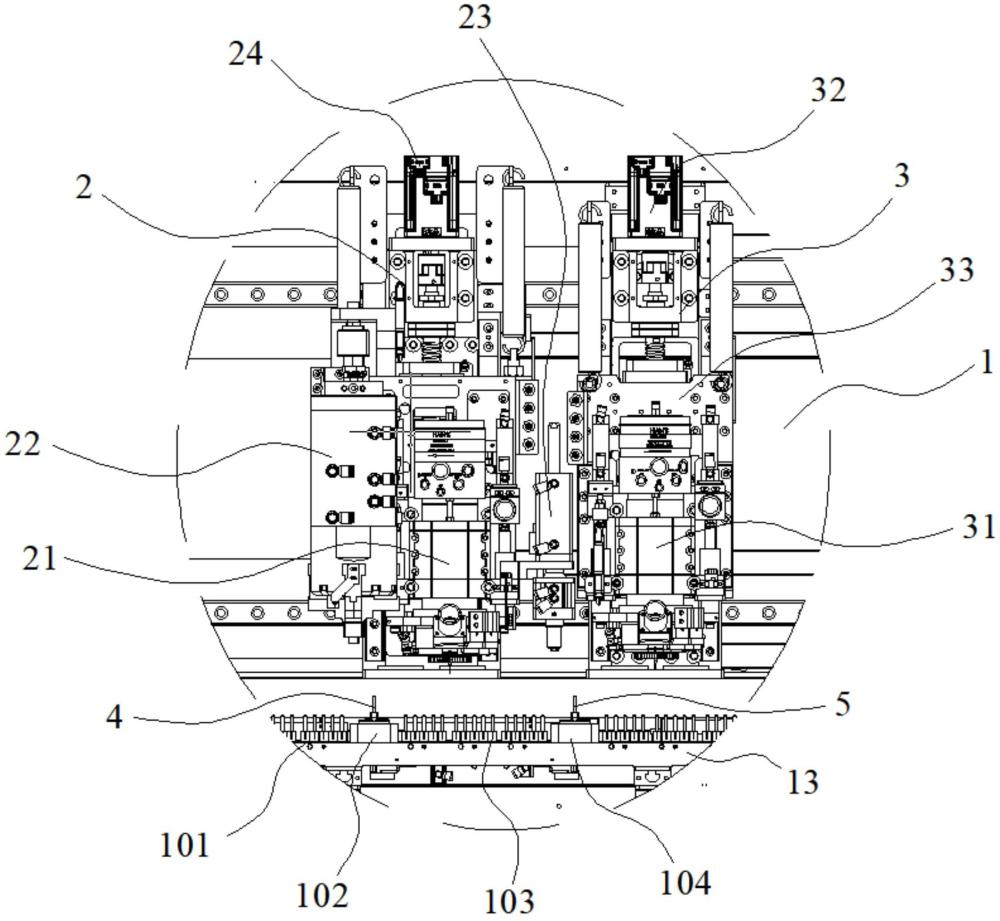
2、为解决上述技术问题,一方面,本发明实施例提供了一种pcb加工设备,包括机架、第一主轴结构以及第二主轴结构,所述第一主轴结构包括第一主轴组件、第一取放组件以及第二取放组件,所述第二主轴结构包括第二主轴组件,所述第一主轴组件及所述第二主轴组件沿第一方向相互间隔地滑动安装于所述机架;
3、所述第一取放组件及所述第二取放组件间隔安装于所述第一主轴组件;
4、所述第一取放组件能够与所述第一主轴组件交换第一刀具;
5、所述第二取放组件能够与所述第二主轴组件交换第二刀具。
6、根据本发明实施例的pcb加工设备,第一主轴结构同时集成第一主轴组件及两个取放组件,并使第一取放组件能够与第一主轴组件交换第一刀具,第二取放组件能够与第二主轴组件交换第二刀具,从而可在取放物料时,仅驱动第一主轴结构进行移动,以简化控制过程,同时可降低第二主轴组件的位置发生偏移的概率,提高加工精度。
7、可选地,所述pcb加工设备还包括载料结构,所述载料结构设置于所述机架,所述载料结构间隔设置有第一位置、第二位置、第三位置及第四位置,所述第一位置用于存放所述销钉及所述第一刀具,所述第三位置用于存放所述第二刀具;
8、所述第一取放组件能够在所述第一位置与所述第二位置之间运输所述第一刀具;所述第一主轴组件能够对位于所述第二位置的所述第一刀具进行取放;
9、所述第二取放组件能够在所述第三位置与所述第四位置之间运输所述第二刀具;所述第二主轴组件能够对位于所述第四位置的所述第二刀具进行取放。
10、可选地,所述第一取放组件还能够在所述第一位置及所述机架的销钉孔之间运输所述销钉。
11、可选地,所述第一取放组件及所述第二取放组件沿所述第一方向分别设置于所述第一主轴组件的相对两侧。
12、可选地,所述第一位置与所述第三位置之间的距离和所述第二位置与所述第四位置之间的距离相等;
13、所述第一位置与所述第三位置之间的距离和所述第一取放组件与所述第二取放组件之间的距离相等。
14、可选地,所述第一位置设置有第一料盘,所述第二位置设置有第一中转座;
15、所述第一取放组件能够在所述第一料盘与所述第一中转座之间运输所述第一刀具;所述第一主轴组件能够对所述第一中转座处的所述第一刀具进行取放;
16、所述第三位置设置有第二料盘,所述第四位置设置有第二中转座;
17、所述第二取放组件能够在所述第二料盘与所述第二中转座之间运输所述第二刀具;所述第二主轴组件用于对所述第二中转座处的所述第二刀具进行取放。
18、可选地,所述第一料盘与所述第二料盘之间的距离和所述第一中转座与所述第二中转座之间的距离相等;且,所述第一料盘与所述第二料盘之间的距离和所述第一取放组件与所述第二取放组件之间的距离相等。
19、可选地,所述第一料盘上设置有多个第一载料槽,至少部分所述第一载料槽用于放置所述销钉,和/或至少部分所述第一载料槽用于放置所述第一刀具;
20、所述第二料盘上设置有多个第二载料槽,至少部分所述第二载料槽用于放置所述第二刀具;
21、多个所述第一载料槽与多个所述第二载料槽一一对应设置;
22、相互对应的所述第一载料槽与所述第二载料槽之间的距离和所述第一取放组件与所述第二取放组件之间的距离相等。
23、可选地,所述pcb加工设备还包括第一刀检组件及第二刀检组件,所述第一刀检组件及所述第二刀检组件安装于所述载料结构;
24、所述第一取放组件能够在所述第一位置、所述第一刀检组件、所述第二刀检组件及所述机架的销钉孔之间运输所述销钉;
25、所述第一主轴组件能够在所述第二位置、所述第一刀检组件及所述第二刀检组件之间运输所述第一刀具;
26、所述第二主轴组件能够在所述第四位置、所述第一刀检组件及所述第二刀检组件之间运输所述第二刀具;
27、所述第一刀检组件用于沿所述第一方向对所述销钉、所述第一刀具和/或所述第二刀具进行检测;所述第二刀检组件用于沿第二方向对所述销钉、所述第一刀具和/或所述第二刀具进行检测;
28、所述第一方向与所述第二方向相交。
29、可选地,所述第一取放组件还能够在所述第三位置与所述第二位置之间运输所述第二刀具;或者,所述第一取放组件还能够在所述第三位置与所述第四位置之间运输所述第二刀具。
30、可选地,所述第二主轴结构还包括调节组件,所述调节组件沿第一方向滑动安装于所述机架,所述第二主轴组件安装于所述调节组件;
31、所述调节组件用于调节所述第二主轴组件与所述第一主轴组件之间的相对距离。
32、可选地,所述pcb加工设备包括多个加工平台,所述加工平台移动连接于所述机架,所述加工平台用于承载pcb,所述第一主轴结构与所述第二主轴结构能够加工同一个所述加工平台上的所述pcb。
33、可选地,所述pcb加工设备为多轴成型机,所述多轴成型机包括第一连杆、多个所述第一主轴结构以及多个所述第二主轴结构,多个所述第一主轴结构通过所述第一连杆相连,多个所述第二主轴结构之间相互独立控制或联动控制,所述第一主轴结构与所述第二主轴结构之间相互独立控制或联动控制。
34、另一方面,本发明实施例提供了一种pcb加工设备的控制方法,用于上述的pcb加工设备,机架间隔设置有第一位置及第三位置,所述第一位置用于存放第一刀具,所述第三位置用于存放所述第二刀具;所述方法包括:
35、第一取放组件移动至所述第一位置,同时第二取放组件移动至所述第三位置;
36、所述第一取放组件夹取所述第一位置的所述第一刀具,所述第二取放组件夹取所述第三位置的所述第二刀具;
37、第一主轴组件与所述第一取放组件交换所述第一刀具,第二主轴组件与所述第二取放组件交换所述第二刀具;
38、通过所述第一主轴组件装夹的所述第一刀具及所述第二主轴组件装夹的所述第二刀具对pcb进行加工;
39、待加工完成后,所述第一取放组件与所述第一主轴组件交换所述第一刀具,所述第二取放组件与所述第二主轴组件交换所述第二刀具;
40、所述第一取放组件将所述第一刀具放回至所述第一位置,同时所述第二取放组件将所述第二刀具放回至所述第三位置。
41、根据本发明实施例的pcb加工设备的控制方法,其第一主轴结构集成第一主轴组件及两个取放组件,并使第一取放组件能够与第一主轴组件交换第一刀具,第二取放组件能够与第二主轴组件交换第二刀具,从而可在取放物料时,仅需驱动第一主轴结构进行移动,以简化控制过程,同时可降低第二主轴组件的位置发生偏移的概率,提高加工精度。
42、可选地,机架还间隔设置有第二位置及第四位置;
43、所述第一主轴组件与所述第一取放组件交换所述第一刀具,第二主轴组件与所述第二取放组件交换所述第二刀具的步骤,具体包括:
44、所述第一取放组件移动至所述第二位置,同时所述第二取放组件移动至所述第四位置;
45、所述第一取放组件将所述第一刀具放置于所述第二位置,所述第二取放组件将所述第二刀具放置于所述第四位置;
46、所述第一主轴组件移动至所述第二位置,所述第一主轴组件对所述第二位置的所述第一刀具进行装夹;
47、所述第二主轴组件移动至所述第四位置,所述第二主轴组件对所述第四位置的所述第二刀具进行装夹。
48、可选地,所述待加工完成后,所述第一取放组件与所述第一主轴组件交换所述第一刀具,所述第二取放组件与所述第二主轴组件交换所述第二刀具的步骤,包括:
49、所述第一主轴组件将装夹的所述第一刀具放回至所述第二位置;
50、所述第二主轴组件将装夹的所述第二刀具放回至所述第四位置;
51、所述第一取放组件移动至所述第二位置,同时所述第二取放组件移动至所述第四位置;
52、所述第一取放组件取走所述第二位置的所述第一刀具,所述第二取放组件取走所述第四位置的所述第二刀具。
53、可选地,所述第二主轴结构还包括调节组件,所述调节组件沿第一方向滑动安装于所述机架,所述第二主轴组件安装于所述调节组件;
54、所述第一取放组件移动至所述第一位置,同时第二取放组件移动至所述第三位置的步骤之前,还包括:
55、驱动所述调节组件,以调节所述第二主轴组件与所述第一主轴组件之间的相对距离。
56、可选地,所述机架还设置有第一刀检组件及第二刀检组件;
57、所述第一主轴组件与所述第一取放组件交换所述第一刀具,第二主轴组件与所述第二取放组件交换所述第二刀具的步骤之后,所述通过所述第一主轴组件装夹的所述第一刀具及所述第二主轴组件装夹的所述第二刀具对pcb进行加工的步骤之前,还包括:
58、所述第一主轴组件将装夹的所述第一刀具依次输送至所述第一刀检组件及所述第二刀检组件,以对所述第一刀具进行检测;
59、所述第二主轴组件将装夹的所述第二刀具依次输送至所述第一刀检组件及所述第二刀检组件,以对所述第二刀具进行检测。
60、可选地,所述第一位置还用于存放销钉;所述方法还包括:
61、所述第一取放组件取走位于所述第一位置的所述销钉,并插入至所述机架的销钉孔;
62、所述第一取放组件将所述机架的所述销钉拔出并输送至所述第一位置。
63、可选地,所述第一取放组件取走位于所述第一位置的所述销钉,并插入至所述机架的销钉孔的步骤,包括:
64、所述第一取放组件对位于所述第一位置的所述销钉进行夹取,并将夹取的所述销钉依次输送至所述第一刀检组件及所述第二刀检组件,以对所述销钉进行检测;
65、将检测合格的所述销钉插入至所述机架的销钉孔。
- 还没有人留言评论。精彩留言会获得点赞!