感光模组、摄像模组及摄像模组的制造方法与流程
1.本技术涉及光学元件领域,更具体地,涉及一种感光模组、摄像模组及摄像模组的制造方法。
背景技术:
2.在组装用于成像的感光模组时,需要用粘结剂将一些部件粘结。粘结后的部件可能会形成近乎封闭的密闭空间。例如,彼此粘结后的镜座和基板可以形成一个容纳感光元件的密闭空间。然而,在粘结过程中可能会产生热量(例如,热固粘结时),导致密闭空间内部的空气膨胀,从而使密闭空间中的某些部件可能会因为空气的膨胀而变形。另外,在组装用于成像的摄像模组时,往往也需要用粘结剂将镜头部件与感光模组粘结。但是,粘结过程中产生的热量同样会导致感光模组内部空气膨胀,从而影响了摄像模组的性能。因此,需要一种在感光模组和摄像模组的组装过程中能够排出内部空气的方案,且不会在组装过程中对感光模组和摄像模组的性能与可靠性产生不良影响。
3.另外,在分步组装感光模组和摄像模组时,感光模组和摄像模组在一个工位被组装完成后,会被移动到另一个工位进行下一步组装。在移动过程中,一些环境敏感型器件易受环境影响,从而导致器件性能欠佳。例如,感光器件对灰尘等比较敏感。因此,需要一种在摄像模组的组装过程中对灰尘提供一定程度的屏蔽的方案,且不会在制程中对摄像模组的性能与可靠性产生负面影响。
技术实现要素:
4.本技术一方面提供了这样一种感光模组。所述感光模组包括:基板;感光元件,所述感光元件设置在所述基板上;镜座,所述镜座固定于所述基板,并于所述基板形成容纳所述感光元件的容纳空间,在所述镜座上设置有透气孔;以及网状结构物,所述网状结构物被设置在所述透气孔中。
5.在一个实施方式中,所述第一粘结剂是uv热固胶。
6.在一个实施方式中,所述镜座由塑料制成。
7.在一个实施方式中,所述网状结构物的厚度小于0.3mm。
8.在一个实施方式中,所述镜座与所述基板通过第一粘结剂彼此粘结。
9.在一个实施方式中,所述透气孔的直径在0.1mm~0.7mm范围内。
10.在一个实施方式中,所述网状结构物的面积大于或等于所述透气孔的横截面积,其中所述横截面积为透气孔在网状结构物处的横截面积。
11.在一个实施方式中,所述网状结构物至少部分嵌入所述镜座。
12.在一个实施方式中,所述网状结构物由金属材料制成或者由陶瓷材料制成。
13.在一个实施方式中,所述透气孔和所述第一粘结剂彼此间隔开。
14.在一个实施方式中,所述网状结构物设置在所述镜座平行于所述基板的一侧。
15.在一个实施方式中,所述网状结构物设置在所述镜座的侧壁上。
16.在一个实施方式中,在所述透气孔处点胶。
17.在一个实施方式中,所述网状结构物倾斜地设置在所述镜座的侧壁上。
18.在一个实施方式中,所述网状结构物设置在所述镜座的顶部区域和所述镜座的侧壁区域。
19.在一个实施方式中,所述网状结构物具有弯折形状。
20.在一个实施方式中,所述镜座在与所述感光元件正对的部位设置有通光孔,并且在所述通光孔上覆盖有滤色器。
21.本技术另一方面提供了这样一种摄像模组。所述摄像模组包括:上述实施方式提供的感光模组;镜头部件,所述镜头部件通过第二粘结剂固定于所述镜座的平行于所述基板的一侧。
22.在一个实施方式中,其特征在于,所述第二粘结剂是热固性粘结剂。
23.本技术另一方面还提供了这样一种摄像模组的制造方法,其特征在于,所述制造方法包括:在设置有透气孔的镜座与设置有感光元件的基板之间涂覆第一粘结剂,其中,在所述透气孔中设置有网状结构物;固化所述第一粘结剂,通过所固化后的第一粘结剂粘结的所述镜座和所述基板形成容纳所述感光元件的容纳空间;在所述镜座与镜头部件之间涂覆第二粘结剂;以及固化所述第二粘结剂。
24.在一个实施方式中,所述第一粘结剂是uv热固胶。
25.在一个实施方式中,所述网状结构物的厚度小于0.3mm。
26.在一个实施方式中,所述网状结构物由金属材料制成或者由陶瓷材料制成。
27.本技术另一方面还提供了这样一种摄像模组的制造方法。所述制造方法包括:在设置有透气孔的镜座与设置有感光元件的基板之间涂覆第一粘结剂;固化所述第一粘结剂,通过所固化后的第一粘结剂粘结的所述镜座和所述基板形成容纳所述感光元件的容纳空间;在所述透气孔处设置网状结构物;在所述镜座与镜头部件之间涂覆第二粘结剂;以及固化所述第二粘结剂。
28.在一个实施方式中,所述网状结构物贴附于所述镜座的所述透气孔处。
29.本技术先将镜座与网状结构物一体成型以增加镜座的结构强度。然后再固化第一粘结剂以形成容纳有感光元件的带透气孔的感光模组。最后在镜头部件和镜座之间固化第二粘结剂,完成摄像模组安装。透气孔中的网状结构物一方面与镜座一体成型可以增加镜座的结构强度。另一方面网状结构物具有防水透气的作用,可以对工艺流程和工作过程中产生的热量即时散出,从而避免气体膨胀对感光元件或滤色器等部件的损伤,或是压力使部件膨胀对模组成像产生影响,如感光元件弯曲产生的场曲等像差。并且网状结构物还可以防止灰尘在例如工艺流程间隙中进入感光模组。
附图说明
30.结合附图,通过以下非限制性实施方式的详细描述,本技术的其它特征、目的和优点将变得更加明显。在附图中:
31.图1是根据本技术实施方式的摄像模组的结构示意图;
32.图2是根据本技术另一实施方式的摄像模组的结构示意图;
33.图3是根据本技术另一实施方式的摄像模组的结构示意图;
34.图4是根据本技术另一实施方式的摄像模组的结构示意图;
35.图5是根据本技术另一实施方式的摄像模组的结构示意图;
36.图6是根据本技术另一实施方式的摄像模组的结构示意图;
37.图7是根据本技术另一实施方式的摄像模组的结构示意图;
38.图8是根据本技术实施方式的网状结构物的结构示意图;
39.图9是根据本技术实施方式的摄像模组的制造方法流程图;以及
40.图10是根据本技术另一实施方式的摄像模组的制造方法流程图。
具体实施方式
41.为了更好地理解本技术,将参考附图对本技术的各个方面做出更详细的说明。应理解,这些详细说明只是对本技术的示例性实施方式的描述,而非以任何方式限制本技术的范围。在说明书全文中,相同的附图标号指代相同的元件。表述“和/或”包括相关联的所列项目中的一个或多个的任何和全部组合。
42.应注意,在本说明书中,第一、第二、第三等的表述仅用于将一个特征与另一个特征区分开来,而不表示对特征的任何限制。因此,在不背离本技术的教导的情况下,下文中讨论的第一粘结剂也可被称作第二粘结剂。反之亦然。
43.在附图中,为了便于说明,已稍微调整了部件的厚度、尺寸和形状。附图仅为示例而并非严格按比例绘制。如在本文中使用的,用语“大致”、“大约”以及类似的用语用作表近似的用语,而不用作表程度的用语,并且旨在说明将由本领域普通技术人员认识到的、测量值或计算值中的固有偏差。
44.还应理解的是,诸如“包括”、“包括有”、“具有”、“包含”和/或“包含有”等表述在本说明书中是开放性而非封闭性的表述,其表示存在所陈述的特征、元件和/或部件,但不排除一个或多个其它特征、元件、部件和/或它们的组合的存在。此外,当诸如“...中的至少一个”的表述出现在所列特征的列表之后时,其修饰整列特征,而非仅仅修饰列表中的单独元件。此外,当描述本技术的实施方式时,使用“可”表示“本技术的一个或多个实施方式”。并且,用语“示例性的”旨在指代示例或举例说明。
45.除非另外限定,否则本文中使用的所有措辞(包括工程术语和科技术语)均具有与本技术所属领域普通技术人员的通常理解相同的含义。还应理解的是,除非本技术中有明确的说明,否则在常用词典中定义的词语应被解释为具有与它们在相关技术的上下文中的含义一致的含义,而不应以理想化或过于形式化的意义解释。
46.需要说明的是,在不冲突的情况下,本技术中的实施例及实施例中的特征可以相互组合。另外,除非明确限定或与上下文相矛盾,否则本技术所记载的方法中包含的具体步骤不必限于所记载的顺序,而可以任意顺序执行或并行地执行。下面将参考附图并结合实施例来详细说明本技术。
47.以下对本技术的特征、原理和其它方面进行详细描述。
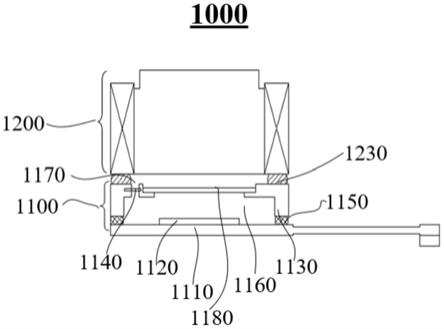
48.图1是根据本技术实施方式的摄像模组的结构示意图。
49.摄像模组1000包括感光模组1100和镜头部件1200。
50.感光模组1100可包括基板1110、感光元件1120、镜座1130以及网状结构物1140。感光元件1120可设置在基板1110上。镜座1130与基板1110可通过第一粘结剂1150彼此粘结,
粘结后的基板1110和镜座1130形成容纳感光元件1120的容纳空间1160。例如,感光元件1120可设置在容纳空间1160的中间区域。
51.如图1所示,镜座1130上可设置有透气孔1170。由于感光模组1100或摄像模组1000在组装过程中内部会受热膨胀,因此在镜座1130上设置透气孔1170,以排出多余的气体。例如,透气孔1170可设置在镜座1130平行于基板1110的一侧。透气孔的直径可以在0.1mm~0.7mm范围内。网状结构物的面积可以大于或等于透气孔的横截面积。网状结构物1140可被设置在透气孔1170中。例如,网状结构物1140可设置在透气孔1170内部。例如,网状结构物1140可至少部分嵌入到镜座1130上。
52.网状结构物1140可通过多种方式设置在透气孔1170中。例如,网状结构物1140可粘附在透气孔中。再例如,网状结构物1140与镜座1130可通过insert-molding工艺一体成型,这样可以增加镜座1130的结构强度,也能防止网状结构物1140在工作过程中脱落下来。网状结构物1140可充当屏障作用,以防止诸如液滴、灰尘等外来物侵入容纳空间1160,从而避免因感光元件受这些外来物的影响而造成的摄像功能的劣化。
53.网状结构物1140可具有细小的网孔。由于液体表面张力的存在,水分子会凝聚成尺寸远大于一般气体分子尺寸的水滴,故只要网状结构物孔径小于水滴尺寸即可达到防水的同时平衡镜座内外气压的效果。因此,网状结构物1140可透过气体,并且能够阻挡液体。在清洗感光模组1100或摄像模组1000时,或者其他任何时候可能有水分进入感光模组1100或摄像模组1000时,网状结构物1140可以阻止水分进入,使感光模组1100和摄像模组1000具有防水功能,以减少对感光模组1100或摄像模组1000成像的影响。同时,这些细小的网孔还可阻挡诸如灰尘等较大的固形物进入容纳空间1160,从而避免因感光元件受这些外来物的影响而造成的摄像功能的劣化。
54.当网状结构物1140与镜座1130通过insert-molding工艺一体成型时,可省略额外的设置或贴附网状结构物1140的工艺,从而可简化感光模组1100和摄像模组1000的组装工序,节约成本。
55.根据本技术实施方式,镜座1130可由塑料制成。网状结构物1140可由金属材料制成或者由陶瓷材料制成。并且网状结构物1140可由多个孔径小于该透气孔1170的通孔组成。塑料镜座1130与金属材料或陶瓷材料可通过insert-molding工艺一体成型。金属材料或陶瓷材料还具有增强散热的功能,可对感光元件1120和线路板工作时产生的热量及时散出,以提升感光模组1100和摄像模组1000的性能。
56.根据本技术实施方式,第一粘结剂1150可以是uv热固胶,并且可通过紫外光照射第一粘结剂1150以使其固化。然后对粘接后的镜座1130与基板1110加热,使得第一粘结剂1150固化,从而实现镜座1130与基板1110的固定连接。优选地,可通过对粘接后的镜座1130与基板1110进行烘烤,以实现镜座1130与基板1110的固定连接。
57.根据本技术实施方式,网状结构物1140的厚度可小于0.3mm。并且,网状结构物1140被设置在透气孔1170内的部分可被设置为网状结构,以实现防水透气效果。网状结构物1140被嵌入在镜座1130内的部分可以是实心片状结构,以增加镜座1130的强度和散热能力。
58.根据本技术实施方式,透气孔1170和第一粘结剂1150可彼此间隔开。透气孔1170和第一粘结剂1150间隔开,可以防止第一粘结剂1150堵住透气孔1170,使容纳空间1160内
的空气无法排出。
59.根据本技术实施方式,镜座1130在与感光元件1120正对的部位可设置有通光孔,并且可在通光孔上覆盖有滤色器1180。滤色器1180可被设置在感光元件1120的感光路径上。
60.镜头部件1200可通过第二粘结剂1230固定于镜座1130的平行于基板1110的一侧。例如,镜头部件1200可与镜座1130具有网状结构物1140一侧的边缘位置通过第二粘结剂1230粘结,固化过程与上述步骤中固化过程相同。例如,可通过光照预固化由热固胶构成的第二粘结剂1230,再通过烘烤进一步固化第二粘结剂1230。例如,在一些组装工艺流程中,镜头部件1200与镜座1130粘接时一般需要拍照识别及对准工序。相对位置已对准并且第二粘结剂1230预固化后,该组件被放入烤箱中烘烤以进一步固化第二粘结剂1230。
61.由于网状结构物1140的设置,在二次加热过程中,在由镜座1130和基板1110形成的容纳空间1160中因受热而膨胀的空气可通过网状结构物1140而排至外部。
62.根据本技术实施方式,透气孔1170和第二粘结剂1230可彼此间隔开。透气孔1170和第二粘结剂1230间隔开,可以防止第二粘结剂1230堵住透气孔1170,使容纳空间1160内的空气无法排出。
63.图2是根据本技术另一实施方式的摄像模组2000的结构示意图。
64.摄像模组2000包括感光模组2100和镜头部件2200。
65.感光模组2100可包括基板2110、感光元件2120、镜座2130以及网状结构物2140。感光元件2120可设置在基板2110上。镜座2130与基板2110可通过第一粘结剂2150彼此粘结,粘结后的基板2110和镜座2130形成容纳感光元件2120的容纳空间2160。例如,感光元件2120可设置在容纳空间2160的中间区域。
66.如图2所示,镜座2130上可设置有透气孔2170。由于感光模组2100或摄像模组2000在组装过程中内部会受热膨胀,因此在镜座2130上设置透气孔2170,以排出多余的气体。例如,透气孔2170可设置在镜座2130的侧壁上。透气孔的直径可以在0.1mm~0.7mm范围内。网状结构物的面积可以大于或等于透气孔的横截面积。
67.网状结构物2140可被设置在透气孔2170中。例如,网状结构物2140可设置在透气孔2170内部。例如,网状结构物2140可至少部分嵌入到镜座2130上。
68.网状结构物2140可通过多种方式设置在透气孔2170中。例如,网状结构物2140可粘附在透气孔中。再例如,网状结构物2140与镜座2130可通过insert-molding工艺一体成型,这样可以增加镜座2130的结构强度,也能防止网状结构物2140在工作过程中脱落下来。网状结构物2140可充当屏障作用,以防止诸如液滴、灰尘等外来物侵入容纳空间2160,从而避免因感光元件受这些外来物的影响而造成的摄像功能的劣化。
69.网状结构物2140可具有细小的网孔。当液滴流过这些细小的网孔时,液滴因表面张力而被吸附到网状结构物2140上。因此,网状结构物2140可透过气体,并且能够阻挡液体。在清洗感光模组2100或摄像模组2000时,或者其他任何时候可能有水分进入感光模组2100或摄像模组2000时,网状结构物2140可以阻止水分进入,使感光模组2100和摄像模组2000具有防水功能,以减少对感光模组2100或摄像模组2000成像的影响。同时,这些细小的网孔还可阻挡诸如灰尘等较大的固形物进入容纳空间2160,从而避免因感光元件受这些外来物的影响而造成的摄像功能的劣化。
70.当网状结构物2140与镜座2130通过insert-molding工艺一体成型时,可省略额外的设置网状结构物2140的工艺,从而可简化感光模组2100和摄像模组2000的组装工序,节约成本。
71.根据本技术实施方式,可在未设置网状结构物2140的透气孔2170的区域内设置胶材2190。在组装完感光模组2100或摄像模组2000后,可在未设置网状结构物2140的透气孔2170的区域内设置胶材2190以封住透气孔2170,使感光模组2100或摄像模组2000防尘防水能力更强。
72.根据本技术实施方式,镜座2130可由塑料制成。网状结构物2140可由金属材料制成或者由陶瓷材料制成。并且网状结构物2140可由多个孔径小于该透气孔2170的通孔组成。塑料镜座2130与金属材料或陶瓷材料可通过insert-molding工艺一体成型。金属材料或陶瓷材料还具有增强散热的功能,可对感光元件2120和线路板工作时产生的热量及时散出,以提升感光模组2100和摄像模组2000的性能。
73.根据本技术实施方式,第一粘结剂2150可以是uv热固胶,并且可通过紫外光照射第一粘结剂2150以使其固化。然后对粘接后的镜座2130与基板2110加热,使得第一粘结剂2150固化,从而实现镜座2130与基板2110的固定连接。优选地,可通过对粘接后的镜座2130与基板2110进行烘烤,以实现镜座2130与基板2110的固定连接。
74.根据本技术实施方式,网状结构物2140的厚度可小于0.3mm。并且,网状结构物2140被设置在透气孔2170内的部分可被设置为网状结构,以实现防水透气效果。网状结构物2140被嵌入在镜座2130内的部分可以是实心片状结构,以增加镜座2130的强度和散热能力。
75.根据本技术实施方式,镜座2130在与感光元件2120正对的部位可设置有通光孔,并且可在通光孔上覆盖有滤色器2180。滤色器2180可被设置在感光元件2120的感光路径上。
76.镜头部件2200可通过第二粘结剂2230固定于镜座2130的平行于基板2110的一侧。例如,镜头部件2200可与镜座2130具有网状结构物2140一侧的边缘位置通过第二粘结剂2230粘结,固化过程与上述步骤中固化过程相同。例如,可通过光照预固化由热固胶构成的第二粘结剂2230,再通过烘烤进一步固化第二粘结剂2230。例如,在一些组装工艺流程中,镜头部件2200与镜座2130粘接时一般需要拍照识别及对准工序。相对位置已对准并且第二粘结剂2230预固化后,该组件被放入烤箱中烘烤以进一步固化第二粘结剂2230。
77.由于网状结构物2140的设置,在二次加热过程中,在由镜座2130和基板2110形成的容纳空间2160中因受热而膨胀的空气可通过网状结构物2140而排至外部。
78.根据本技术实施方式,透气孔2170和第二粘结剂2150可彼此间隔开。透气孔2170和第二粘结剂2150间隔开,可以防止第二粘结剂2150堵住透气孔2170,使容纳空间2160内的空气无法排出。
79.图3是根据本技术另一实施方式的摄像模组3000的结构示意图。
80.摄像模组3000包括感光模组3100和镜头部件3200。
81.感光模组3100可包括基板3110、感光元件3120、镜座3130以及网状结构物3140。感光元件3120可设置在基板3110上。镜座3130与基板3110可通过第一粘结剂3150彼此粘结,粘结后的基板3110和镜座3130形成容纳感光元件3120的容纳空间3160。例如,感光元件
3120可设置在容纳空间3160的中间区域。
82.如图3所示,镜座3130上可设置有透气孔3170。由于感光模组3100或摄像模组3000在组装过程中内部会受热膨胀,因此在镜座3130上设置透气孔3170,以排出多余的气体。例如,透气孔3170可设置在镜座3130的侧壁上。透气孔的直径可以在0.1mm~0.7mm范围内。网状结构物的面积可以大于或等于透气孔的横截面积。
83.网状结构物3140可被设置在透气孔3170中。例如,网状结构物3140可设置在透气孔3170内部。例如,网状结构物3140可至少部分嵌入到镜座3130上。如图1和图2所示,网状结构物可竖直地设置在透气孔和镜座中。此外,如图3所示,网状结构物3140可倾斜地设置在透气孔3170和镜座3130中,网状结构物3140可以直接连通镜座3130内部空间与外部空间,使其散热效果更佳。
84.网状结构物3140可通过多种方式设置在透气孔3170中。例如,网状结构物3140可粘附在透气孔中。再例如,网状结构物3140与镜座3130可通过insert-molding工艺一体成型,这样可以增加镜座3130的结构强度,也能防止网状结构物3140在工作过程中脱落下来。网状结构物3140可充当屏障作用,以防止诸如液滴、灰尘等外来物侵入容纳空间3160,从而避免因感光元件受这些外来物的影响而造成的摄像功能的劣化。
85.网状结构物3140可具有细小的网孔。当液滴流过这些细小的网孔时,液滴因表面张力而被吸附到网状结构物3140上。因此,网状结构物3140可透过气体,并且能够阻挡液体。在清洗感光模组3100或摄像模组3000时,或者其他任何时候可能有水分进入感光模组3100或摄像模组3000时,网状结构物3140可以阻止水分进入,使感光模组3100和摄像模组3000具有防水功能,以减少对感光模组3100或摄像模组3000成像的影响。同时,这些细小的网孔还可阻挡诸如灰尘等较大的固形物进入容纳空间3160,从而避免因感光元件受这些外来物的影响而造成的摄像功能的劣化。
86.当网状结构物3140与镜座3130通过insert-molding工艺一体成型时,可省略额外的设置网状结构物3140的工艺,从而可简化感光模组3100和摄像模组3000的组装工序,节约成本。
87.根据本技术实施方式,镜座3130可由塑料制成。网状结构物3140可由金属材料制成或者由陶瓷材料制成。并且网状结构物3140可由多个孔径小于该透气孔3170的通孔组成。塑料镜座3130与金属材料或陶瓷材料可通过insert-molding工艺一体成型。金属材料或陶瓷材料还具有增强散热的功能,可对感光元件3120和线路板工作时产生的热量及时散出,以提升感光模组3100和摄像模组3000的性能。
88.根据本技术实施方式,第一粘结剂3150可以是uv热固胶,并且可通过紫外光照射第一粘结剂3150以使其固化。然后对粘接后的镜座3130与基板3110加热,使得第一粘结剂3150固化,从而实现镜座3130与基板3110的固定连接。优选地,可通过对粘接后的镜座3130与基板3110进行烘烤,以实现镜座3130与基板3110的固定连接。
89.根据本技术实施方式,网状结构物3140的厚度可小于0.3mm。并且,网状结构物3140被设置在透气孔3170内的部分可被设置为网状结构,以实现防水透气效果。网状结构物3140被嵌入在镜座3130内的部分可以是实心片状结构,以增加镜座3130的强度和散热能力。
90.根据本技术实施方式,镜座3130在与感光元件3120正对的部位可设置有通光孔,
并且可在通光孔上覆盖有滤色器3180。滤色器3180可被设置在感光元件3120的感光路径上。
91.镜头部件3200可通过第二粘结剂3230固定于镜座3130的平行于基板3110的一侧。例如,镜头部件3200可与镜座3130具有网状结构物3140一侧的边缘位置通过第二粘结剂3230粘结,固化过程与上述步骤中固化过程相同。例如,可通过光照预固化由热固胶构成的第二粘结剂3230,再通过烘烤进一步固化第二粘结剂3230。例如,在一些组装工艺流程中,镜头部件3200与镜座3130粘接时一般需要拍照识别及对准工序。相对位置已对准并且第二粘结剂3230预固化后,该组件被放入烤箱中烘烤以进一步固化第二粘结剂3230。
92.由于网状结构物3140的设置,在二次加热过程中,在由镜座3130和基板3110形成的容纳空间3160中因受热而膨胀的空气可通过网状结构物3140而排至外部。
93.根据本技术实施方式,透气孔3170和第二粘结剂3150可彼此间隔开。透气孔3170和第二粘结剂3150间隔开,可以防止第二粘结剂3150堵住透气孔3170,使容纳空间3160内的空气无法排出。
94.图4是根据本技术另一实施方式的摄像模组4000的结构示意图。
95.摄像模组4000包括感光模组4100和镜头部件4200。
96.感光模组4100可包括基板4110、感光元件4120、镜座4130以及网状结构物4140。感光元件4120可设置在基板4110上。镜座4130与基板4110可通过第一粘结剂4150彼此粘结,粘结后的基板4110和镜座4130形成容纳感光元件4120的容纳空间4160。例如,感光元件4120可设置在容纳空间4160的中间区域。
97.如图4所示,镜座4130上可设置有透气孔4170。由于感光模组4100或摄像模组4000在组装过程中内部会受热膨胀,因此在镜座4130上设置透气孔4170,以排出多余的气体。例如,透气孔4170可设置在镜座4130的侧壁上。透气孔的直径可以在0.1mm~0.7mm范围内。网状结构物的面积可以大于或等于透气孔的横截面积。
98.网状结构物4140可被设置在透气孔4170中。例如,网状结构物4140可设置在透气孔4170内部。例如,网状结构物4140可至少部分嵌入到镜座4130上。如图4所示,网状结构物4140可倾斜地设置在透气孔4170和镜座4130中,并且网状结构物4140具有弯折形状。网状结构物4140在透气孔4170处被设置为竖直的,而在镜座4130中的部分被设置成倾斜的,从而导通镜座4130内部空间与外部空间的热传递。
99.网状结构物4140可通过多种方式设置在透气孔4170中。例如,网状结构物4140可粘附在透气孔中。再例如,网状结构物4140与镜座4130可通过insert-molding工艺一体成型,这样可以增加镜座4130的结构强度,也能防止网状结构物4140在工作过程中脱落下来。网状结构物4140可充当屏障作用,以防止诸如液滴、灰尘等外来物侵入容纳空间4160,从而避免因感光元件受这些外来物的影响而造成的摄像功能的劣化。
100.网状结构物4140可具有细小的网孔。当液滴流过这些细小的网孔时,液滴因表面张力而被吸附到网状结构物4140上。因此,网状结构物4140可透过气体,并且能够阻挡液体。在清洗感光模组4100或摄像模组4000时,或者其他任何时候可能有水分进入感光模组4100或摄像模组4000时,网状结构物4140可以阻止水分进入,使感光模组4100和摄像模组4000具有防水功能,以减少对感光模组4100或摄像模组4000成像的影响。同时,这些细小的网孔还可阻挡诸如灰尘等较大的固形物进入容纳空间4160,从而避免因感光元件受这些外
来物的影响而造成的摄像功能的劣化。
101.当网状结构物4140与镜座4130通过insert-molding工艺一体成型时,可省略额外的设置网状结构物4140的工艺,从而可简化感光模组4100和摄像模组4000的组装工序,节约成本。
102.根据本技术实施方式,镜座4130可由塑料制成。网状结构物4140可由金属材料制成或者由陶瓷材料制成。并且网状结构物4140可由多个孔径小于该透气孔4170的通孔组成。塑料镜座4130与金属材料或陶瓷材料可通过insert-molding工艺一体成型。金属材料或陶瓷材料还具有增强散热的功能,可对感光元件4120和线路板工作时产生的热量及时散出,以提升感光模组4100和摄像模组4000的性能。
103.根据本技术实施方式,第一粘结剂4150可以是uv热固胶,并且可通过紫外光照射第一粘结剂4150以使其固化。然后对粘接后的镜座4130与基板4110加热,使得第一粘结剂4150固化,从而实现镜座4130与基板4110的固定连接。优选地,可通过对粘接后的镜座4130与基板4110进行烘烤,以实现镜座4130与基板4110的固定连接。
104.根据本技术实施方式,网状结构物4140的厚度可小于0.3mm。并且,网状结构物4140被设置在透气孔4170内的部分可被设置为网状结构,以实现防水透气效果。网状结构物4140被嵌入在镜座4130内的部分可以是实心片状结构,以增加镜座4130的强度和散热能力。
105.根据本技术实施方式,镜座4130在与感光元件4120正对的部位可设置有通光孔,并且可在通光孔上覆盖有滤色器4180。滤色器4180可被设置在感光元件4120的感光路径上。
106.镜头部件4200可通过第二粘结剂4230固定于镜座4130的平行于基板4110的一侧。例如,镜头部件4200可与镜座4130具有网状结构物4140一侧的边缘位置通过第二粘结剂4230粘结,固化过程与上述步骤中固化过程相同。例如,可通过光照预固化由热固胶构成的第二粘结剂4230,再通过烘烤进一步固化第二粘结剂4230。例如,在一些组装工艺流程中,镜头部件4200与镜座4130粘接时一般需要拍照识别及对准工序。相对位置已对准并且第二粘结剂4230预固化后,该组件被放入烤箱中烘烤以进一步固化第二粘结剂4230。
107.由于网状结构物4140的设置,在二次加热过程中,在由镜座4130和基板4110形成的容纳空间4160中因受热而膨胀的空气可通过网状结构物4140而排至外部。
108.根据本技术实施方式,透气孔4170和第二粘结剂4150可彼此间隔开。透气孔4170和第二粘结剂4150间隔开,可以防止第二粘结剂4150堵住透气孔4170,使容纳空间4160内的空气无法排出。
109.图5是根据本技术另一实施方式的摄像模组5000的结构示意图。
110.摄像模组5000包括感光模组5100和镜头部件5200。
111.感光模组5100可包括基板5110、感光元件5120、镜座5130以及网状结构物5140。感光元件5120可设置在基板5110上。镜座5130与基板5110可通过第一粘结剂5150彼此粘结,粘结后的基板5110和镜座5130形成容纳感光元件5120的容纳空间5160。例如,感光元件5120可设置在容纳空间5160的中间区域。
112.如图5所示,镜座5130上可设置有透气孔5170。由于感光模组5100或摄像模组5000在组装过程中内部会受热膨胀,因此在镜座5130上设置透气孔5170,以排出多余的气体。例
如,透气孔5170可设置在镜座5130的侧壁上。透气孔的直径可以在0.1mm~0.7mm范围内。网状结构物的面积可以大于或等于透气孔的横截面积。
113.网状结构物5140可被设置在透气孔5170中。例如,网状结构物5140可被设置在镜座5130顶部区域和侧壁区域。例如,网状结构物5140可至少部分嵌入到镜座5130上。如图5所示,镜座5130的顶部区域和侧壁区域可均与网状结构物5140一体成型,可以增加镜座5130的整体结构强度。
114.关于如图6所示的网状结构物6140部分,为了简洁起见,将省略部分与如图5的网状结构物5140相似的描述。
115.如图6所示,网状结构物6140既可被设置在镜座5130顶部区域和侧壁区域,并且网状结构物6140还可以被设置成弯折形状,进一步增强了镜座5130的结构强度。网状结构物6140优选为金属材料以增强镜座5130的散热能力和结构强度。
116.网状结构物5140与镜座5130可通过insert-molding工艺一体成型,这样可以增加镜座5130的结构强度,也能防止网状结构物5140在工作过程中脱落下来。网状结构物5140可充当屏障作用,以防止诸如液滴、灰尘等外来物侵入容纳空间5160,从而避免因感光元件受这些外来物的影响而造成的摄像功能的劣化。
117.网状结构物5140可具有细小的网孔。当液滴流过这些细小的网孔时,液滴因表面张力而被吸附到网状结构物5140上。因此,网状结构物5140可透过气体,并且能够阻挡液体。在清洗感光模组5100或摄像模组5000时,或者其他任何时候可能有水分进入感光模组5100或摄像模组5000时,网状结构物5140可以阻止水分进入,使感光模组5100和摄像模组5000具有防水功能,以减少对感光模组5100或摄像模组5000成像的影响。同时,这些细小的网孔还可阻挡诸如灰尘等较大的固形物进入容纳空间5160,从而避免因感光元件受这些外来物的影响而造成的摄像功能的劣化。
118.当网状结构物5140与镜座5130通过insert-molding工艺一体成型时,可省略额外的设置网状结构物5140的工艺,从而可简化感光模组5100和摄像模组5000的组装工序,节约成本。
119.根据本技术实施方式,镜座5130可由塑料制成。网状结构物5140可由金属材料制成或者由陶瓷材料制成。并且网状结构物5140可由多个孔径小于该透气孔5170的通孔组成。塑料镜座5130与金属材料或陶瓷材料可通过insert-molding工艺一体成型。金属材料或陶瓷材料还具有增强散热的功能,可对感光元件5120和线路板工作时产生的热量及时散出,以提升感光模组5100和摄像模组5000的性能。
120.根据本技术实施方式,第一粘结剂5150可以是uv热固胶,并且可通过紫外光照射第一粘结剂5150以使其固化。然后对粘接后的镜座5130与基板5110加热,使得第一粘结剂5150固化,从而实现镜座5130与基板5110的固定连接。优选地,可通过对粘接后的镜座5130与基板5110进行烘烤,以实现镜座5130与基板5110的固定连接。
121.根据本技术实施方式,网状结构物5140的厚度可小于0.3mm。并且,网状结构物5140被设置在透气孔5170内的部分可被设置为网状结构,以实现防水透气效果。网状结构物5140被嵌入在镜座5130内的部分可以是实心片状结构,以增加镜座5130的强度和散热能力。
122.根据本技术实施方式,镜座5130在与感光元件5120正对的部位可设置有通光孔,
并且可在通光孔上覆盖有滤色器5180。滤色器5180可被设置在感光元件5120的感光路径上。
123.镜头部件5200可通过第二粘结剂5230固定于镜座5130的平行于基板5110的一侧。例如,镜头部件5200可与镜座5130具有网状结构物5140一侧的边缘位置通过第二粘结剂5230粘结,固化过程与上述步骤中固化过程相同。例如,可通过光照预固化由热固胶构成的第二粘结剂5230,再通过烘烤进一步固化第二粘结剂5230。例如,在一些组装工艺流程中,镜头部件5200与镜座5130粘接时一般需要拍照识别及对准工序。相对位置已对准并且第二粘结剂5230预固化后,该组件被放入烤箱中烘烤以进一步固化第二粘结剂5230。
124.由于网状结构物5140的设置,在二次加热过程中,在由镜座5130和基板5110形成的容纳空间5160中因受热而膨胀的空气可通过网状结构物5140而排至外部。
125.根据本技术实施方式,透气孔5170和第二粘结剂5150可彼此间隔开。透气孔5170和第二粘结剂5150间隔开,可以防止第二粘结剂5150堵住透气孔5170,使容纳空间5160内的空气无法排出。
126.图7是根据本技术另一实施方式的摄像模组7000的结构示意图。
127.摄像模组7000包括感光模组7100和镜头部件7200。
128.感光模组7100可包括基板7110、感光元件7120、镜座7130以及网状结构物7140。感光元件7120可设置在基板7110上。镜座7130与基板7110可通过第一粘结剂7150彼此粘结,粘结后的基板7110和镜座7130形成容纳感光元件7120的容纳空间7160。例如,感光元件7120可设置在容纳空间7160的中间区域。
129.如图7所示,镜座7130上可设置有透气孔7170。由于感光模组7100或摄像模组7000在组装过程中内部会受热膨胀,因此在镜座7130上设置透气孔7170,以排出多余的气体。例如,透气孔7170可设置在镜座7130的侧壁上。透气孔的直径可以在0.1mm~0.7mm范围内。网状结构物的面积可以大于或等于透气孔的横截面积。
130.网状结构物7140可被设置在透气孔7170处。例如,网状结构物7140可贴附于透气孔7170处的镜座7130的侧壁上。如图7所示,网状结构物7140竖直地贴附在透气孔7170处的镜座7130的侧壁上。
131.网状结构物7140可具有细小的网孔。当液滴流过这些细小的网孔时,液滴因表面张力而被吸附到网状结构物7140上。因此,网状结构物7140可透过气体,并且能够阻挡液体。在清洗感光模组7100或摄像模组7000时,或者其他任何时候可能有水分进入感光模组7100或摄像模组7000时,网状结构物7140可以阻止水分进入,使感光模组7100和摄像模组7000具有防水功能,以减少对感光模组7100或摄像模组7000成像的影响。同时,这些细小的网孔还可阻挡诸如灰尘等较大的固形物进入容纳空间7160,从而避免因感光元件受这些外来物的影响而造成的摄像功能的劣化。
132.根据本技术实施方式,镜座7130可由塑料制成。网状结构物7140可由金属材料制成或者由陶瓷材料制成。并且网状结构物7140可由多个孔径小于该透气孔7170的通孔组成。金属材料或陶瓷材料还具有增强散热的功能,可对感光元件7120和线路板工作时产生的热量及时散出,以提升感光模组7100和摄像模组7000的性能。
133.根据本技术实施方式,第一粘结剂7150可以是uv热固胶,并且可通过紫外光照射第一粘结剂7150以使其固化。然后对粘接后的镜座7130与基板7110加热,使得第一粘结剂
7150固化,从而实现镜座7130与基板7110的固定连接。优选地,可通过对粘接后的镜座7130与基板7110进行烘烤,以实现镜座7130与基板7110的固定连接。
134.根据本技术实施方式,网状结构物7140的厚度可小于0.3mm。并且,网状结构物7140被设置在透气孔7170内的部分可被设置为网状结构,以实现防水透气效果。网状结构物7140被嵌入在镜座7130内的部分可以是实心片状结构,以增加镜座7130的强度和散热能力。
135.根据本技术实施方式,镜座7130在与感光元件7120正对的部位可设置有通光孔,并且可在通光孔上覆盖有滤色器7180。滤色器7180可被设置在感光元件7120的感光路径上。
136.镜头部件7200可通过第二粘结剂7230固定于镜座7130的平行于基板7110的一侧。例如,镜头部件7200可与镜座7130通过第二粘结剂7230粘结,固化过程与上述步骤中固化过程相同。例如,可通过光照预固化由热固胶构成的第二粘结剂7230,再通过烘烤进一步固化第二粘结剂7230。例如,在一些组装工艺流程中,镜头部件7200与镜座7130粘接时一般需要拍照识别及对准工序。相对位置已对准并且第二粘结剂7230预固化后,该组件被放入烤箱中烘烤以进一步固化第二粘结剂7230。
137.根据本技术实施方式,镜座7130与基板7110可通过第一粘结剂7150彼此粘结,在加热固化第一粘结剂7150后可贴附网状结构物7140。然后,镜头部件7200可通过第二粘结剂7230固定于镜座7130的平行于基板7110的一侧。这样可以在固化第一粘结剂7150时,容纳空间7160内的气体更容易排除,可以增加感光模组的可靠性。另外,还可以先将网状结构物7140贴附于透气孔7170处的镜座7130的侧壁上,再将镜座7130与基板7110通过第一粘结剂7150彼此粘结。然后,镜头部件7200可通过第二粘结剂7230固定于镜座7130的平行于基板7110的一侧。由于网状结构物7140的设置,在二次加热过程中,在由镜座7130和基板7110形成的容纳空间7160中因受热而膨胀的空气可通过网状结构物74140而排至外部。这样先贴附网状结构物还可以使模组组装流程更简洁,更不易产生脏污。
138.根据本技术实施方式,透气孔7170和第二粘结剂7150可彼此间隔开。透气孔7170和第二粘结剂7150间隔开,可以防止第二粘结剂7150堵住透气孔7170,使容纳空间7160内的空气无法排出。
139.图8是根据本技术实施方式的网状结构物8140的结构示意图。
140.如图8所示,网状结构物8140可具有细小的网孔。例如,网状结构物8140可由多个孔径小于透气孔的通孔8142组成。当液滴流过这些细小的网孔时,液滴因表面张力而被吸附到网状结构物8140上。因此,网状结构物8140可透过气体,并且能够阻挡液体。考虑到网状结构物被应用到感光模组或摄像模组上,由于感光模组和摄像模组体积较小,因此优选地,网状结构物8140的厚度小于0.3mm。
141.网状结构物8140被设置在透气孔内的部分可被设置为网状结构8141,以实现防水透气效果。网状结构物8140被嵌入在镜座内的部分可以是实心片状结构8143,以增加镜座的强度和散热能力。
142.图9是根据本技术实施方式的摄像模组的制造方法流程图。
143.摄像模组的制造方法9000可包括:在操作s9100,可以在设置有透气孔的镜座与设置有感光元件的基板之间涂覆第一粘结剂,其中,可以在透气孔中设置网状结构物;在操作
s9200,可固化第一粘结剂,通过所固化后的第一粘结剂粘结的镜座和基板形成容纳感光元件的容纳空间;在操作s9300,可在镜座与镜头部件之间涂覆第二粘结剂;在操作s9400,可固化第二粘结剂。这样先贴附网状结构物可以使得模组组装流程更简洁,更不易产生脏污。
144.根据本技术实施方式,该方法还包括:第一粘结剂可以是uv热固胶。
145.根据本技术实施方式,该方法还包括:网状结构物的厚度可小于0.3mm。
146.根据本技术实施方式,该方法还包括:网状结构物可由金属材料制成或者由陶瓷材料制成。
147.图10是根据本技术另一实施方式的摄像模组的制造方法流程图。
148.摄像模组的制造方法10000可包括:在操作s11000,可以在设置有透气孔的镜座与设置有感光元件的基板之间涂覆第一粘结剂;在操作s12000,可固化第一粘结剂,通过所固化后的第一粘结剂粘结的镜座和基板形成容纳感光元件的容纳空间;在操作s13000,可以在透气孔处设置网状结构物;在操作s14000,可在镜座与镜头部件之间涂覆第二粘结剂;在操作s9400,可固化第二粘结剂。这样可以在固化第一粘结剂时使容纳空间的气体更容易排出,增加模组的可靠性。
149.根据本技术实施方式,网状结构物设置在镜座的透气孔处。
150.以上描述仅为本技术的实施方式以及对所运用技术原理的说明。本领域技术人员应当理解,本技术中所涉及的保护范围,并不限于上述技术特征的特定组合而成的技术方案,同时也应涵盖在不脱离所述技术构思的情况下,由上述技术特征或其等同特征进行任意组合而形成的其它技术方案。例如上述特征与本技术中公开的(但不限于)具有类似功能的技术特征进行互相替换而形成的技术方案。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1