一种音响线圈加工的自动化设备的制作方法
1.本发明主要涉及音响制造的技术领域,具体为一种音响线圈加工的自动化设备。
背景技术:
2.音响特指电器设备组合发出声音的一套音频系统,音响内部的线圈质量对音响的整体质量有很大影响。
3.根据申请号为cn201821369671.5的专利文献所提供的一种线圈生产用自动化设备可知,该产品包括安装台,所述安装台的顶部转动安装有旋转工作台,所述旋转工作台的顶部安装有电气控制盒,所述安装台的顶部固定安装有堆垛式进出料机构,所述堆垛式进出料机构的顶部活动连接有料盘,所述安装台的顶部固定安装有位于堆垛式进出料机构下方的次品盒,所述安装台的顶部固定安装有位于堆垛式进出料机构上方的搬运机械手,所述安装台的顶部固定安装有绕经外径ccd检测工站。该产品通过单工序集中在一台设备上多个工序同时生产,能够减少人员的误判从而提高了产品品质以及生产效率。
4.上述专利中的产品实现了一台设备上多个工序同时生产,但不便于加工前线圈内模的定位,不便于线圈打胶后的预烘干,且不便于将加工次品移除。
技术实现要素:
5.本发明主要提供了一种音响线圈加工的自动化设备,用以解决上述背景技术中提出的技术问题。
6.本发明解决上述技术问题采用的技术方案为:
7.一种音响线圈加工的自动化设备,包括加工平台,设于加工平台上且用于传输线圈内模的传输带,加工平台上沿传输方向依次设有绕带纸机、第一打胶机、绕线圈机、第二打胶机、点焊机、烘干装置以及风冷装置,所述绕带纸机、第一打胶机、绕线圈机、第二打胶机以及点焊机靠近传输带一侧均设有定位装置;
8.所述定位装置包括设于加工平台上且位于传输带靠近绕带纸机一侧的光学定位部件,以及设于传输带另一侧的三轴移动部件,所述三轴移动部件两侧分别设有固定在加工平台上的上料机械臂以及卸料机械臂,所述上料机械臂执行端设有外径检测部件;
9.所述烘干装置包括设于加工平台上且横跨传输带的烘干箱,设于所述烘干箱顶部输气部件,所述输气部件用于将烘干箱内热空气抽吸并分别通过一个温度调节部件对应传输至第一打胶机和第二打胶机的所在位置,以及设于输气部件排气端且用于对打胶后零件进行预烘干的预烘喷头部件。
10.优选的,所述光学定位部件包括设于加工平台上的acc摄像头,所述acc摄像头底部通过支撑柱连接加工平台上表面。在本优选的实施例中,通过acc摄像头便于线圈内模的定位捕捉。
11.优选的,所述三轴移动部件包括设于加工平台上的两个x轴直线导轨,底部连接两个x轴直线导轨执行端的y轴直线导轨,设于所述y轴直线导轨执行端的z轴电动缸,设于所
述z轴电动缸执行端的支撑板,设于所述支撑板靠近绕带纸机一侧且用于套接线圈内模的上料杆,以及设于所述支撑板另一侧且用于驱动上料杆转动的传动电机。在本优选的实施例中,通过三轴移动部件便于配合acc摄像头将线圈内模移动至待加工位置。
12.优选的,所述外径检测部件包括设于上料机械臂执行端的红外传感器,当进行外径检测时,plc控制器接收红外传感器测量的上料机械臂夹持线圈内模后夹持端间隙数据,并在间隙数据与设定的外径数据差值小于设定值时控制上料机械臂进行上料。在本优选的实施例中,通过外径检测部件便于对线圈内模的外径进行检测,同时便于将不合格的线圈内模卸出。
13.优选的,所述输气部件包括连通烘干箱顶部的引气箱,设于所述引气箱内的负压风机,以及进气端连通引气箱侧壁的保温输气管。在本优选的实施例中,通过输气部件便于将烘干箱内热空气抽吸传输至第一打胶机以及第二打胶机所在位置。
14.优选的,所述温度调节部件包括进气端连通保温输气管的导热管,套设于所述导热管外壁的外套管,设于加工平台上的水箱,设于所述水箱外壁的循环泵,套设于所述导热管外部且进水端连通循环泵、出水端连通水箱的螺旋管,以及设于所述外套管内壁的红外测温仪。在本优选的实施例中,通过温度调节部件便于对导热管内传输的空气进行温度调节,以便生成合适温度的预烘干空气。
15.优选的,所述预烘喷头部件包括竖直设于加工平台上的气缸,设于所述气缸执行端的l形支撑板,设于所述l形支撑板靠近所述温度调节部件一侧且通过折叠管连通导热管排气端的喷头,以及设于所述l形支撑板另一侧且用于驱动喷头转动的舵机。在本优选的实施例中,通过预烘喷头部件便于对打胶位置进行多角度预烘干。
16.优选的,所述烘干箱顶部设有用于对传输带上线圈内模进行限位的多个限位部件,所述限位部件包括设于烘干箱顶部且延伸至烘干箱内部的限位板,设于所述限位板上且执行端贯穿限位板连接烘干箱顶部的驱动缸。在本优选的实施例中,通过限位部件便于对传输带上线圈内模进行限位,以便于打胶后的线圈内模彻底烘干。
17.优选的,所述烘干箱内设有用于输气部件工作时维持烘干箱内温度均衡的匀温调节部件,所述匀温调节部件包括水平设于烘干箱内壁的气流板,设于所述烘干箱外壁且延伸至内部的多个第一密封板,所述第一密封板用于密封气流板,设于第一密封板侧壁且执行端贯穿第一密封板连接烘干箱侧壁的第一气压缸,设于所述烘干箱顶部且用于密封烘干箱顶部进气口的第二密封板,以及设于所述第二密封板侧壁且执行端贯穿第二密封板连接烘干箱侧壁的第二气压缸。在本优选的实施例中,通过匀温调节部件便于输气部件工作时维持烘干箱内温度均衡。
18.优选的,所述风冷装置包括设于加工平台上且覆盖传输带的风冷箱,设于所述风冷箱侧壁的多个风冷管,设于所述风冷管内壁的引气风扇,以及设于风冷箱内壁的导流板,所述导流板用于对风冷气流进行导流,以防止气流直接吹至线圈内模。在本优选的实施例中,通过风冷装置便于对热烘完成后的线圈内模进行降温。
19.与现有技术相比,本发明的有益效果为:
20.本发明中的产品通过定位装置便于加工前线圈内模的定位,通过烘干装置实现线圈打胶后的预烘干以及完全烘干,通过外径检测部件便于将加工次品移除;
21.定位装置中通过acc摄像头便于线圈内模的定位捕捉,通过三轴移动部件便于配
合acc摄像头将线圈内模移动至待加工位置,通过外径检测部件便于对线圈内模的外径进行检测,同时便于将不合格的线圈内模卸出,烘干装置中通过输气部件便于将烘干箱内热空气抽吸传输至第一打胶机以及第二打胶机所在位置,通过温度调节部件便于对导热管内传输的空气进行温度调节,以便生成合适温度的预烘干空气,通过预烘喷头部件便于对打胶位置进行多角度预烘干,通过限位部件便于对传输带上线圈内模进行限位,以便于打胶后的线圈内模彻底烘干,通过匀温调节部件便于输气部件工作时维持烘干箱内温度均衡,通过风冷装置便于对热烘完成后的线圈内模进行降温。
22.以下将结合附图与具体的实施例对本发明进行详细的解释说明。
附图说明
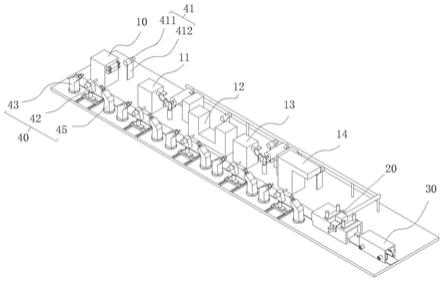
23.图1为本发明的整体结构轴测图;
24.图2为本发明的定位装置结构轴测图;
25.图3为本发明的烘干装置结构轴测图;
26.图4为本发明的温度调节部件结构爆炸图;
27.图5为本发明的烘干箱内部结构爆炸图;
28.图6为本发明的整体结构俯视图;
29.图7为本发明的定位装置结构侧视图;
30.图8为本发明的限位部件结构剖视图;
31.图9为本发明的温度调节部件结构剖视图;
32.图10为本发明的匀温调节部件结构剖视图。
33.附图说明:10、绕带纸机;11、第一打胶机;12、绕线圈机;13、第二打胶机;14、点焊机;20、烘干装置;21、烘干箱;22、输气部件;221、引气箱;222、负压风机;223、保温输气管;23、温度调节部件;231、导热管;232、外套管;233、水箱;234、循环泵;235、螺旋管;236、红外测温仪;24、预烘喷头部件;241、气缸;242、l形支撑板;243、折叠管;244、喷头;245、舵机;25、限位部件;251、限位板;252、驱动缸;26、匀温调节部件;261、气流板;262、第一密封板;263、第一气压缸;264、第二密封板;265、第二气压缸;30、风冷装置;31、风冷箱;32、风冷管;33、引气风扇;34、导流板;40、定位装置;41、光学定位部件;411、acc摄像头;412、支撑柱;42、三轴移动部件;421、x轴直线导轨;422、y轴直线导轨;423、z轴电动缸;424、支撑板;425、上料杆;426、传动电机;43、上料机械臂;44、外径检测部件;441、红外传感器;45、卸料机械臂。
具体实施方式
34.为了便于理解本发明,下面将参照相关附图对本发明进行更加全面的描述,附图中给出了本发明的若干实施例,但是本发明可以通过不同的形式来实现,并不限于文本所描述的实施例,相反的,提供这些实施例是为了使对本发明公开的内容更加透彻全面。
35.需要说明的是,当元件被称为“固设于”另一个元件,它可以直接在另一个元件上也可以存在居中的元件,当一个元件被认为是“连接”另一个元件,它可以是直接连接到另一个元件或者可能同时存在居中元件,本文所使用的术语“垂直的”、“水平的”、“左”、“右”以及类似的表述只是为了说明的目的。
36.除非另有定义,本文所使用的所有的技术和科学术语与属于本发明的技术领域的技术人员通常连接的含义相同,本文中在本发明的说明书中所使用的术语知识为了描述具体的实施例的目的,不是旨在于限制本发明,本文所使用的术语“及/或”包括一个或多个相关的所列项目的任意的和所有的组合。
37.请着重参照附图1、6所示,在本发明一优选实施例中,一种音响线圈加工的自动化设备,包括加工平台,设于加工平台上且用于传输线圈内模的传输带,加工平台上沿传输方向依次设有绕带纸机10、第一打胶机11、绕线圈机12、第二打胶机13、点焊机14、烘干装置20以及风冷装置30,所述绕带纸机10、第一打胶机11、绕线圈机12、第二打胶机13以及点焊机14靠近传输带一侧均设有定位装置40;所述风冷装置30包括设于加工平台上且覆盖传输带的风冷箱31,设于所述风冷箱31侧壁的多个风冷管32,设于所述风冷管32内壁的引气风扇33,以及设于风冷箱31内壁的导流板34,所述导流板34用于对风冷气流进行导流,以防止气流直接吹至线圈内模。
38.需要说明的是,在本实施例中,将线圈内模放置在传输带上,线圈内模依次经过绕带纸机10、第一打胶机11、绕线圈机12、第二打胶机13、点焊机14、烘干装置20以及风冷装置30的绕带纸、打胶、绕线圈、打胶、线圈接头点焊、烘干以及冷却加工后卸出,绕带纸、打胶、绕线圈、打胶以及线圈接头点焊加工前都由定位装置40进行定位;
39.进一步的,冷却时,引气风扇33将气流引入风冷箱31,气流经导流板34缓冲后接触加工完成的线圈内模以带走热量。
40.请着重参照附图2、7所示,在本发明另一优选实施例中,所述定位装置40包括设于加工平台上且位于传输带靠近绕带纸机10一侧的光学定位部件41,以及设于传输带另一侧的三轴移动部件42,所述三轴移动部件42两侧分别设有固定在加工平台上的上料机械臂43以及卸料机械臂45,所述上料机械臂43执行端设有外径检测部件44;所述光学定位部件41包括设于加工平台上的acc摄像头411,所述acc摄像头411底部通过支撑柱412连接加工平台上表面,所述三轴移动部件42包括设于加工平台上的两个x轴直线导轨421,底部连接两个x轴直线导轨421执行端的y轴直线导轨422,设于所述y轴直线导轨422执行端的z轴电动缸423,设于所述z轴电动缸423执行端的支撑板424,设于所述支撑板424靠近绕带纸机10一侧且用于套接线圈内模的上料杆425,以及设于所述支撑板424另一侧且用于驱动上料杆425转动的传动电机426,所述外径检测部件44包括设于上料机械臂43执行端的红外传感器441,当进行外径检测时,plc控制器接收红外传感器441测量的上料机械臂43夹持线圈内模后夹持端间隙数据,并在间隙数据与设定的外径数据差值小于设定值时控制上料机械臂43进行上料。
41.需要说明的是,在本实施例中,上料时,上料机械臂43夹持端夹持传输带上线圈内模,此时plc控制器接收红外传感器441测量的上料机械臂43夹持线圈内模后夹持端间隙数据,并在间隙数据与设定的外径数据差值小于设定值的情况下控制上料机械臂43将线圈内模套在上料杆425上,否则将线圈内模按次品移除;
42.进一步的,定位时acc摄像头411对上料杆425上线圈内模进行定位捕捉,并通过plc控制器控制x轴直线导轨421、y轴直线导轨422以及z轴电动缸423移动,以将线圈内模移动至加工位置,传动电机426还可带动上料杆425转动,以配合加工。
43.请着重参照附图3、4、5、8、9、10所示,在本发明另一优选实施例中,所述烘干装置
20包括设于加工平台上且横跨传输带的烘干箱21,设于所述烘干箱21顶部输气部件22,所述输气部件22用于将烘干箱21内热空气抽吸并分别通过一个温度调节部件23对应传输至第一打胶机11和第二打胶机13的所在位置,以及设于输气部件22排气端且用于对打胶后零件进行预烘干的预烘喷头部件24,所述输气部件22包括连通烘干箱21顶部的引气箱221,设于所述引气箱221内的负压风机222,以及进气端连通引气箱221侧壁的保温输气管223,所述温度调节部件23包括进气端连通保温输气管223的导热管231,套设于所述导热管231外壁的外套管232,设于加工平台上的水箱233,设于所述水箱233外壁的循环泵234,套设于所述导热管231外部且进水端连通循环泵234、出水端连通水箱233的螺旋管235,以及设于所述外套管232内壁的红外测温仪236,所述预烘喷头部件24包括竖直设于加工平台上的气缸241,设于所述气缸241执行端的l形支撑板242,设于所述l形支撑板242靠近所述温度调节部件23一侧且通过折叠管243连通导热管231排气端的喷头244,以及设于所述l形支撑板242另一侧且用于驱动喷头244转动的舵机245,所述烘干箱21顶部设有用于对传输带上线圈内模进行限位的多个限位部件25,所述限位部件25包括设于烘干箱21顶部且延伸至烘干箱21内部的限位板251,设于所述限位板251上且执行端贯穿限位板251连接烘干箱21顶部的驱动缸252,所述烘干箱21内设有用于输气部件22工作时维持烘干箱21内温度均衡的匀温调节部件26,所述匀温调节部件26包括水平设于烘干箱21内壁的气流板261,设于所述烘干箱21外壁且延伸至内部的多个第一密封板262,所述第一密封板262用于密封气流板261,设于第一密封板262侧壁且执行端贯穿第一密封板262连接烘干箱21侧壁的第一气压缸263,设于所述烘干箱21顶部且用于密封烘干箱21顶部进气口的第二密封板264,以及设于所述第二密封板264侧壁且执行端贯穿第二密封板264连接烘干箱21侧壁的第二气压缸265。
44.需要说明的是,在本实施例中,预烘干时,负压风机222开启将烘干箱21内热空气引入保温输气管223,保温输气管223内热空气进入导热管231,温度调节部件23工作时,红外测温仪236将导热管231的温度数据传递至plc控制器,plc控制器将温度数据与设定温度值对比计算后设定循环泵234的工作效率,循环泵234开启后,水箱233内水沿螺旋管235进行循环,以进行温度调节;
45.进一步的,温度调节完成后的热空气经折叠管243以及喷头244后对线圈内模打胶位置进行预烘,预烘时气缸241可调节喷头244高度,舵机245可调节喷头244喷气角度;
46.进一步的,匀温调节时,输气部件22工作时,通过第一气压缸263带动第一密封板262移动,以开启气流板261上一定数量的气流孔,以使抽吸的热空气量处于一定范围内,同时通过第二气压缸265移动第二密封板264,此时烘干箱21顶部进气孔打开,以使热空气与空气混合,能够保持输气部件22抽吸的空气量不变;
47.进一步的,加工完成后的线圈内模进入烘干箱21,驱动缸252带动限位板251下移,对传输带上线圈内模进行限位,待彻底烘干后取消限位。
48.本发明的具体流程如下:
49.plc控制器型号为“osm
‑
rplc”,红外传感器441型号为“chq”。
50.将线圈内模放置在传输带上,线圈内模依次经过绕带纸机10、第一打胶机11、绕线圈机12、第二打胶机13、点焊机14、烘干装置20以及风冷装置30的绕带纸、打胶、绕线圈、打胶、线圈接头点焊、烘干以及冷却加工后卸出,绕带纸、打胶、绕线圈、打胶以及线圈接头点
焊加工前都由定位装置40进行定位;
51.冷却时,引气风扇33将气流引入风冷箱31,气流经导流板34缓冲后接触加工完成的线圈内模以带走热量;
52.上料时,上料机械臂43夹持端夹持传输带上线圈内模,此时plc控制器接收红外传感器441测量的上料机械臂43夹持线圈内模后夹持端间隙数据,并在间隙数据与设定的外径数据差值小于设定值的情况下控制上料机械臂43将线圈内模套在上料杆425上,否则将线圈内模按次品移除;
53.定位时acc摄像头411对上料杆425上线圈内模进行定位捕捉,并通过plc控制器控制x轴直线导轨421、y轴直线导轨422以及z轴电动缸423移动,以将线圈内模移动至加工位置,传动电机426还可带动上料杆425转动,以配合加工;
54.预烘干时,负压风机222开启将烘干箱21内热空气引入保温输气管223,保温输气管223内热空气进入导热管231,温度调节部件23工作时,红外测温仪236将导热管231的温度数据传递至plc控制器,plc控制器将温度数据与设定温度值对比计算后设定循环泵234的工作效率,循环泵234开启后,水箱233内水沿螺旋管235进行循环,以进行温度调节;
55.温度调节完成后的热空气经折叠管243以及喷头244后对线圈内模打胶位置进行预烘,预烘时气缸241可调节喷头244高度,舵机245可调节喷头244喷气角度;
56.匀温调节时,输气部件22工作时,通过第一气压缸263带动第一密封板262移动,以开启气流板261上一定数量的气流孔,以使抽吸的热空气量处于一定范围内,同时通过第二气压缸265移动第二密封板264,此时烘干箱21顶部进气孔打开,以使热空气与空气混合,能够保持输气部件22抽吸的空气量不变;
57.加工完成后的线圈内模进入烘干箱21,驱动缸252带动限位板251下移,对传输带上线圈内模进行限位,待彻底烘干后取消限位。
58.上述结合附图对本发明进行了示例性描述,显然本发明具体实现并不受上述方式的限制,只要采用了本发明的方法构思和技术方案进行的这种非实质改进,或未经改进将本发明的构思和技术方案直接应用于其他场合的,均在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1