终端设备的制作方法
1.本技术属于通信设备技术领域,尤其涉及一种终端设备。
背景技术:
2.随着技术的进步和人们对消费品美学体验的不断追求,手机等终端的工业设计也在持续提高其美学要求。在手机等终端中,摄像头周边的工业设计为业界的重点关注方向。
3.现有技术中,终端的摄像头周边的区域会设置有装饰件,以呈现出不同的外观效果,装饰件上通常会设置有覆盖于摄像头的镜片。在终端长时间使用的过程中,外界环境中的杂质及灰尘容易通过装饰件和镜片之间的缝隙进入到终端内部(比如摄像头处),导致摄像头处的观感体验不佳,且终端内部容易因进灰而引发故障。
技术实现要素:
4.本技术实施例的目的在于提供一种终端设备,能够提升终端设备的摄像头处的观感体验,降低终端设备内部因进灰而引发故障的几率。
5.为实现上述目的,本技术采用的技术方案是:一种终端设备,包括摄像头、壳体、装饰件及镜片。其中,摄像头设置于壳体内,并外露于壳体,装饰件设置于壳体上,并位于摄像头的外周侧。
6.镜片则覆盖于摄像头,且镜片的外周边缘通过第一密封胶和装饰件实现密封连接,镜片朝向摄像头的一侧表面的环绕镜片的中心的环形区域通过第二密封胶和装饰件实现密封连接。
7.本技术实施例提供的终端设备,其摄像头的外周侧设置有装饰件,终端设备的摄像头处覆盖有镜片。由于镜片的外周边缘通过第一密封胶装饰件实现密封连接,这样外界的灰尘杂质便较难以通过镜片和装饰件的装配缝隙处进入到终端壳体内的摄像头的外周区域,而由于镜片朝向摄像头的一侧表面形成有的环面通过第二密封胶和装饰件实现密封连接,这样便相当于构建了第二道密封防线,那么即使外界的灰尘杂质进入到终端壳体内,也会受到第二密封胶的阻隔,从而无法进入到摄像头的外周区域,这样便实现了对摄像头的双层密封隔离,从而避免了外界灰尘杂质进入到摄像头的外周区域后,由于反光的作用而会被明显观察到,较为影响摄像头的整体观感,那么通过对摄像头实现双层密封隔离,这样便使得外界杂质难以进入到摄像头的外周区域,提升了摄像头的观感体验,也较佳地降低了终端设备内部因进灰而引发故障的几率。
8.可选地,装饰件靠近摄像头的位置形成有围绕于摄像头的环槽。示例性地,出于更佳地呈现摄像头的外周区域的“深邃大眼睛”的视觉效果的目的,环槽的内壁可以通过机加工形成高光效果,环槽的内壁的表面粗糙度可以是1.6、08或是0.4等。
9.可选地,装饰件靠近摄像头的一侧形成有围绕于摄像头的环形凸台,环形凸台的上端面形成有cd纹。其中,cd纹可以通过模具成型、cnc加工成型、丝印成型或是移印成型于环形凸台的上端面。
10.可选地,环形凸台的上端面通过第三密封胶和镜片朝向摄像头的一侧表面密封连接。
11.可选地,装饰件包括主框体和内框体,主框体设置于壳体上,并位于摄像头的外周侧,环槽形成于主框体上,内框体设置于主框体围设形成的区域内,并位于摄像头的外周侧,环形凸台形成于内框体上。
12.其中,主框体和内框体朝向彼此的壁面之间形成有间隙,以避免装饰件组装完成后,主框体和内框体之间磕碰的现象产生。
13.示例性地,内框体的材料为工程塑料、金属材料或塑胶材料,内框体无需经过抛光等表面处理,能够更佳地降低装饰件的制造成本。
14.当内框体采用工程塑料或塑胶材料制造时,cd纹可以直接通过注塑模具成型于内框体的环形凸台上,如此可以简化cd纹的制备工序,降低装饰件及终端设备的整体制造成本。
15.可选地,主框体还包括透明塑胶件,透明塑胶件设置于环槽内,并通过第四密封胶和镜片朝向摄像头的一侧表面密封连接。
16.可选地,装饰件包括主框体和透明塑胶件,主框体设置于壳体上,并位于摄像头的外周侧,环槽形成于主框体上,透明塑胶件设置于环槽内,并通过第四密封胶和镜片朝向摄像头的一侧表面密封连接。
17.可选地,第一密封胶、第二密封胶、第三密封胶和/或第四密封胶为oca光学胶。
18.可选地,透明塑胶件朝向或背向镜片的一侧表面形成有第一装饰层。
19.可选地,透明塑胶件朝向或背向镜片的一侧表面形成有cd纹。
20.可选地,装饰件还包括阻挡环件,阻挡环件设置于透明塑胶件朝向环槽的表面和环槽的内壁之间。
21.可选地,阻挡环件为泡棉件。
22.可选地,沿朝向摄像头的中心的方向,环槽的深度逐渐加深。
23.可选地,环槽为半开放式凹槽,且环槽的开口方向朝向摄像头。
24.可选地,环槽沿摄像头的径向的横截面呈梯形;
25.或者,环槽沿摄像头的径向的横截面呈矩形;
26.或者,环槽沿摄像头的径向的横截面呈三角形;
27.或者,环槽沿摄像头的径向的横截面的轮廓线至少部分为曲线。
28.示例性地,出于减重的需求,可以在环槽的内壁开设减重腔。
29.可选地,环槽的内壁形成有第一装饰层。
30.可选地,环槽的内壁开设有排屑通道。其中,排屑通道开设于环槽的内壁的位于槽深度最大的位置,这样碎屑可以在重力的作用下及时经由排屑通道排出,有利于提高碎屑排出环槽的彻底性。
31.可选地,装饰件和镜片之间形成有第二装饰层。
32.可选地,第二装饰层设置于镜片朝向装饰件的一侧表面;
33.或者,第二装饰层设置于装饰件朝向镜片的一侧表面。
附图说明
34.为了更清楚地说明本技术实施例中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本技术的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动性的前提下,还可以根据这些附图获得其他的附图。
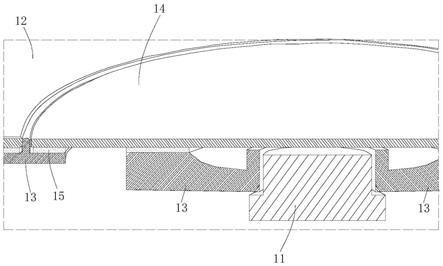
35.图1为本技术实施例提供的终端设备的结构示意图;
36.图2为本技术实施例提供的终端设备的摄像头、壳体、装饰件及镜片沿终端设备厚度方向的局部剖切视图一;
37.图3为本技术实施例提供的终端设备的摄像头、壳体、装饰件及镜片沿终端设备厚度方向的局部剖切视图二;
38.图4为图3中a处的局部放大视图;
39.图5为本技术实施例提供的终端设备的镜片的结构示意图;
40.图6为本技术实施例提供的终端设备的摄像头、壳体、装饰件及镜片沿终端设备厚度方向的局部剖切视图三;
41.图7为本技术实施例提供的终端设备的摄像头、壳体、装饰件及镜片沿终端设备厚度方向的局部剖切视图四;
42.图8为本技术实施例提供的终端设备的摄像头、壳体、装饰件及镜片沿终端设备厚度方向的局部剖切视图五;
43.图9为本技术实施例提供的终端设备的摄像头、壳体、装饰件及镜片沿终端设备厚度方向的局部剖切视图六;
44.图10为本技术实施例提供的终端设备的摄像头、壳体、装饰件及镜片沿终端设备厚度方向的局部剖切视图七;
45.图11为本技术实施例提供的终端设备的摄像头、壳体、装饰件及镜片沿终端设备厚度方向的局部剖切视图八;
46.图12为本技术实施例提供的终端设备的摄像头、壳体、装饰件及镜片沿终端设备厚度方向的局部剖切视图九;
47.图13为本技术实施例提供的终端设备的透明塑胶件沿终端设备厚度方向的剖切视图;
48.图14为本技术实施例提供的终端设备的装饰件沿终端设备厚度方向的局部剖切视图一;
49.图15为本技术实施例提供的终端设备的装饰件沿终端设备厚度方向的局部剖切视图二;
50.图16为本技术实施例提供的终端设备的装饰件沿终端设备厚度方向的局部剖切视图三;
51.图17为本技术实施例提供的终端设备的装饰件沿终端设备厚度方向的局部剖切视图四;
52.图18为本技术实施例提供的终端设备的装饰件沿终端设备厚度方向的局部剖切视图五;
53.图19为本技术实施例提供的终端设备的摄像头、壳体、装饰件及镜片沿终端设备
厚度方向的局部剖切视图九;
54.图20为本技术实施例提供的终端设备的摄像头、壳体、装饰件及镜片沿终端设备厚度方向的局部剖切视图十。
55.其中,图中各附图标记:
56.10—终端设备
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
11—摄像头
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
12—壳体
57.13—装饰件
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
14—镜片
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
15—第一密封胶
58.16—第二密封胶
ꢀꢀꢀꢀꢀꢀꢀꢀ
17—第三密封胶
ꢀꢀꢀꢀꢀꢀꢀꢀ
18—透明塑胶件
59.19—第四密封胶
ꢀꢀꢀꢀꢀꢀꢀꢀ
20—第一装饰层
ꢀꢀꢀꢀꢀꢀꢀꢀ
111—第五密封胶
60.112—第六密封胶
ꢀꢀꢀꢀꢀꢀꢀ
113—第二装饰层
ꢀꢀꢀꢀꢀꢀꢀ
131—环槽
61.132—环形凸台
ꢀꢀꢀꢀꢀꢀꢀꢀꢀ
133—cd纹
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
134—主框体
62.135—内框体
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
136—排屑通道
ꢀꢀꢀꢀꢀꢀꢀꢀ
137—减重腔
63.138—阻挡环件
ꢀꢀꢀꢀꢀꢀꢀꢀꢀ
141—环形区域。
具体实施方式
64.下面详细描述本技术的实施例,实施例的示例在附图中示出,其中自始至终相同或类似的标号表示相同或类似的元件或具有相同或类似功能的元件。下面通过参考附图1~图20描述的实施例是示例性的,旨在用于解释本技术,而不能理解为对本技术的限制。
65.在本技术的描述中,需要理解的是,术语“第一”、“第二”、“第三”、“第四”、“第五”及“第六”仅用于描述目的,而不能理解为指示或暗示相对重要性或者隐含指明所指示的技术特征的数量。由此,限定有“第一”、“第二”等术语的特征可以明示或者隐含地包括一个或者更多个该特征。在本技术的描述中,“多个”的含义是两个或两个以上,除非另有明确具体的限定。
66.在本技术中,除非另有明确的规定和限定,术语“安装”、“相连”、“连接”、“固定”等术语应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或成一体;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通或两个元件的相互作用关系。对于本领域的普通技术人员而言,可以根据具体情况理解上述术语在本技术中的具体含义。
67.为便于读者理解,以下对本技术所涉及到的专有名词进行解释说明:
68.cd纹:cd纹是在金属等材料表面加工而成或是在非金属材料成型过程(比如塑胶材料通过模具进行注塑成型的过程)中形成的类似于cd光盘纹路的表面花样。
69.oca(optically clear adhesive)光学胶:是指用于胶结透明光学元件的粘胶剂,无色透明且光透过率在90%以上。
70.pvd(physical vapor deposition)工艺:物理气相沉积工艺,是指在真空条件下,采用低电压、大电流的电弧放电技术,利用气体放电使得靶材蒸发,并使得蒸发物质与气体都发生电离,利用电场的加速作用,使蒸发物质及其反应产物沉积在工件上,以在工件上形成镀层的工艺。
71.cnc(computer numerical control)加工工艺:是指计算机数字化控制心爱的精密机械加工工艺。
72.丝印:全称为丝网印刷,是指用丝网作为版基,并通过感光制版方法,制成带有图
文的丝网印版的工艺。
73.移印:是指承印物为不规则的异形表面(如仪器、电气零件、玩具等)时,使用铜或钢凹版,经由硅橡胶铸成半球面形的移印头,以此压向版面将油墨转印至承印物上完成转移印刷的方式。
74.pc(polycarbonate)材料:是指聚碳酸酯材料,聚碳酸酯是分子链中含有碳酸酯基的高分子聚合物,根据酯基的结构可分为脂肪族、芳香族、脂肪族
‑
芳香族等多种类型。
75.pmma(polymethyl methacrylate)材料:是指聚甲基丙烯酸甲酯,是一种高分子聚合物,又称作亚克力或有机玻璃,具有高透明度,低价格,易于机械加工等优点,是平常经常使用的玻璃替代材料。
76.近年来,手机等终端的工业设计水平在持续不断的进步。在手机等终端中,摄像头周边的工业设计为业界的重点关注方向。
77.现有技术中,终端的摄像头周边的区域会设置有装饰件,以呈现出不同的外观效果,装饰件上通常会设置有覆盖于摄像头的镜片。在终端长时间使用的过程中,外界环境中的杂质及灰尘容易通过装饰件和镜片之间的缝隙进入到终端内部(比如摄像头处),导致摄像头处的观感体验不佳,且终端内部容易因进灰而引发故障。
78.由此,本技术实施例提供了一种终端设备10,能够提升终端设备10的摄像头11处的观感体验,降低终端设备10内部因进灰而引发故障的几率。
79.具体地,本技术实施例提供的终端设备10可以是手机、平板电脑及笔记本电脑等移动终端设备10,也可以是如台式微型计算机、一体式微型计算机等大型终端设备10。
80.更具体地,如图1~图5所示,在本实施例中,终端设备10包括有摄像头11、壳体12、装饰件13和镜片14。其中,摄像头11设置于壳体12内,并外露于壳体12。具体是,壳体12的电池盖上可以开设有开口,摄像头11外露于开口处,开口可以是呈圆形,以适配摄像头11的镜头。当然,开口的形状并不局限于圆形,也可以是正方形、长方形、平行四边形、椭圆形、三角形及梯形等多种构型。
81.更具体地,装饰件13设置于壳体12上,并位于摄像头11的外周侧。在本实施例中,装饰件13可以是整体呈环形结构,也可以是根据工业设计要求而设计为相应构型,且装饰件13和开口边缘之间可通过点胶或者是背胶实现密封。
82.更具体地,镜片14覆盖于摄像头11,并盖设于开口处,且镜片14的外周边缘通过第一密封胶15和装饰件13实现密封连接,镜片14朝向摄像头11的一侧表面的环绕镜片14的中心的环形区域141(如图5中两虚线圆所围成的区域)通过第二密封胶16和装饰件13实现密封连接。
83.请参考图1、图2和图3,以下对本技术实施例提供的终端设备10作进一步说明:本技术实施例提供的终端设备10,其摄像头11的外周侧设置有装饰件13,终端设备10的摄像头11处覆盖有镜片14。由于镜片14的外周边缘通过第一密封胶15装饰件13实现密封连接,这样外界的灰尘杂质便较难以通过镜片14和装饰件13的装配缝隙处进入到终端壳体12内的摄像头11的外周区域,而由于镜片14朝向摄像头的一侧表面形成有的环面通过第二密封胶16和装饰件13实现密封连接,这样便相当于构建了第二道密封防线,那么即使外界的灰尘杂质进入到终端壳体12内,也会受到第二密封胶16的阻隔,从而无法进入到摄像头11的外周区域,从而避免了外界灰尘杂质进入到摄像头11的外周区域后,由于反光的作用而会
被明显观察到,较为影响摄像头11的整体观感,那么通过对摄像头11实现双层密封隔离,这样便实现了对摄像头11的双层密封隔离,使得外界杂质难以进入到摄像头11的外周区域,提升了摄像头11的观感体验,也较佳地降低了终端设备10内部因进灰而引发故障的几率。
84.在本技术的另一些实施例中,如图3和图4所示,装饰件13靠近摄像头11的位置形成有围绕于摄像头11的环槽131。装饰件13靠近摄像头11的一侧形成有围绕于摄像头11的环形凸台132。具体地,通过在装饰件13靠近摄像头11的位置形成环槽131,并在围绕于摄像头11的环形凸台132的上端面(在本实施例中,环形凸台132的上端面是指环形凸台132朝向镜片14的一侧端面)形成cd纹133,这样环槽131和cd纹133的结合能够在观感上形成摄像头11的外周区域的“深邃大眼睛”的视觉效果。同时,通过在装饰件13上开设环槽131,这样当装饰件13为金属件时,也能够实现装饰件13的较佳地结构减重,从而也有利于终端设备10整机的结构减重。
85.示例性地,为更佳地呈现摄像头11的外周区域的“深邃大眼睛”的视觉效果,还可在环槽131的内壁上涂覆形成第一装饰层20,第一装饰层20的颜色可以根据工业设计要求决定。其中,第一装饰层20可以通过阳极氧化工艺涂覆于环槽131的内壁,也可以是通过pvd镀膜工艺等工艺形成于环槽131的内壁。
86.示例性地,同样出于更佳地呈现摄像头11的外周区域的“深邃大眼睛”的视觉效果的目的,环槽131的内壁可以通过机加工形成高光效果,环槽131的内壁的表面粗糙度可以是1.6、08或是0.4等。
87.示例性地,cd纹133可以通过模具成型、cnc加工成型、丝印成型或是移印成型于环形凸台132的上端面。
88.在本技术的另一些实施例中,如图6所示,环形凸台132的上端面通过第三密封胶17和镜片14朝向摄像头的一侧表面密封连接。具体地,通过使得环形凸台132的上端面通过第三密封胶17和镜片14密封连接,这样便在第一密封胶15和第二密封胶16所构成的两道密封隔离防线的基础上,又额外构建了第三道密封隔离防线,如此便更佳地实现了摄像头11的外周区域的防尘及防水性能,也更佳地降低了终端设备10内部因进灰而引发故障的几率。
89.在本技术的另一些实施例中,如图7和图8所示,装饰件13包括主框体134和内框体135,主框体134设置于壳体12上,并位于摄像头11的外周侧,环槽131形成于主框体134上,内框体135设置于主框体134围设形成的区域内,并位于摄像头11的外周侧,环形凸台132形成于内框体135上。
90.其中,主框体134和内框体135朝向彼此的壁面之间形成有间隙,以避免装饰件13组装完成后,主框体134和内框体135之间磕碰的现象产生。且主框体134和内框体135的面接触区域可通过第五密封胶111以背胶等形式实现密封,以增强主框体134和内框体135之间的稳定性。示例性地,第五密封胶111可以分布于主框体134和内框体135的面接触区域的全部或部分。
91.具体地,作为装饰件13的一种构型,装饰件13包括有主框体134和独立于主框体134的内框体135。其中,主框体134的边缘处通过第一密封件和镜片14的外周边缘密封连接。通过将装饰件13拆分为相互独立的主框体134和内框体135,由于环形凸台132是形成于内框体135上的,那么当环形凸台132受损,或是形成于环形凸台132上的cd纹133加工不能
够达到工业设计要求,需要返工时,仅需拆下内框体135即可,无需连同主框体134一并拆卸,从而可较佳地降低装饰件13及终端设备10的生产制造成本及维修成本。
92.示例性地,由于内框体135并不外露于壳体12,因此内框体135可以出于材料成本控制的目的而选择工程塑料、金属材料或塑胶材料制成,且无需经过抛光等表面处理,如此能够更佳地降低装饰件13的制造成本。
93.且内框体135采用工程塑料或塑胶材料制造时,cd纹133可以直接通过注塑模具成型于内框体135的环形凸台132上,如此可以简化cd纹133的制备工序,降低装饰件13及终端设备10的整体制造成本。
94.在本技术的另一些实施例中,如图9~图11所示,主框体134还包括透明塑胶件18,透明塑胶件18设置于环槽131内,并通过第四密封胶19和镜片14朝向摄像头11的一侧表面密封连接。
95.具体地,通过在环槽131中设置透明塑胶件18,这样光线自环槽131内壁的第一装饰层20反射后,可经由透明塑胶件18的折射及散射而射出,如此可更佳地呈现出第一装饰层20的视觉效果,也能够更佳地呈现摄像头11的外周区域的“深邃大眼睛”的视觉效果。示例性地,透明塑胶件18具体可以是pc材料或pmma材料等。
96.在本技术的另一些实施例中,如图9和图12所示,装饰件13包括主框体134和透明塑胶件18,主框体134设置于壳体12上,并位于摄像头11的外周侧,环槽131形成于主框体134上,透明塑胶件18设置于环槽131内,并通过第四密封胶19和镜片14朝向摄像头11的一侧表面密封连接。
97.具体地,作为装饰件13的另一种构型,装饰件13也可以由主框体134和透明塑胶件18组成,而透明塑胶件18通过第四密封胶19和镜片14朝向摄像头11的一侧表面密封连接,结合主框体134通过第一密封胶15和镜片14的密封连接,同样也能够实现对摄像头11的外周侧的双层密封隔离效果,同时也能够较佳地节省装饰件13的制造成本。
98.在本技术的另一些实施例中,第一密封胶15、第二密封胶16和/或第三密封胶17为oca光学胶。具体地,在本实施例中,可以是第一密封胶15、第二密封胶16以及第三密封胶17均为oca光学胶,如此可以提高上述密封胶的透光性能,使得上述密封胶能够达到较佳地高透光性(全光穿透率大于或等于99%),也提高了上述密封胶的粘着力和耐候性,进而也提高了装饰件13、镜片14和终端壳体12结合的牢固性,也使得终端设备10在长期使用过程中,装饰件13不易掉落。
99.尤其是通过使得第三密封胶17为oca光学胶,这样也使得形成于环形凸台132上的cd纹133能够透过第三密封胶17而呈现出更佳地视觉效果,从而也使得摄像头11的外周区域具有更佳的“深邃大眼睛”的视觉效果。
100.可选地,出于成本的考虑,第一密封胶15和第二密封胶16也可以形成于装饰件13上的背胶等。
101.在本技术的另一些实施例中,如图13所示,透明塑胶件18朝向或背向镜片14的一侧表面形成有第一装饰层20。具体地,通过在透明塑胶件18朝向或背向镜片14的一侧表面形成有第一装饰层20,这样便无需在环槽131内壁上形成第一装饰层20,如此当第一装饰层20不能够达到工业设计要求,需要返工时,仅需拆换透明塑胶件18即可,无需拆换主框体134,从而也能够较佳地降低装饰件13及终端设备10的生产制造成本及维修成本。
102.在本技术的另一些实施例中,如图12和图13所示,透明塑胶件18朝向或背向镜片14的一侧表面形成有cd纹133。具体地,通过在透明塑胶件18朝向或背向镜片14的一侧表面形成有cd纹133,这样便无需在环形凸台132上形成cd纹133,如此一方面能够通过在透明塑胶件18注塑成型的过程中同时生成cd纹133,从而降低cd纹133的制造成本,另一方面,当cd纹133加工不能够达到工业设计要求,需要返工时,仅需拆换透明塑胶件18即可,无需拆换主框体134,从而也能够较佳地降低装饰件13及终端设备10的生产制造成本及维修成本。
103.在本技术的另一些实施例中,如图10~图12所示,装饰件13还包括阻挡环件138,阻挡环件138设置于透明塑胶件18朝向环槽131的表面和环槽131的内壁之间。具体地,通过在透明塑胶件18和环槽131内壁之间设置阻挡环件138,这样阻挡环件138便能够阻止终端设备10内部的灰尘通过主框体134和摄像头11之间的装配缝隙进入到环槽131内并附着在镜片14上,如此便能够使得摄像头11的外周区域具有更佳地视觉观感。
104.示例性地,形成于透明塑胶件18朝向或背向镜片14的一侧表面的第一装饰层20也能够遮挡住阻挡环件138,以免阻挡环件138直接透过透明塑胶件18暴露于使用者的视野,如此也提升了摄像头11外周区域的视觉观感。
105.在本技术的另一些实施例中,阻挡环件138为泡棉件。具体地,通过将阻挡环件138具体选择为泡棉件,那么得益于泡棉件较佳地轻量化性能,这样也能够提高装饰件13整体的轻量化性能。同时,还得益于泡棉件较佳地弹性变形能力,这样也使得阻挡环件138能够充分地填充于塑胶件和环槽131内壁之间的空隙,实现对终端设备10内部的灰尘的更佳地阻挡隔离效果。同时,也能够通过改变泡棉件的构型来调整泡棉件的弹性变形量和反弹力,从而改变阻挡环件138的防尘隔水效果,使得阻挡环件138能够满足不同的防尘隔水要求。
106.在本技术的另一些实施例中,如图3和图14所示,沿朝向摄像头11的中心的方向,环槽131的深度逐渐加深。具体地,为更佳地呈现摄像头11的外周区域的“深邃大眼睛”的视觉效果,环槽131的深度可以沿朝向摄像头11的中心的方向,呈逐渐加深的变化,以使得摄像头11外周区域能够拟合出类似于人眼的视觉感观。
107.在本技术的另一些实施例中,如图13~图15所示,环槽131为半开放式凹槽,且环槽131的开口方向朝向摄像头11。具体地,通过将环槽131设计为半开放式凹槽,这样一方面能够简化环槽131的制造难度,另一方面也能够便于将透明塑胶件18设置于环槽131内,从而也简化了装饰件13的整体制造难度,也提升了装饰件13的制造效率。
108.在本技术的另一些实施例中,如图16~图18所示,环槽131沿摄像头11的径向的横截面呈梯形。或者,环槽131沿摄像头11的径向的横截面呈矩形;或者,环槽131沿摄像头11的径向的横截面的轮廓线至少部分为曲线;或者,环槽131沿摄像头11的径向的横截面呈三角形。
109.具体地,基于环槽131内设置有透明塑胶件18的方案,由于第一装饰层20形成于塑胶件背向镜片14的一面,而非形成于环槽131内壁,这样环槽131内壁便无需为配合第一装饰层20的视觉观感而设计为弧形面或沿朝向摄像头11的中心的方向,槽深逐渐加深的构型,而是可以不局限于上述构型,并出于结构强化的需求,将上述横截面的构型设计为梯形、矩形或是半圆型等。
110.示例性地,也可以出于减重的需求,在环槽131的内壁开设减重腔137。
111.在本技术的另一些实施例中,如图16~图18所示,环槽131的内壁开设有排屑通道
136。具体地,通过在环槽131的内壁开设排屑通道136,这样能够使得装饰件13的环槽131在加工时所产生的碎屑及时经由排屑通道136排出,以避免环槽131加工完毕后,环槽131的内壁上残留有加工碎屑。
112.示例性地,排屑通道136开设于环槽131的内壁的位于槽深度最大的位置,这样碎屑可以在重力的作用下及时经由排屑通道136排出,有利于提高碎屑排出环槽131的彻底性。
113.在本技术的另一些实施例中,如图19和图20所示,装饰件13和镜片14之间形成有第二装饰层113。具体地,在本实施例中,装饰件13上可不必开设环槽131,而是直接在装饰件13和镜片14之间设置第二装饰层113,使得第二装饰层113替代环槽131,利用第二装饰层113的颜色和/或图案设计,在摄像头11的外周区域呈现出虚拟的立体视觉效果和景深,从而呈现出摄像头11外周区域的深邃大眼睛的视觉效果。
114.或者,装饰件13在开设环槽131,并在环槽131内壁上形成第一装饰层20的同时,也可以在装饰件13和镜片14之间设置第二装饰层113,以起到增强摄像头14外周区域的深邃大眼睛的视觉效果。
115.在本技术的另一些实施例中,如图19和图20所示,第二装饰层113设置于镜片14朝向装饰件13的一侧表面(如图20所示),或者第二装饰层113设置于装饰件13朝向镜片14的一侧表面(如图19所示)。具体地,在本实施例中,第二装饰层113可以是通过第六密封胶112贴设于镜片14上,或是通过第六密封胶112贴设于装饰件13上。
116.在本实施例中,当第二装饰层113通过第六密封胶112设置于镜片14上时,第六密封胶112可以是oca光学胶,这样能够使得第六密封胶112具有较佳地光透过率。当然,第六密封胶112也不局限于oca光学胶,也可以是其他具有较佳地光透过率的胶材。
117.而当第二装饰层113通过第六密封胶112设置于装饰件13上时,第六密封胶112可以通过点胶或背胶的方式使得第二装饰层113和装饰件13紧密结合。
118.可选地,第二装饰层113可以是膜层,也可以是通过阳极氧化工艺涂覆于装饰件13的表面,还可以是通过pvd镀膜工艺等工艺形成于装饰件13的表面。
119.以上仅为本技术的较佳实施例而已,并不用以限制本技术,凡在本技术的精神和原则之内所作的任何修改、等同替换和改进等,均应包含在本技术的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1