一种手机镜头遮光片及其制备方法与流程
1.本发明涉及手机镜头零件领域,更具体地说,它涉及一种手机镜头遮光片及其制备方法。
背景技术:
2.伴随着数字相机、行动电话、掌上型计算机(pda)、甚至是电视游乐器等消费性电子产品的小型化与精密化,这类电子产品上通常设置有光学影像摄制组件,其内装设的光学影像摄制组件将要求具备更高的效能。
3.在现有的电子产品设计中,为了对电子产品的摄像头进行保护,通常在摄像头的位置设置有透明盖板,透明盖板即能够保证摄像头的影像摄取,同时也起到了保护作用。
4.目前,授权公告号为cn111835896b的中国专利公开了一种手机摄像头盖板镀膜结构,包括基板、减反射层和抗指纹层,基板具有用于摄像头露出的透光区,减反射层位于透光区的两侧表面,抗指纹层位于基板的一侧表面,且其中一个减反射层位于抗指纹层和基板之间,抗指纹层为氮化钛和聚四氟乙烯的混合溅镀层,抗指纹层中氮化钛和聚四氟乙烯的摩尔比为0 .1~0 .3:1。
5.这种盖板镀膜结构的减光(遮光)部分通过镀膜实现,工艺难度较高,且运输难度高,使用不方便。因此,目前需要一种使用方便的手机镜头遮光机构。
技术实现要素:
6.针对现有技术存在的不足,本发明的目的在于提供一种手机镜头遮光片及其制备方法,具有使用方便的优点。
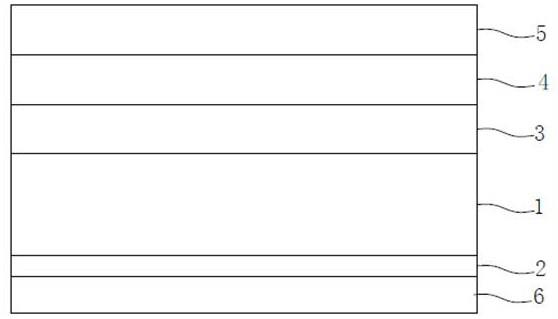
7.为实现上述目的,本发明提供了如下技术方案:本发明在第一个方面提供了一种手机镜头遮光片,从下至上包括:粘结层,厚度为0.1-0.2mm,用于与摄像头的玻璃盖板粘结;遮光层,其厚度为0.005-0.02mm,采用黑色油墨涂抹固化而成;骨架层,厚度为0.125-0.128mm,用于支撑整体结构;硬化层,厚度为50-200μm,用于增强整体结构;透光层,厚度为50-200μm,用于减少反光,增强黑度;防指纹层,厚度为50-200μm,用于防止指纹留在遮光片上。
8.进一步,黑色油墨为黑色uv固化油墨。
9.进一步,粘结层的材料选自oca光学胶、环氧光学胶、pdms硅胶中一种或多种的组合物。
10.进一步,骨架层的材料选自pet树脂、pvdf树脂、pc树脂中一种或多种的组合物。
11.进一步,硬化层的材料选自碳化硅、二氧化硅中一种或多种的混合物。
12.进一步,透光层的材料选自二氧化硅、二氧化锆、氟化钙中一种或多种的组合物。
13.进一步,防指纹层的材料选自碳化硅、二氧化硅、氧化铝、氟化镁、二氧化钛中一种
或多种的组合物。
14.本发明在第二个方面提供了一种手机镜头遮光片的制备方法,用于制备本发明在第一个方面所提供的手机镜头遮光片,包括以下步骤:s1、抛光:选取骨架层,在骨架层表面依次进行600目、800目、1000目、1500目、2000目、3000目抛光;s2、设置遮光层:在骨架层表面的抛光面辊涂黑色uv固化油墨,采用uv灯进行固化;s3、一次镀膜:将骨架层未涂油墨的一侧朝上放置在真空蒸镀设备中,在此侧进行第一次镀膜,形成硬化层;s4、二次镀膜:在硬化层上进行第二次镀膜,形成透光层;s5、三次镀膜:在透光层上进行第三次镀膜,形成防指纹层;s6、设置粘合层:在遮光层一侧涂覆光学胶,形成粘结层,而后在粘结层上覆盖离型膜;s7、切割:根据镜头的形状规格进行冲压切割,收集后按顺序排列,打包入库;s8、重复s1-s7的步骤。
15.进一步,s3-s5步骤中在镀膜前和镀膜后需要对目标物进行去油洗涤。
16.进一步,所述油洗涤后,需要对目标物进行低温烘干。
17.综上所述,本发明具有以下有益效果:1.本发明所提供的遮光片使用方便,能够直接黏附在手机镜头的盖板玻璃上,无需对盖板玻璃进行镀膜,能够大大简化手机镜头的生产工艺;2.本发明所提供的遮光片结构强度优异,且通过设置透光层能够减少光反射率,提升黑度,产品外观较好,通过设置防指纹层能够有效减少指纹留存,有助于提升用户体验;3.本发明所提供的遮光片的制备方法的工艺难度较低,工序设置合理,且良品率高。
附图说明
18.图1为本发明中一种手机镜头遮光片的外观示意图;图2为本发明中一种手机镜头遮光片的层结构示意图。
19.图中:1、骨架层;2、遮光层;3、硬化层;4、透光层;5、防指纹层;6、粘结层。
具体实施方式
20.下面结合附图及实施例,对本发明进行详细描述。
21.本具体实施例仅仅是对本发明的解释,其并不是对本发明的限制,本领域技术人员在阅读完本说明书后可以根据需要对本实施例做出没有创造性贡献的修改,但只要在本发明的权利要求范围内都受到专利法的保护。
22.实施例1一种手机镜头遮光片,参见图1、图2,从下至上包括:粘结层6,厚度为0.05mm,粘结层6的材料为oca光学胶;
遮光层2,其厚度为0.01mm,采用黑色uv固化油墨涂抹后,经过uv灯照射固化而成;骨架层1,厚度为0.125mm,骨架层1的材料为pet树脂;硬化层3,厚度为100μm,硬化层3的材料为碳化硅;透光层4,厚度为100μm,透光层4的材料为二氧化硅;防指纹层5,厚度为200μm,防指纹层5的材料为碳化硅。
23.其制备方法具体步骤如下:s1、抛光:选取厚度为0.2mm的pet树脂薄片,在pet树脂薄片表面依次进行600目、800目、1000目、1500目、2000目、3000目抛光,洗涤烘干后备用;s2、设置遮光层2:在pet树脂薄片表面的抛光面辊涂黑色uv固化油墨,采用uv灯进行固化;s3、一次镀膜:将pet树脂薄片未涂油墨的一侧进行去油洗涤、烘干,而后朝上放置在真空蒸镀设备中,在此侧进行第一次镀膜,镀材为碳化硅,形成厚度为100μm的硬化层3;s4、二次镀膜:在硬化层3一侧进行去油洗涤、烘干,而后在硬化层3上进行第二次镀膜,镀材为二氧化硅,形成厚度为100μm的透光层4;s5、三次镀膜:在透光层4一侧进行去油洗涤、烘干,在透光层4上进行第三次镀膜,镀材为碳化硅,形成厚度为200μm的防指纹层5;s6、设置粘合层:在遮光层2一侧涂覆oca光学胶,形成厚度为0.05mm的粘结层6,而后在粘结层6上覆盖离型膜;s7、切割:根据镜头的形状规格进行冲压切割,收集后按顺序排列,打包入库。
24.实施例2一种手机镜头遮光片,参见图1、图2,从下至上包括:粘结层6,厚度为0.05mm,粘结层6的材料为oca光学胶;遮光层2,其厚度为0.01mm,采用黑色uv固化油墨涂抹后,经过uv灯照射固化而成;骨架层1,厚度为0.125mm,骨架层1的材料为pvdf树脂;硬化层3,厚度为100μm,硬化层3的材料为碳化硅;透光层4,厚度为100μm,透光层4的材料为二氧化锆;防指纹层5,厚度为150μm,防指纹层5的材料为二氧化硅。
25.其制备方法具体步骤如下:s1、抛光:选取厚度为0.2mm的pvdf树脂薄片,在pvdf树脂薄片表面依次进行600目、800目、1000目、1500目、2000目、3000目抛光,洗涤烘干后备用;s2、设置遮光层2:在pvdf树脂薄片表面的抛光面辊涂黑色uv固化油墨,采用uv灯进行固化;s3、一次镀膜:将pvdf树脂薄片未涂油墨的一侧进行去油洗涤、烘干,而后朝上放置在真空蒸镀设备中,在此侧进行第一次镀膜,镀材为碳化硅,形成厚度为100μm的硬化层3;s4、二次镀膜:在硬化层3一侧进行去油洗涤、烘干,而后在硬化层3上进行第二次镀膜,镀材为二氧化锆,形成厚度为100μm的透光层4;s5、三次镀膜:在透光层4一侧进行去油洗涤、烘干,而后在透光层4上进行第三次镀膜,镀材为二氧化硅,形成厚度为150μm的防指纹层5;
s6、设置粘合层:在遮光层2一侧涂覆oca光学胶,形成厚度为0.05mm的粘结层6,而后在粘结层6上覆盖离型膜;s7、切割:根据镜头的形状规格进行冲压切割,收集后按顺序排列,打包入库。
26.实施例3一种手机镜头遮光片,参见图1、图2,从下至上包括:粘结层6,厚度为0.05mm,粘结层6的材料为环氧光学胶;遮光层2,其厚度为0.02mm,采用黑色uv固化油墨涂抹后,经过uv灯照射固化而成;骨架层1,厚度为0.128mm,骨架层1的材料为pvdf树脂;硬化层3,厚度为100μm,硬化层3的材料为二氧化硅;透光层4,厚度为100μm,透光层4的材料为二氧化锆;防指纹层5,厚度为100μm,防指纹层5的材料为氧化铝。
27.其制备方法具体步骤如下:s1、抛光:选取厚度为0.2mm的pvdf树脂薄片,在pvdf树脂薄片表面依次进行600目、800目、1000目、1500目、2000目、3000目抛光,洗涤烘干后备用;s2、设置遮光层2:在pvdf树脂薄片表面的抛光面辊涂黑色uv固化油墨,采用uv灯进行固化;s3、一次镀膜:将pvdf树脂薄片未涂油墨的一侧进行去油洗涤、烘干,而后朝上放置在真空蒸镀设备中,在此侧进行第一次镀膜,镀材为二氧化硅,形成厚度为100μm的硬化层3;s4、二次镀膜:在硬化层3一侧进行去油洗涤、烘干,而后在硬化层3上进行第二次镀膜,镀材为二氧化锆,形成厚度为100μm的透光层4;s5、三次镀膜:在透光层4一侧进行去油洗涤、烘干,而后在透光层4上进行第三次镀膜,镀材为氧化铝,形成厚度为150μm的防指纹层5;s6、设置粘合层:在遮光层2一侧涂覆环氧光学胶,形成厚度为0.05mm的粘结层6,而后在粘结层6上覆盖离型膜;s7、切割:根据镜头的形状规格进行冲压切割,收集后按顺序排列,打包入库。
28.实施例4一种手机镜头遮光片,参见图1、图2,从下至上包括:粘结层6,厚度为0.08mm,粘结层6的材料为环氧光学胶;遮光层2,其厚度为0.01mm,采用黑色uv固化油墨涂抹后,经过uv灯照射固化而成;骨架层1,厚度为0.128mm,骨架层1的材料为pet树脂;硬化层3,厚度为100μm,硬化层3的材料为二氧化硅;透光层4,厚度为100μm,透光层4的材料为二氧化锆;防指纹层5,厚度为130μm,防指纹层5的材料为氯化镁。
29.其制备方法具体步骤如下:s1、抛光:选取厚度为0.2mm的pet树脂薄片,在pet树脂薄片表面依次进行600目、800目、1000目、1500目、2000目、3000目抛光,洗涤烘干后备用;s2、设置遮光层2:在pet树脂薄片表面的抛光面辊涂黑色uv固化油墨,采用uv灯进行固化;
s3、一次镀膜:将pet树脂薄片未涂油墨的一侧进行去油洗涤、烘干,而后朝上放置在真空蒸镀设备中,在此侧进行第一次镀膜,镀材为二氧化硅,形成厚度为100μm的硬化层3;s4、二次镀膜:在硬化层3一侧进行去油洗涤、烘干,而后在硬化层3上进行第二次镀膜,镀材为二氧化锆,形成厚度为100μm的透光层4;s5、三次镀膜:在透光层4一侧进行去油洗涤、烘干,而后在透光层4上进行第三次镀膜,镀材为氯化镁,形成厚度为130μm的防指纹层5;s6、设置粘合层:在遮光层2一侧涂覆环氧光学胶,形成厚度为0.08mm的粘结层6,而后在粘结层6上覆盖离型膜;s7、切割:根据镜头的形状规格进行冲压切割,收集后按顺序排列,打包入库。
30.实施例5一种手机镜头遮光片,参见图1、图2,从下至上包括:粘结层6,厚度为0.04mm,粘结层6的材料为pdms硅胶;遮光层2,其厚度为0.01mm,采用黑色uv固化油墨涂抹后,经过uv灯照射固化而成;骨架层1,厚度为0.128mm,骨架层1的材料为pet树脂;硬化层3,厚度为100μm,硬化层3的材料为二氧化硅;透光层4,厚度为120μm,透光层4的材料为氟化钙;防指纹层5,厚度为150μm,防指纹层5的材料为二氧化钛。
31.其制备方法具体步骤如下:s1、抛光:选取厚度为0.2mm的pet树脂薄片,在pet树脂薄片表面依次进行600目、800目、1000目、1500目、2000目、3000目抛光,洗涤烘干后备用;s2、设置遮光层2:在pet树脂薄片表面的抛光面辊涂黑色uv固化油墨,采用uv灯进行固化;s3、一次镀膜:将pet树脂薄片未涂油墨的一侧进行去油洗涤、烘干,而后朝上放置在真空蒸镀设备中,在此侧进行第一次镀膜,镀材为二氧化硅,形成厚度为100μm的硬化层3;s4、二次镀膜:在硬化层3一侧进行去油洗涤、烘干,而后在硬化层3上进行第二次镀膜,镀材为氯化钙,形成厚度为120μm的透光层4;s5、三次镀膜:在透光层4一侧进行去油洗涤、烘干,而后在透光层4上进行第三次镀膜,镀材为二氧化钛,形成厚度为150μm的防指纹层5;s6、设置粘合层:在遮光层2一侧涂覆pdms硅胶,形成厚度为0.04mm的粘结层6,而后在粘结层6上覆盖离型膜;s7、切割:根据镜头的形状规格进行冲压切割,收集后按顺序排列,打包入库。
32.对比例一种手机镜头遮光片,与实施例1的区别为:遮光层2设置在骨架层1和透光层4之间。其制备方法做相应的调整。
33.实验例将实施例1-5及对比例所得到的产品采样进行黑度值检测,得到的数据结果见表1:
名称实施例1实施例2实施例3实施例4实施例5对比例黑度值0.960.970.970.980.970.91由此可见,采用实施例1-5的层结构顺序后,产品的黑度得到了大幅度的提高,由此得到的遮光片的遮光性能也得到了很好的增强。
34.综上所述,本产品具有较高的黑度值,遮光性能强,且本产品不易反光、沾粘指纹,产品外观较好。
35.以上所述仅是本发明的优选实施方式,本发明的保护范围并不仅局限于上述实施例,凡属于本发明思路下的技术方案均属于本发明的保护范围。应当指出,对于本技术领域的普通技术人员来说,在不脱离本发明原理前提下的若干改进和润饰,这些改进和润饰也应视为本发明的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1