一种光伏模块的制造方法与流程
一种光伏模块的制造方法
1.本发明涉及一种光伏模块的制造方法,特别是涉及一种玻璃
‑
玻璃层压板,其通过将可硬化材料结合到嵌入材料中来防止玻璃
‑
玻璃层压板的边缘压缩。
背景技术:
2.光伏模块通常被制造为层压板,其中层压件例如由具有前侧玻璃(光入射侧)、封装材料、光伏电池和稳定的后侧膜的材料堆叠形成。此外,还存在具有前侧玻璃和后侧玻璃的玻璃
‑
玻璃模块,在前侧玻璃和后侧玻璃之间,光伏电池作为层压板嵌入在密封材料中。在层压的过程中,通常发生至少一个玻璃的所谓的角压缩。
3.图4a和4b示出了模块的角压缩的问题,这些模块包括前侧玻璃401、后侧基板402(玻璃基板或后侧膜),在它们之间,光伏电池410被嵌入在封装材料430中。在层压的过程中作用力可以导致前侧玻璃401和/或后侧基板402的弯曲,从而导致回复力f。
4.在图4a中示出了这样的示例,其中,后侧基板402不弯曲,后侧基板402上的前侧玻璃401由于层压期间的力而弯曲,使得在层压之后产生复位力f。在图4b中示出了前侧玻璃401和后侧基板402两者都由于层压而弯曲的情况。其原因是在层压机中的顶部和底部形成了有橡胶压垫。
5.回复力f具有巨大的风险,因为它们会危害光伏模块的长期稳定性。例如,在距边缘的距离l处,由于例如前侧玻璃401和/或后侧基板402以该距离l被向上推动(参见图4a),可以在嵌入材料430中形成腔405。此外,回复力f可能导致以后的分层。结果会导致在光伏电池410的附近会形成间隙或裂缝,这又促进了湿气的渗透。最终
‑
由于层压板厚度的变化
‑
损坏了结构过程的可靠性。
6.这些不期望的张力尤其在模块的无电池的角部区域上出现,从而在那里出现裂纹或空腔405的风险特别大。测量结果表明,在前侧玻璃401与后侧基板之间的例如6.5mm的正常距离的情况下,角部区中的该距离可以降低到5.5mm,并且沿着边缘可以降低到6.1mm。类似地,长边的边缘区域中的距离l可以是60mm,沿着短边可以是70mm,并且对于角部区域可以是多达100mm。因此,应力延伸到光伏模块的内部中的深处。
7.迄今为止,该问题已经通过使用例如边缘附近的间隔条来解决(参见de10050612a1),以便固定地设置前侧玻璃与后侧基板之间的距离。因此,可以有针对性地避免角压缩。然而,这样的间隔条的缺点在于,由于制造中总是存在波动,因此它们并不总是精确地设置正确的间距。此外,因为金属经常被用于这些已知的间隔条(由于强度高),因此在此后的使用期间会产生巨大的热应力。
8.因此,需要避免上述问题的改进的光伏模块层压板。
技术实现要素:
9.通过根据权利要求1的用于制造光伏模块的方法和根据权利要求8的用于光伏模块的方法来实现上述目的。从属权利要求涉及根据权利要求1的方法的有利的改进方案。
10.本发明涉及一种光伏模块的制造方法。该方法至少包括以下步骤:
11.‑
提供(例如由玻璃制成的)后侧基板;
12.‑
将至少一个光伏电池施加到所述后侧基板上;
13.‑
在至少一个光伏电池横向临近的一个边缘区域中将可硬化的支撑材料施加到所述后侧基板上;
14.‑
施加玻璃层在光伏电池和支撑材料上
15.‑
支撑材料的硬化;和
16.‑
将堆叠的后侧基板,至少一个光伏电池与硬化的侧向支撑材料和玻璃层层压在一起。
17.同样可能的是,将光伏电池和支撑材料施加到玻璃层上,然后在光伏电池和支撑材料上构造后侧基板。
18.硬化的支撑材料具有这样的硬度,其确保在层压期间在玻璃层和后侧基板之间的最小间距。
19.在本发明的范围内,层压板被称为是压制和密封的层堆叠,该层堆叠至少具有后侧基板、玻璃层、一个或多个光伏电池、一种可能的封装材料和间隔件。
20.可选地,硬化的步骤包括对可硬化的支撑材料的辐照,其中尤其可以使用紫外线或其他加速固化的电磁辐射。可硬化的支撑材料是可选地自硬化材料,其中特别地可以使用树脂(例如2组分树脂)。由于自固化需要一定的时间,因此在这种情况下,可以按照时间顺序来执行固化步骤,其中仅在自硬化材料硬化之后才进行层压。
21.可选地,施加支撑材料的步骤包括在多个区域中、尤其在光伏模块的角部区域中施加膏(或凝胶或其他粘稠材料)。例如,可以以点密度(例如借助于一个或多个喷嘴)以点状施加支撑材料,由此可以选择在角部区域中的点密度大于在光伏模块的其他边缘区域中的点密度。硬化后产生的间隔件的稳定性可以与预期的作用力相匹配。例如,在角部区域中可以形成多个区域,使得不会出现角压缩。嵌入材料的施加和硬化可以机械地或自动地完成,因此,与传统方法相比,不需要手动插入和移除角间隔件。
22.可选地在后侧基板上可提供另一玻璃层,使得光伏模块尤其是玻璃
‑
玻璃模块。
23.此外,在层压步骤之前,可以在后侧基板和玻璃层之间施加密封材料,其中层压包括将密封材料与支撑材料至少部分地熔合,以便实现至少一个光伏电池的紧密嵌入。封装材料例如可以具有乙烯醋酸乙烯酯或硅树脂或聚乙烯醇缩丁醛。
24.本发明还涉及一种光伏模块,其包括后侧基板和玻璃层,至少一个光伏电池设置在后侧基板与玻璃层之间;以及由可硬化材料(例如,uv硬化材料或树脂)制成的间隔件。间隔件在侧向临近于后侧基板与玻璃层之前的至少一个光伏电池的边缘区域中构造,以便在层压期间确保后侧基板和玻璃层之间的最小距离。
25.因此,本发明的实施例通过如下方式解决了开头所述问题的至少一部分,即,在角部区域和/或边缘区域中构造有一个或多个具有特殊的支撑材料的区域,所述区域例如作为膏或粘稠地涂覆并且在层压之前(在放置玻璃层之后)硬化。硬化例如可以通过用uv辐射照射(或其他硬化方法)来进行。因此,支撑材料在模块生产期间以这样的方式变形,即,其具有恰好对应于后侧基板和玻璃板之间距离的厚度。示例性的uv硬化将固定该距离,使得在随后的层压中避免角压缩。该方法可以用于各种光伏模块,并且不限于相对的后侧基板和玻璃板之间的预定距离。
26.实施例的其它优点尤其包括:
27.‑
所形成的间隔件可以以这样的方式连接到封装材料,即,实现紧密且稳定的包装,并因此获得可靠的防潮或防污的保护。
28.‑
无需调整层压机中的工件间距。
29.‑
层压机中处理室的更好的空间利用。
30.‑
无需调整运输系统。
31.‑
层压后无需执行其他工作步骤。
32.‑
没有光学上的缺点。
33.‑
另外,当使用粘性粘合剂时,可提高裱框工艺结构过程的质量。
34.‑
实施例还提供了较低的工艺成本。
附图说明
35.从以下详细说明和附图将更充分地理解本发明的示例性实施例,然而,这些详细说明和附图不应被认为是将本公开限制于具体实施例,而是仅用于解释和理解。
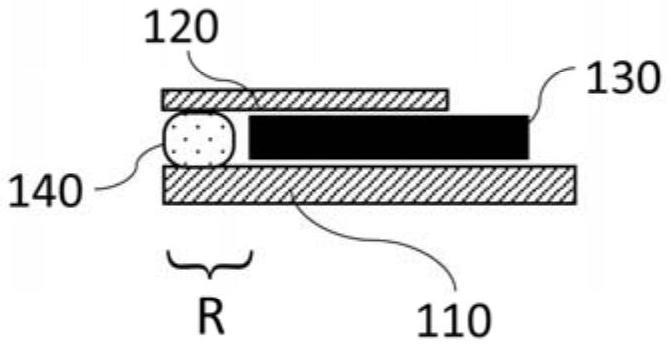
36.图1示出根据本发明的一个实施例的光伏模块。
37.图2a、2b示出了根据其它实施例的支撑材料的施加的其它细节。
38.图3示出了根据本发明的实施例的用于制造光伏模块的方法的流程图。
39.图4a、4b示出了传统层压生产中的问题。
具体实施方式
40.图1示出了具有后侧基板110和玻璃层120、至少一个光伏电池130的光伏模块,该至少一个光伏电池130被布置在后侧基板110和玻璃层120之间并且留有自由的边缘区域r。在与后侧基板110和玻璃层120之间的至少一个光伏电池130横向相邻的边缘区域r中形成间隔件140,以确保在形成层压板时后侧基板110和玻璃层120之间的最小距离。后侧基板110尤其可以是另一玻璃层或玻璃板。
41.根据实施例,间隔件140是可硬化的材料(支撑材料),所述可硬化的材料被粘稠地或以膏的形式施加并且因此—在硬化之后—自动地确保期望的间隔。硬化在层压所示的堆叠之前进行,例如通过紫外线照射。为了获得足够的强度,相应地选择支撑材料140。
42.图2a和图2b通过示例示出了支撑材料140沿着示例玻璃板110、120的边缘和角部的点状区域141、142、143的形式的布置。
43.支撑材料140的点状区域141、142、143的密度可以根据所期望的作用力来选择。因此,例如,在角部区域141中,可以有目的地形成较高密度的点状区域,以便能够承受更高的作用力。沿着短边可以形成具有较低密度的区域143并且沿着长边可以形成具有最低密度的区域142。在另外的实施例中,密度也可以不同地选择,其中有利地根据预期的作用力选择点状区域。区域141、142、143不需要是点状的,而是也可以具有其他形状(四边形、三角形、椭圆形、线形等)。光伏电池130也可以完全或部分地被支撑材料140包围。
44.图3示出用于制造光伏模块的方法的流程图。该方法包括以下步骤:
45.‑
s110:提供后侧基板110;
46.‑
s120:施加至少一个光伏电池130到后侧基板110上;
47.‑
s130:施加至少一个光伏电池的横向临近的边缘区域中的可硬化材料140到后侧基板110上;
48.‑
s140:施加玻璃层120到光伏电池130和支撑材料140上;
49.‑
s150:硬化支撑材料140;和
50.‑
s160:将具有至少一个光伏电池130的堆叠的后侧基板110与硬化的侧向支撑材料140以及玻璃层120层压。
51.该处理也可以反过来进行,使得从玻璃层120开始形成层堆叠。
52.支撑材料140可以以粘稠的形式或以膏的形式施加,例如借助于喷嘴以限定的量施加在限定的位置上(参见图2b)。支撑材料140可以以这种形式被选择,即,其可以被光学硬化(例如,使用uv辐射),所述硬化随后导致,支撑材料140形状稳定并且用作间隔件。由此防止在层合时将示例的玻璃板压在一起。
53.在其它实施例中,支撑材料140可以嵌入在封装材料中。支撑材料140例如由与封装材料很好地融合或胶合的材料制成,并且由此不构成不密封性并且此外是电绝缘的。支撑材料140例如可以包括以下材料中的至少一种:丙烯酸脂、(环氧)树脂、硅树脂。此外,两种材料尽可能具有相同的热膨胀系数,以便之后保持较低的热应力。
54.在说明书、权利要求书和附图中公开的本发明的特征不仅可以单独地而且可以以任意组合对于实现本发明是重要的。
55.附图标记
56.110
ꢀꢀ
后侧基板(进一步的玻璃层)
57.120
ꢀꢀ
玻璃层
58.130、410 至少一个光伏电池
59.140
ꢀꢀ
可硬化的支撑材料
60.141、142、143 采用点状支撑材料的区域
61.401
ꢀꢀ
前侧玻璃
62.402
ꢀꢀ
后侧基板
63.430
ꢀꢀ
封装材料
64.r
ꢀꢀ
边缘区域
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1