一种阻燃低密度多层复合阻尼片的制作方法
1.本发明涉及一种阻燃低密度多层复合阻尼片,属于阻尼片技术领域。
背景技术:
2.传统受限阻尼片通常由3层组成,第一层为受限层,为刚性层,常见的有金属材料如铝箔以及高模量的聚合物材料,第二层柔性阻尼材料,第三层离型层。使用时离型层被剥离,最终起作用的是第一层和第二层。这种3层结构在使用中有密度相对高,隔声量不够等弱点。多层复合阻尼片(5层或以上)通过和低密度材料的复合从原理上可以克服密度高和隔声量低等弱点,近年来收到越来越多的关注。
3.cn102407628a和cn202293483u公开一种船舶甲板粘弹性复合阻尼减振胶板,该减振板由铝箔约束层、粘弹性阻尼层、微孔发泡阻尼层、粘弹和自粘阻尼层从外向内依次排布构成。在此发明中约束层为普通铝箔,未经过退火,在使用过程中挺度高,贴附性差。并且铝箔作为约束层在电泳过程容易出现电击穿现象。并且材料不具有阻燃特性。
技术实现要素:
4.本发明所要解决的技术问题在于:提供一种阻燃低密度多层复合阻尼片,它解决了现有复合阻尼片的铝箔作为约束层,贴附性差,并且材料不具有阻燃特性的问题。
5.本发明所要解决的技术问题采取以下技术方案来实现:
6.一种阻燃低密度多层复合阻尼片,它包括由上到下依次复合在一起的约束层、第一阻尼材料层、泡棉层、第二阻尼材料层、离型纸层;
7.所述约束层采用o态铝箔和/或玻璃纤维布;
8.所述第一阻尼材料层和第二阻尼材料层均采用阻燃的丁基。
9.作为优选实例,所述泡棉层采用阻燃的xpe发泡材料。
10.作为优选实例,所述离型纸层采用单面或双面的离型纸或离型膜。
11.本复合阻尼片的制造工艺,包括以下步骤:
12.(1)原料选择与检测,选择符合以下标准的原料:
13.第一层:约束层,选用o态铝箔或者玻璃纤维布,铝箔经过退火处理,强度低,柔性好,厚度在0.05
‑
0.5之间;或者选用厚度在0.2
‑
1.0之间,密度0.2
‑
1.0之间的玻璃纤维布;
14.第二层:第一阻尼材料层,选用丁基层:密度在1.2
‑
1.8之间,针入度在30
‑
80之间,厚度在0.1
‑
1.5mm之间
15.第三层:泡棉层;为xpe发泡材料组成,密度在0.05
‑
0.4g/cm3之间,阻燃等级en45545 r1 hl3
16.第四层:第二阻尼材料层,选用丁基层,要求同第一阻尼材料层;
17.第五层:离型纸层,单面或双面离型纸或离型膜,克重30
‑
200gsm。
18.(2)原料配置,将各种原料按需配置好。
19.(3)多层复合,将5层原料复合在一起。
20.(4)模切,根据所需尺寸进行模切。
21.(5)包装,将模切后的产品包装成型。
22.(7)成品检测,检测合格的产品入库销售。
23.本发明的有益效果是:
24.(1)使用具有阻燃特性的丁基和发泡层,使得成品阻燃性得到提高;
25.(2)使用的泡棉材料隔音性能得到提高;
26.(3)为克服普通铝箔贴附性差,本结构中的铝箔为经过退火处理的o态铝箔和/或采用的玻璃纤维布,两者柔性好,成品贴附性好。
附图说明
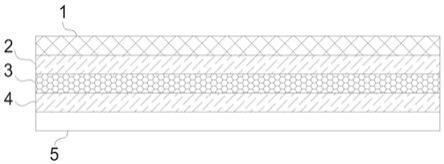
27.图1为本发明的结构示意图;
28.图2为本发明的制造工艺示意图。
29.图中:约束层1,第一阻尼材料层2,泡棉层3,第二阻尼材料层4,离型纸层5。
具体实施方式
30.为了对本发明的技术手段、创作特征、达成目的与功效易于明白了解,下面结合具体图示,进一步阐述本发明。
31.如图1所示,一种阻燃低密度多层复合阻尼片,它包括由上到下依次复合在一起的约束层1、第一阻尼材料层2、泡棉层3、第二阻尼材料层4、离型纸层5;
32.约束层1采用o态铝箔和/或玻璃纤维布;
33.第一阻尼材料层2和第二阻尼材料层4均采用阻燃的丁基。
34.泡棉层3采用阻燃的xpe发泡材料。
35.离型纸层5采用单面或双面的离型纸或离型膜。
36.如图2所示,本复合阻尼片的制造工艺,包括以下步骤:
37.(1)原料选择与检测,选择符合以下标准的原料:
38.第一层:约束层1,选用o态铝箔或者玻璃纤维布,铝箔经过退火处理,强度低,柔性好,厚度在0.05
‑
0.5之间;或者选用厚度在0.2
‑
1.0之间,密度0.2
‑
1.0之间的玻璃纤维布;
39.第二层:第一阻尼材料层2,选用丁基层:密度在1.2
‑
1.8之间,针入度在30
‑
80之间,厚度在0.1
‑
1.5mm之间
40.第三层:泡棉层3;为xpe发泡材料组成,密度在0.05
‑
0.4g/cm3之间,阻燃等级en45545 r1 hl3
41.第四层:第二阻尼材料层4,选用丁基层,要求同第一阻尼材料层2;
42.第五层:离型纸层5,单面或双面离型纸或离型膜,克重30
‑
200gsm。
43.(2)原料配置,将各种原料按需配置好。
44.(3)多层复合,将5层原料复合在一起。
45.(4)模切,根据所需尺寸进行模切。
46.(5)包装,将模切后的产品包装成型。
47.(7)成品检测,检测合格的产品入库销售。
48.实施例
49.原料先经过检测合格后入库待用,原料主要特性见表一。
50.表一 主要原料特性:
[0051][0052][0053]
丁基胶kj
‑
671和kj
‑
669a为市场销售的胶带产品。在复合机上,胶带(第二层和第四层)依次和第一层和第三复合,再经过模切机得到设定的尺寸形状,最后经过包装检测得到成品。
[0054]
设置对比例及实施例并进行性能测试:
[0055]
对比例a01、a02、b01、b02,实施例a11、a12、b11、b12、a21、a22、b21、b22的材料和厚度组成见表二。
[0056]
对比例与实施例对比不含泡棉层3。
[0057]
实施例a11,a12
[0058]
实施例a11,a12的材料和厚度组成见表二,第一层为玻璃纤维布,第二、四层位kj
‑
671,第三层分别为厚度0.5或1.0mm的xpe泡棉,第五层为离型纸。
[0059]
实施例b11,b12
[0060]
实施例b11,b12的材料和厚度组成见表二,第一层为o态铝箔,第二、四层位kj
‑
671,第三层分别为厚度0.5或1.0mm的xpe泡棉,第五层为离型纸。
[0061]
实施例a21,a22
[0062]
实施例a21,a22的材料和厚度组成见表二,第一层为玻璃纤维布,第二、四层位阻燃等级更高的kj
‑
669a,第三层分别为厚度0.5或1.0mm的xpe泡棉,第五层为离型纸。
[0063]
实施例b21,b22
[0064]
实施例b21,b22的材料和厚度组成见表二,第一层为o态铝箔,第二、四层位阻燃等级更高的kj
‑
669a,第三层分别为厚度0.5或1.0mm的xpe泡棉,第五层为离型纸。
[0065]
表二 实施例及对比例对应的厚度组成
[0066][0067]
对比例a01、a02、b01、b02,实施例a11、a12、b11、b12、a21、a22、b21、b22的性能在表三列出。
[0068]
表三 实施例及对比例性能*
[0069][0070][0071]
*总厚度不含离型纸厚度
[0072]
由于对比例缺少泡棉层3,对比例隔音量都在24左右,密度在1.2g/cm3以上。
[0073]
a11,a12,a21,a22,b11,b12,b21,b22性能在表三列出,泡棉层3的复合使得隔音量提高到26
‑
27db,密度降低到1.2以下,阻尼系数略微提高,0
‑
40℃稳定在0.11以上,阻燃等级为tb3237
‑
2010连接密封材料或en45545 r1hl3。
[0074]
综上所述,它具有以下优点:
[0075]
(1)使用具有阻燃特性的丁基和发泡层,使得成品阻燃性得到提高;
[0076]
(2)使用的泡棉材料隔音性能得到提高;
[0077]
(3)为克服普通铝箔贴附性差,本结构中的铝箔为经过退火处理的o态铝箔和/或采用的玻璃纤维布,两者柔性好,成品贴附性好;
[0078]
(4)使用玻离纤维布替代铝箔可以克服铝的放电现象。
[0079]
以上显示和描述了本发明的基本原理、主要特征和优点。本领域的技术人员应该了解,本发明不受上述实施例的限制,在不脱离本发明精神和范围的前提下,本发明还会有各种变化和改进,这些变化和改进都落入本发明要求保护的范围内。本发明要求保护范围由所附的权利要求书及其等效物界定。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1