壳体组件、其制备方法及电子设备与流程
1.本技术涉及电子技术领域,具体涉及一种壳体组件、其制备方法及电子设备。
背景技术:
2.为了避免电子设备外观的同质化,在电子设备壳体的表面设置了皮革,以使电子设备壳体具有皮革的外观效果和手感,提升质感。然而,目前具有皮革外观和手感的电子设备壳体的厚度较大,从而影响了电子设备整机的厚度,降低了消费者的体验效果。
技术实现要素:
3.针对上述问题,本技术提供一种壳体组件、壳体组件制备方法及电子设备,所述壳体组件的厚度可以做得更薄。
4.本技术提供了一种壳体组件,其包括:纤维树脂层,所述纤维树脂层包括纤维布及含浸所述纤维布的树脂;以及
5.皮质层,所述皮质层粘附于所述纤维树脂层一侧的表面,所述皮质层通过所述树脂与所述纤维树脂层粘结。
6.基于同样的发明构思,本技术还提供了一种壳体组件的制备方法,其包括:
7.制备纤维半固化树脂片,所述纤维半固化树脂片包括纤维布及含浸所述纤维布的半固化树脂;
8.制备皮质层;以及
9.将所述纤维半固化树脂片与所述皮质层叠合并热压成型,将所述半固化树脂固化形成所述树脂,并将所述纤维半固化树脂片固化形成纤维树脂层;使所述皮质层通过所述树脂与所述纤维树脂层粘结,得到所述壳体组件。
10.基于同样的发明构思,本技术还提供一种电子设备,所述电子设备包括本技术所述的壳体组件或本技术所述的壳体组件的制备方法制得的壳体组件;所述皮质层设置于所述电子设备的外表面。
11.由此,本技术的壳体组件采用纤维树脂层作为基材,使得壳体组件在相同的机械强度下,厚度可以做得更薄,同时,所述纤维树脂层包括纤维布及含浸所述纤维布的树脂,通过树脂将皮质层粘合至所述纤维树脂层,无需使用热熔胶,进一步降低了壳体组件的厚度,还简化了制备工艺。
附图说明
12.为了更清楚地说明本技术实施例的技术方案,下面将对实施例中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本技术的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
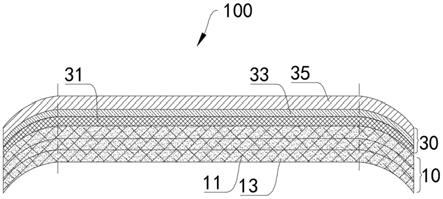
13.图1是本技术一实施例的壳体组件的剖视结构示意图。
14.图2是本技术又一实施例的壳体组件的剖视结构示意图。
15.图3是本技术再一实施例的壳体组件的剖视结构示意图。
16.图4是本技术一实施例的壳体组件的制备方法的流程示意图。
17.图5是本技术一实施例的纤维半固化树脂片的制备方法的流程示意图。
18.图6是本技术一实施例的皮质层的制备方法的流程示意图。
19.图7是本技术又一实施例的皮质层的制备方法的流程示意图。
20.图8是本技术再一实施例的皮质层的制备方法的流程示意图。
21.图9是本技术再一实施例的皮质层的制备方法的流程示意图。
22.图10是本技术实施例的电子设备的结构示意图。
具体实施方式
23.为了使本技术领域的人员更好地理解本技术方案,下面将结合本技术实施例中的附图,对本技术实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本技术一部分实施例,而不是全部的实施例。基于本技术中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其他实施例,都属于本技术保护的范围。
24.本技术的说明书和权利要求书及上述附图中的术语“第一”、“第二”等是用于区别不同对象,而不是用于描述特定顺序。此外,术语“包括”和“具有”以及它们任何变形,意图在于覆盖不排他的包含。例如包含了一系列步骤或单元的过程、方法、系统、产品或设备没有限定于已列出的步骤或单元,而是可选地还包括没有列出的步骤或单元,或可选地还包括对于这些过程、方法、产品或设备固有的其他步骤或单元。
25.下面将结合附图,对本技术实施例中的技术方案进行描述。
26.需要说明的是,为便于说明,在本技术的实施例中,相同的附图标记表示相同的部件,并且为了简洁,在不同实施例中,省略对相同部件的详细说明。
27.请参见图1和图2,本技术实施例提供一种壳体组件100,其包括:纤维树脂层10,所述纤维树脂层10包括纤维布11及含浸所述纤维布11的树脂13;以及皮质层30,所述皮质层30粘附于所述纤维树脂层10一侧的表面,所述皮质层30通过所述树脂13与所述纤维树脂层10粘结。
28.本技术术语“含浸”指树脂包裹并进入纤维布,包括树脂13包裹整个纤维布11的四周情况,还可以包括树脂13包裹并浸润纤维布11的纤维线或纤维丝之间的缝隙中的情况,即树脂13包裹每股纤维线或每根纤维丝的四周的。当树脂浸润每股纤维线或每根纤维丝时,可以使得纤维布11更均匀分布在树脂13中,纤维树脂层10的结构分布更加均匀,具有更高的机械强度。
29.本技术的壳体组件100采用纤维树脂层10作为基材,使得壳体组件100在相同的机械强度下,厚度可以做得更薄,同时,所述纤维树脂层10包括纤维布11及含浸所述纤维布11的树脂13,通过树脂13将皮质层30粘合至所述纤维树脂层10,无需使用热熔胶,进一步降低了壳体组件100的厚度,还简化了制备工艺。
30.可选地,壳体组件100的形状可以为2d形状、2.5d形状、3d形状等。壳体组件100可以但不限于为电子设备的后盖、中框、装饰件等。
31.可选地,所述壳体组件100的厚度为0.58mm至1.0mm。进一步地,所述壳体组件100的厚度为0.58mm至0.8mm。更进一步地,壳体组件100的厚度为0.58mm至0.7mm。这样使得包
括所述壳体组件100的电子设备具有更薄的厚度,提高用户的体验感。具体地,所述壳体组件100的厚度可以为但不限于为0.58mm、0.6mm、0.63mm、0.65mm、0.68mm、0.7mm、0.75mm、0.8mm、0.9mm、1.0mm。
32.在一些实施例中,所述纤维树脂层10的厚度为0.3mm至0.5mm。更进一步地,所述纤维树脂层10的厚度为0.3mm至0.4mm。具体地,纤维树脂层10的厚度可以为但不限于为0.3mm、0.32mm、0.35mm、0.38mm、0.4mm、0.43mm、0.46mm、0.5mm等。当纤维树脂层10的厚度为这个范围时,既可以保证壳体组件100的机械强度,同时,又能很好的降低壳体组件100的厚度,提高用户的体验感。
33.在一些实施例中,所述纤维树脂层10在3n的载荷下的刚度为3550n/m至12000n/m。具体地,纤维树脂层10的刚度可以为但不限于为3550n/m、4000n/m、4500n/m、5000n/m、5500n/m、6000n/m、7000n/m、8000n/m、9000n/m、10000n/m、11000n/m、12000n/m等。此时,壳体组件100的机械强度可以满足使用需求,同时,又能最大限度地降低壳体组件100的厚度。
34.在一些实施例中,所述纤维树脂层10为至少三层,至少三层纤维树脂层10层叠设置。具体地,纤维树脂层10可以为但不限于为3层、4层、5层、6层或7层等。
35.可选地,单层纤维树脂层10的厚度为0.05mm至0.1mm。具体地,单层纤维树脂层的厚度可以为但不限于为0.05mm、0.06mm、0.07mm、0.08mm、0.09mm、0.1mm等。
36.在一些实施例中,纤维布11可以为无机纤维布或有机纤维布。当纤维布11为无机纤维布时,其可以更好的增强纤维树脂层10的强度,从而使得壳体组件100及使用该壳体组件100的电子设备整机可以做得更薄。
37.在一些实施例中,无机纤维布可以为玻璃纤维布,例如无碱玻璃纤维布(例如硼硅酸盐玻璃)、中碱玻璃纤维布(例如含硼或不含硼的钠钙硅酸盐玻璃)、高碱玻璃纤维布(例如钠硅酸盐玻璃)、高强玻璃纤维布、耐碱玻璃纤维布、无硼无碱玻璃纤维布、低介电玻璃纤维布、无氟玻璃纤维等。玻璃纤维布成本低、绝缘性好、耐热性强、抗腐蚀性好,机械强度高,用其作为壳体组件100的基材,在保证壳体组件100机械强度的同时,可以使壳体组件100具有更薄的厚度。
38.在另一些实施例中,无机纤维布还可以为碳纤维布、石英玻璃纤维、硼纤维、陶瓷纤维、金属纤维中的一种或多种形成的无机纤维布。
39.在一些实施例中,有机纤维布可以为但不限于为芳纶、超高分子量聚乙烯纤维、聚对苯撑苯并双噁唑纤维、聚对苯并咪唑纤维、聚苯撑吡啶并二咪唑纤维、聚酰亚胺纤维等具有高机械性能的有机纤维布。
40.在一些实施例中,所述纤维布11为纤维交叉排布的编织布。具体地,纤维布11由多股无机纤维线纺织或编织形成。或者说,纤维布11由横向和纵向交错的多股无机纤维线形成。具体地,每股无机纤维线由多根无机纤维丝糅合形成,例如由500根、1000根、2000根、3000根、5000根、1万根或1.2万根无机纤维丝糅合形成,本技术不作具体限定。
41.在另一些实施例中,每层纤维布11为纤维同向排布的纤维布,每层纤维布11包括多股纤维线,每层纤维布11的多个纤维线单向排列,相邻两层纤维布的纤维线的延伸方向具有夹角。具体地,同一层纤维布11的多股纤维线沿同一个方向延伸,相邻两层的纤维布11的纤维线的延伸方向具有夹角。进一步地,相邻两层纤维布11的纤维线的夹角可以为但不限于为30
°
、45
°
、60
°
、70
°
、80
°
或90
°
等。当相邻两层纤维布11的纤维线的夹角90
°
时,制得的
纤维树脂层10具有更好的机械强度,可以在满足机械强度的同时,将壳体组件100的厚度做的更薄。
42.在一些实施例中,树脂13可以为但不限于为环氧树脂,例如双酚a环氧树脂。环氧树脂具有良好的粘接性能、耐化学性能、物理机械和电绝缘性能,用其浸渍第一纤维布11后,可以使纤维树脂层10具有更好的机械强度,从而只需要较薄的纤维树脂层10就可以保证良好的机械性能。同时,环氧树脂具有半固化状态,将第一纤维布11浸渍环氧树脂单体混合液后,可以在预定温度(例如70℃至80℃)条件下进行预固化,形成常温下为固态的半固化树脂,当环氧树脂再次升温至固化温度时,其仍具有流动性和粘性,可以利用其粘性将皮质层30粘合至纤维树脂层10上,而不需使用热熔胶,环氧树脂的固化和皮质层30的粘合步骤同时进行,进一步简化了制备工艺。
43.在另一些实施例中,树脂13还可以为酚醛树脂、聚酯树脂、热塑性树脂等。
44.需要说明的是,本技术实施例的树脂13可以由市售的树脂单体混合液经固化形成,还可以由已知的制备方法制得的树脂单体混合液经固化形成,本技术不作具体限定。
45.在一些实施例中,所述皮质层30的厚度为0.28mm至0.5mm。具体地,皮质层30的厚度可以为但不限于为0.28mm、0.3mm、0.32mm、0.35mm、0.88mm、0.4mm、0.43mm、0.45mm、0.48mm、0.5mm等。
46.请参见图1,在一些实施例中,所述皮质层30包括依次层叠设置的基底31、颜色纹理层33及防护层35;所述基底31粘合于所述纤维树脂层10,所述颜色纹理层33远离所述基底31的表面(即靠近防护层35的表面)设有纹理结构。具体地,颜色纹理层33的远离基底31的表面设有多个纹理结构,该纹理结构可以为但不限于为可以使壳体组件100具有闪光功能的纹理结构、皮革纹理等能够增加壳体组件100外观效果的结构。具体地,具有闪光功能的纹理结构可以通过但不限于通过在纹理结构的表面设置具有高反射率的镀膜层。
47.在本实施例中,所述基底31为热塑性聚氨酯基底。当基底31为热塑性聚氨酯基底时,由于热塑性聚氨酯基底可以做的更薄,使得制得的皮质层30的厚度更薄。同时,由于热塑性聚氨酯基底本身柔软、具有弹性,能够使皮质层30具有更好的皮革触感,因此,当使用热塑性聚氨酯基底作为基底时,无需设置下述的发泡层及粘合层,也能实现皮革的触感。具体地,热塑性聚氨酯基底的材质包括但不限于包括聚酯型聚氨酯(例如氨纶)、聚醚型聚氨酯等中的一种或多种。
48.在本实施例中,颜色纹理层33的材质包括但不限于包括聚氨酯、聚氯乙烯等中的一种或多种。颜色纹理层33使皮质层30具有皮革的纹理。可选地,颜色纹理结构33的原料组分还可以包括颜料,通过控制颜料的颜色及配比,可以使得皮质层30呈现不同的颜色外观效果。颜色纹理层33中颜料的比重为0.5%至5%,具体地可以为0.5%、1%、1.5%、2%、2.5%、3%、3.5%、4%、4.5%、5%等。颜色纹理层33可以通过在流延、涂布(喷布、旋涂等)等工艺形成于离型纸上,再转印至基底31形成。颜色纹理层33还可作为皮质层30的硬度层,这样可以更好的防止颜色纹理层33在使用过程中被刮花,使壳体组件100具有更长的使用寿命。
49.在本实施例中,防护层35的材质包括但不限于包括聚氨酯、聚氯乙烯等中的一种或多种。防护层35的原料组分还可以包括抗氧化剂等防护剂。防护层35用于使皮质层30具有良好的防污、防指纹、防发黄等性能。所述防护层35为透明材质,所述防护层35的透光率
大于80%,更进一步地,所述防护层35的透光率大于88%。以便可以通过防护层35观察到颜色纹理层33的颜色效果及纹理效果。具体地,所述防护层35的透光率可以为但不限于为80%、85%、88%、90%、92%、95%等。
50.在本实施例中,热塑性聚氨酯基底的厚度为0.25mm至0.3mm;具体地,热塑性聚氨酯基底的厚度可以为但不限于为0.25mm、0.26mm、0.27mm、0.28mm、0.29mm、0.30mm等。颜色纹理层33的厚度为0.02mm至0.05mm;具体地,颜色纹理层33的厚度可以为但不限于为0.02mm、0.025mm、0.03mm、0.035mm、0.04mm、0.045mm、0.05mm等。防护层35的厚度为0.01mm至0.03mm;具体地,防护层35的厚度可以为但不限于为0.01mm、0.015mm、0.018mm、0.02mm、0.025mm、0.03mm等。
51.在本实施例中,颜色纹理层33及防护层35的主材质可以均包括聚氨酯,这样在进行加工时,可以使得基底31、颜色纹理层33及防护层35更好的融合粘接。
52.请参见图2,图2为壳体组件100的另一实施例,图2实施例与图1实施例的不同之处在于,所述皮质层30还包括设置于所述基底31与所述颜色纹理层33之间且叠合设置的发泡层37及粘合层39;所述发泡层37靠近所述基底31设置,所述粘合层39靠近所述颜色纹理层33设置。
53.在本实施例中,所述基底31为涤纶基底。涤纶基底的材质包括但不限于包括聚对苯二甲酸乙二醇酯(pet)、聚对苯二甲酸丁二酯(pbt)、聚对苯二甲酸丙二酯(ptt)、全芳香族聚酯纤维等中的一种或多种。
54.发泡层37的材质包括但不限于包括聚氨酯、聚氯乙烯等中的一种或多种。具体地,聚氨酯可以为但不限于为聚酯型聚氨酯或聚醚型聚氨酯。此外,形成发泡层37的原料组分还可以包括发泡剂、催化剂、阻燃剂等多种助剂。发泡层37可以使皮质层30具有更优良的皮革质感,提高壳体组件100的手感,提升用户体验。
55.粘合层39的材质包括但不限于包括聚氨酯、环氧树脂、聚氯乙烯等中的一种或多种。粘合层39用于使发泡层37和颜色纹理层33可以更好的粘合,更好的防止经过一段时间使用后皮质层30的各层结构分离,提高皮质层30的使用寿命。
56.在本实施例中,涤纶基底的厚度为0.3mm至0.35mm;具体地,涤纶基底的厚度可以为但不限于为0.3mm、0.31mm、0.32mm、0.33mm、0.34mm、0.35mm等。发泡层37的厚度为0.05mm至0.1mm;具体地,发泡层37的厚度可以为但不限于为0.05mm、0.06mm、0.07mm、0.08mm、0.09mm、0.1mm等。粘合层39的厚度为0.02mm至0.05mm;具体地,粘合层39的厚度可以为但不限于为0.02mm、0.025mm、0.03mm、0.035mm、0.04mm、0.045mm、0.05mm等。
57.在本实施例中,发泡层37、粘合层39、颜色纹理层33及保护层35的主材质可以相同,例如均包括聚氨酯,这样在进行加工时,可以使得泡层37、粘合层39、颜色纹理层33及保护层35更好的融合粘接。
58.本实施例与图1实施例相同的部分请参见图1实施例的描述,再次不再赘述。
59.请参见图3,图3为壳体组件100的又一实施例,在本实施例中,所述皮质层30包括依次层叠设置的基底31、硅胶层34及防护层35;所述基底31粘合于所述纤维树脂层10,硅胶层34远离所述基底31的表面(即靠近防护层35的表面)设有纹理结构。
60.具体地,硅胶层34的远离基底31的表面设有多个纹理结构,该纹理结构可以为但不限于为可以使壳体组件100具有闪光功能的纹理结构、皮革纹理等能够增加壳体组件100
外观效果的结构。具体地,具有闪光功能的纹理结构可以通过但不限于通过在纹理结构的表面设置具有高反射率的镀膜层。硅胶层34的材质包括但不限于包括硅胶。可选地,硅胶层34的原料组分还可以包括颜料,通过控制颜料的颜色及配比,可以使得皮质层30呈现不同的颜色外观效果。硅胶层34中颜料的比重为0.5%至5%,具体地可以为0.5%、1%、1.5%、2%、2.5%、3%、3.5%、4%、4.5%、5%等。硅胶层34具有弹性,可以使得皮质层30具有皮质的手感,同时硅胶层34还具有一定的硬度,可以防止皮质层30被刮花,使壳体组件100具有更长的使用寿命。具体地,硅胶层的邵氏硬度可以为30a至50d,具体地,可以为但不限于为30a、50a、60a、75a、85a、1d、10d、20d、30d、40d、50d等。
61.在本实施例中,所述基底31可以为热塑性聚氨酯基底或涤纶基底。当基底31为热塑性聚氨酯基底时,由于热塑性聚氨酯基底可以做的更薄,使得制得的皮质层30的厚度更薄。同时,由于热塑性聚氨酯基底本身柔软、具有弹性,能够使皮质层30具有更好的皮革触感,因此,当使用热塑性聚氨酯基底作为基底时,无需设置下述的发泡层及粘合层,也能实现皮革的触感。具体地,热塑性聚氨酯基底的材质包括但不限于包括聚酯型聚氨酯(例如氨纶)、聚醚型聚氨酯等中的一种或多种。涤纶基底的材质包括但不限于包括聚对苯二甲酸乙二醇酯(pet)、聚对苯二甲酸丁二酯(pbt)、聚对苯二甲酸丙二酯(ptt)、全芳香族聚酯纤维等中的一种或多种。
62.在本实施例中,硅胶层34的厚度为0.02mm至0.05mm;具体地,硅胶层34的厚度可以为但不限于为0.02mm、0.025mm、0.03mm、0.035mm、0.04mm、0.045mm、0.05mm等。基底31及防护层35的厚度范围请参见图1和图2实施例的对应部分,在此不再赘述。
63.请参见图4,本技术还提供一种壳体组件的制备方法,该制备方法包括:
64.s201,制备纤维半固化树脂片,所述纤维半固化树脂片包括纤维布及含浸所述纤维布的半固化树脂;
65.在一些实施例中,纤维布11可以为无机纤维布或有机纤维布。当纤维布11为无机纤维布时,其可以更好的增强纤维树脂层10的强度,从而使得壳体组件100及使用该壳体组件100的电子设备整机可以做得更薄。
66.在一些实施例中,无机纤维布可以为玻璃纤维布,例如无碱玻璃纤维布(例如硼硅酸盐玻璃)、中碱玻璃纤维布(例如含硼或不含硼的钠钙硅酸盐玻璃)、高碱玻璃纤维布(例如钠硅酸盐玻璃)、高强玻璃纤维布、耐碱玻璃纤维布、无硼无碱玻璃纤维布、低介电玻璃纤维布、无氟玻璃纤维等。玻璃纤维布成本低、绝缘性好、耐热性强、抗腐蚀性好,机械强度高,用其作为壳体组件100的基材,在保证壳体组件100机械强度的同时,可以使壳体组件100具有更薄的厚度。
67.在另一些实施例中,无机纤维布还可以为碳纤维布、石英玻璃纤维、硼纤维、陶瓷纤维、金属纤维等中的一种或多种形成的无机纤维布。
68.在一些实施例中,有机纤维布可以为但不限于为芳纶、超高分子量聚乙烯纤维、聚对苯撑苯并双噁唑纤维、聚对苯并咪唑纤维、聚苯撑吡啶并二咪唑纤维、聚酰亚胺纤维等具有高机械性能的有机纤维。
69.在一些实施例中,所述纤维布11为编织布。具体地,纤维布11由多股无机纤维线纺织或编织形成。或者说,纤维布11由横向和纵向交错的多股无机纤维线形成。具体地,每股无机纤维线由多根无机纤维丝糅合形成,例如由500根、1000根、2000根、3000根、5000根、1
万根或1.2万根无机纤维丝糅合形成,本技术不作具体限定。
70.在另一些实施例中,每层纤维布11包括多股纤维线,每层纤维布11的多个纤维线单向排列,相邻两层纤维布的纤维线的延伸方向具有夹角。具体地,同一层纤维布11的多股纤维线沿同一个方向延伸,相邻两层的纤维布11的纤维线的延伸方向具有夹角。进一步地,相邻两层纤维布11的纤维线的夹角可以为但不限于为30
°
、45
°
、60
°
、70
°
、80
°
或90
°
等。当相邻两层纤维布11的纤维线的夹角90
°
时,制得的纤维树脂层10具有更好的机械强度,可以在满足机械强度的同时,将壳体组件100的厚度做的更薄。
71.请一并参见图5,在一些实施例中,纤维半固化树脂片的制备方法包括:
72.s2011,将纤维布浸渍于树脂单体混合液,得到纤维布浸渍片;以及
73.具体地,树脂单体混合液可以为但不限于为环氧树脂单体混合液、酚醛树脂单体混合液、聚酯树脂单体混合液、热塑性树脂单体混合液等,树脂单体混合液经预固化形成半固化树脂,经完全固化后形成树脂。
74.需要说明的是,本技术实施例的树脂单体混合液可以由市售的树脂单体混合液,还可以由已知的制备方法制得的树脂单体混合液,本技术不作具体限定。
75.s2012,将纤维布浸渍片加热使树脂单体进行预固化,得到纤维半固化树脂片,其中,所述纤维半固化树脂片包括纤维布及含浸所述纤维布的半固化树脂。
76.具体地,将纤维布浸渍片置于70℃至80℃条件下,使树脂单体进行预固化,形成半固化树脂,该半固化树脂含浸纤维布。进一步地,预固化温度可以为但不限于为70℃、72℃、75℃、87℃、79℃、80℃等。
77.具体地,半固化树脂可以为但不限于为环氧半固化树脂、酚醛半固化树脂、聚酯半固化树脂、热塑性半固化树脂等。
78.s202,制备皮质层;以及
79.请一并参见图6,在一些实施例中,皮质层30的制备方法包括:
80.s2021,提供离型纸,离型纸的表面具有预设纹理,预设纹理与纹理结构相对应;
81.具体地,该纹理结构可以为但不限于为可以使壳体组件具有闪光功能的纹理结构、皮革纹理等能够增加壳体组件100外观效果的结构。
82.s2022,在离型纸设有预设纹理的表面形成半固化颜色纹理层;
83.具体地,采用流延、涂布(喷布、旋涂等)等工艺在离型纸设有预设纹理的表面粘附形成颜色纹理层的胶液,将颜色纹理层的胶液进行半固化形成半固化颜色纹理层。形成颜色纹理层的胶液可以包括有色聚氨酯单体混合液、聚氯乙烯单体混合液等中的一种或多种形成颜色纹理层的原料。具体地,半固化温度可以70℃至80℃,例如半固化温度可以为但不限于为70℃、72℃、75℃、87℃、79℃、80℃等。
84.s2023,将半固化颜色纹理层转印至基底31表面,进行固化形成颜色纹理层33并去除离型纸,其中,所述纹理结构位于所述颜色纹理层远离所述基底的表面;以及
85.具体地,固化温度可以为130℃至150℃,例如可以为但不限于为130℃、135℃、140℃、145℃、150℃等。在本实施例中,基底31为热塑性聚氨酯基底。
86.s2024,在所述颜色纹理层33远离所述基底31的表面制备防护层35,得到所述皮质层30,其中,所述防护层35为透明材质。
87.具体地,采用流延、涂布(喷布、旋涂等)等工艺在所述颜色纹理层33远离所述基底
31的表面形成防护层35,得到皮质层30。
88.本实施例与本技术其它实施例相同部分的描述请参见相关实施例,在此不再赘述。
89.请一并参见图7,在又一些实施例中,皮质层30的制备方法包括:
90.s2031,提供离型纸,离型纸的表面具有预设纹理,预设纹理与纹理结构相对应;
91.s2032,在离型纸设有预设纹理的表面形成颜色纹理层;
92.具体地,采用流延、涂布(喷布、旋涂等)等工艺在离型纸设有预设纹理的表面粘附形成颜色纹理层的胶液,将颜色纹理层的胶液进行固化,形成颜色纹理层,使所述颜色纹理层33靠近离型纸的表面具有纹理结构。例如,在离型纸设有预设纹理的表面喷涂有色聚氨酯单体混合液、聚氯乙烯单体混合液等中的一种或多种形成的颜色纹理层胶液,经固化形成颜色纹理层33。固化温度可以为130℃至150℃,例如可以为但不限于为130℃、135℃、140℃、145℃、150℃等。
93.s2033,在颜色纹理层背离离型纸的表面制备基底31并去除离型纸,其中,所述纹理结构位于所述颜色纹理层远离所述基底的表面;以及
94.在本实施例中,基底31为热塑性聚氨酯基底,通过在颜色纹理层33背离离型纸的表面采用流延的方式,流延热塑性聚氨酯胶液,固化形成热塑性聚氨酯基,并去除离型纸。
95.s2034,在所述颜色纹理层33远离所述基底31的表面制备防护层35,得到所述皮质层30,其中,所述防护层35为透明材质。
96.具体地,采用流延、涂布(喷布、旋涂等)等工艺在所述颜色纹理层33远离所述基底31的表面形成防护层35,得到皮质层30。
97.本实施例与本技术其它实施例相同部分的描述请参见本技术其它实施例的描述,在此不再赘述。
98.请一并参见图8,在再一些实施例中,皮质层30的制备方法包括:
99.s2041,提供离型纸,离型纸的表面具有预设纹理,预设纹理与纹理结构相对应;
100.s2042,在离型纸设有预设纹理的表面形成硅胶层;
101.具体地,采用流延、涂布(喷布、旋涂等)等工艺在离型纸设有预设纹理的表面形成硅胶层34,使所述硅胶层34靠近离型纸的表面具有纹理结构。更具体地,在离型纸设有预设纹理的表面喷涂有色硅胶单体混合液等形成硅胶层的胶液,经固化形成硅胶层34。具体地,固化温度可以为130℃至150℃,例如可以为但不限于为130℃、135℃、140℃、145℃、150℃等。
102.s2043,将硅胶层34转印至基底31表面并去除离型纸,其中,所述纹理结构位于硅胶层34远离所述基底的表面;以及
103.在本实施例中,基底31可以为热塑性聚氨酯基底,还可以为涤纶基底。
104.s2044,在硅胶层34远离所述基底31的表面制备防护层35,得到所述皮质层30,其中,所述防护层35为透明材质。
105.具体地,采用流延、涂布(喷布、旋涂等)等工艺在硅胶层34远离所述基底31的表面形成防护层35,得到皮质层30。
106.本实施例与本技术其它实施例相同部分的描述请参见本技术其它实施例的描述,在此不再赘述。
107.请一并参见图9,在再一些实施例中,皮质层30的制备方法包括:
108.s2051,提供离型纸,离型纸的表面具有预设纹理,预设纹理与纹理结构相对应;
109.具体地,该纹理结构可以为但不限于为可以使壳体组件具有闪光功能的纹理结构、皮革纹理等能够增加壳体组件100外观效果的结构。
110.s2052,在离型纸表面设有预设纹理的表面形成颜色纹理层;
111.具体地,采用流延、涂布(喷布、旋涂等)等工艺在离型纸设有预设纹理的表面形成颜色纹理层33,使所述颜色纹理层33的表面具有纹理结构。进一步地,纹理结构可以为一个或者多个,多个纹理结构可以相同也可以不同。更具体地,在离型纸设有预设纹理的表面喷涂有色聚氨酯单体混合液、聚氯乙烯单体混合液等中的一种或多种形成颜色纹理层的材料,经固化形成颜色纹理层。具体地,固化温度可以为130℃至150℃,例如可以为但不限于为130℃、135℃、140℃、145℃、150℃等。
112.s2053,在颜色纹理层远离离型纸的表面形成粘合层;
113.具体地,通过喷涂或旋涂等涂布方式,在所述颜色纹理层33远离离型纸的表面形成粘合层39。
114.可选地,粘合层39的材质包括但不限于包括聚氨酯、环氧树脂、聚氯乙烯中的一种或多种。粘合层39用于使发泡层37和颜色纹理层33可以更好的粘合,更好的防止经过一段时间使用后皮质层30的各层结构分离,提高皮质层30的使用寿命。粘合层39的厚度为0.02mm至0.05mm;具体地,粘合层39的厚度可以为但不限于为0.02mm、0.025mm、0.03mm、0.035mm、0.04mm、0.045mm、0.05mm等。
115.s2054,将发泡层设置于所述粘合层远离所述颜色纹理层的表面;
116.具体地,在粘合层的表面涂覆泡沫胶层,经发泡得到发泡层37。发泡层37可以使皮质层30具有更优良的皮革质感,提高壳体组件100的手感,提升用户体验。
117.可选地,发泡层37的材质包括但不限于包括聚氨酯、聚氯乙烯等中的一种或多种。具体地,聚氨酯可以为但不限于为聚酯型聚氨酯或聚醚型聚氨酯。此外,发泡层37的材质还可以包括发泡剂、催化剂、阻燃剂等多种助剂。可选地,发泡层37的厚度为0.05mm至0.1mm。具体地,发泡层37的厚度可以为但不限于为0.05mm、0.06mm、0.07mm、0.08mm、0.09mm、0.1mm等。
118.s2055,将层叠的颜色纹理层、粘合层及发泡层转印至基底表面并去除离型纸,其中,发泡层靠近所述基底设置,颜色纹理层设有纹理结构的表面远离所述基底设置;
119.在本实施例中,所述基底31为涤纶基底,具体地,涤纶基底的材质包括但不限于包括聚对苯二甲酸乙二醇酯(pet)、聚对苯二甲酸丁二酯(pbt)、聚对苯二甲酸丙二酯(ptt)、全芳香族聚酯纤维等中的一种或多种。涤纶基底的厚度为0.3mm至0.35mm;具体地,涤纶基底的厚度可以为但不限于为0.3mm、0.31mm、0.32mm、0.33mm、0.34mm、0.35mm等。
120.s2056,在所述颜色纹理层33远离所述基底31的表面形成防护层35,得到所述皮质层30,其中,所述防护层35为透明材质。
121.具体地,采用流延、涂布(喷布、旋涂等)等工艺在所述颜色纹理层33远离所述基底31的表面形成防护层35,得到皮质层30。将所述防护层35设置于所述颜色纹理层33远离所述基底31的表面,使得皮质层30具有良好的防污、防指纹、防发黄等性能。防护层35的材质包括但不限于包括聚氨酯、聚氯乙烯等中的一种或多种。
122.本实施例与本技术其它实施例相同部分的描述请参见本技术其它实施例的描述,在此不再赘述。
123.以上皮质层30制备方法中,在制备基底或将颜色纹理层等层叠结构转移至基底的过程中,当基底不具有粘性时,先将颜色纹理层等层叠结构进行半固化后,在转移至基底上,进行固化。当制备基底的胶液具有粘性时,将颜色纹理层等层叠结构进行固化后,在远离离型纸的表面流延或喷涂基底胶液,固化形成基底。
124.需要说明的是,步骤s201和步骤s202之间没有顺序之分,在另一实施例中,也可以先制备皮质层30再制备纤维半固化树脂片。
125.s203,将所述纤维半固化树脂片与所述皮质层叠合并热压成型,将所述半固化树脂固化形成所述树脂,并将所述纤维半固化树脂片固化形成纤维树脂层10;使所述皮质层30通过所述树脂13与所述纤维树脂层10粘结,得到所述壳体组件100。
126.具体地,所述将所述纤维半固化树脂片与所述皮质层叠合,包括:
127.将至少三层纤维半固化树脂片依次叠合,形成中间态纤维板;
128.将皮质层叠合至中间态纤维板的一侧表面,其中,皮质层的基底靠近纤维半固化树脂片设置;以及
129.将至少三层纤维半固化树脂片与皮质层预贴合,形成复合板。可选地,预贴合的温度为70℃至80℃。具体地,预贴合的温度可以为但不限于为70℃、72℃、75℃、87℃、79℃、80℃等。将纤维半固化树脂片与所述皮质层进行预贴合,可以更好的防止热压过程中,各层之间进行错位,导致制得的壳体组件良率降低。
130.可选地,所述热压成型的温度为130℃至150℃。具体地,热压成型的温度可以为但不限于为130℃、135℃、140℃、145℃、150℃等。将所述复合板进行热压成型,当温度升温至130℃至150℃时,半固化树脂呈熔融态,熔融态的半固化树脂浸润皮质层30的基底31,且半固化树脂进一步固化形成所述树脂,使所述纤维半固化树脂片固化形成纤维树脂层10,同时,使皮质层30和纤维树脂层10通过树脂粘结,得到所述壳体组件100。
131.以下结合具体实施例对本技术的纤维树脂层进行说明。
132.实施例1
133.一种玻璃纤维环氧树脂层的制备方法,其包括:
134.将玻璃纤维布浸渍于环氧树脂单体混合液,得到玻璃纤维布浸渍片,该环氧树脂单体混合液包括双酚a和β-甲基环氧氯丙烷;
135.将玻璃纤维布浸渍片于75℃进行预固化,得到玻璃纤维环氧半固化树脂片,其中,所述玻璃纤维环氧半固化树脂片包括玻璃纤维布及含浸所述玻璃纤维布的环氧半固化树脂;以及
136.将3层玻璃纤维半固化树脂片依次叠合,于140℃进行固化,得到玻璃纤维环氧树脂层。
137.经测试,本实施例制得的玻璃纤维环氧树脂层的厚度为0.3mm。
138.实施例2
139.一种玻璃纤维环氧树脂层的制备方法,其包括:
140.将玻璃纤维布浸渍于环氧树脂单体混合液,得到玻璃纤维布浸渍片,该环氧树脂单体混合液包括双酚a和β-甲基环氧氯丙烷;
141.将玻璃纤维布浸渍片于75℃进行预固化,得到玻璃纤维环氧半固化树脂片,其中,所述玻璃纤维环氧半固化树脂片包括玻璃纤维布及含浸所述玻璃纤维布的环氧半固化树脂;以及
142.将4层玻璃纤维半固化树脂片依次叠合,于140℃进行固化,得到玻璃纤维环氧树脂层。
143.经测试,本实施例制得的玻璃纤维环氧树脂层的厚度为0.38mm。
144.实施例3
145.一种玻璃纤维环氧树脂层的制备方法,其包括:
146.将玻璃纤维布浸渍于环氧树脂单体混合液,得到玻璃纤维布浸渍片,该环氧树脂单体混合液包括双酚a和β-甲基环氧氯丙烷;
147.将玻璃纤维布浸渍片于75℃进行预固化,得到玻璃纤维环氧半固化树脂片,其中,所述玻璃纤维环氧半固化树脂片包括玻璃纤维布及含浸所述玻璃纤维布的环氧半固化树脂;以及
148.将5层玻璃纤维半固化树脂片依次叠合,于140℃进行固化,得到玻璃纤维环氧树脂层。
149.经测试,本实施例制得的玻璃纤维环氧树脂层的厚度为0.45mm。
150.实施例4
151.一种玻璃纤维环氧树脂层的制备方法,其包括:
152.将玻璃纤维布浸渍于环氧树脂单体混合液,得到玻璃纤维布浸渍片,该环氧树脂单体混合液包括双酚a和β-甲基环氧氯丙烷;
153.将玻璃纤维布浸渍片于75℃进行预固化,得到玻璃纤维环氧半固化树脂片,其中,所述玻璃纤维环氧半固化树脂片包括玻璃纤维布及含浸所述玻璃纤维布的环氧半固化树脂;以及
154.将6层玻璃纤维半固化树脂片依次叠合,于140℃进行固化,得到玻璃纤维环氧树脂层。
155.经测试,本实施例制得的玻璃纤维环氧树脂层的厚度为0.5mm。
156.改进前的电子设备壳体组件,为了使其具有皮革的纹理外观及手感,常采用塑胶板材(例如聚碳酸酯等)作为基材,通过热熔胶将皮革粘合至塑胶板材上,塑胶板材由于加工工艺的限制,加工出来的厚度较厚。不管是天然皮革还是人造皮革,其质地较软,对于壳体组件的刚度等机械强度的贡献几乎可以忽略不计,因此,本技术的刚度对比实验中,只需要对比本技术的基材与改进前的基材之间的厚度及刚度。玻璃纤维的刚度高,且成本较低,其用来制备壳体组件可以更好的降低壳体组件的生产成本,现有的壳体组件大多采用聚碳酸酯作为基材,因此,本技术采用玻璃纤维树脂层作为本技术壳体组件的基材,采用聚碳酸酯作为比对基材。因为现有的塑料基材例如聚碳酸酯难以做到比0.55mm更薄的厚度,因此,以下对比例中的厚度比对均选取大于0.55mm厚度的样本。
157.对比例1为厚度为0.55mm,宽度为15mm的聚碳酸酯(pc)。
158.对比例2为厚度为0.7mm,宽度为15mm的聚碳酸酯(pc)。
159.对比例3为厚度0.8mm,宽度为15mm的聚碳酸酯(pc)。
160.对比例4为厚度为1.0mm,宽度为15mm的聚碳酸酯(pc)。
161.本技术实施例的刚度测试采用三点弯曲测试,该方法具体包括:将样品放在有一定距离的两个支撑点上,在两个支撑点中点上方向样品施加向下的载荷,样品的3个接触点形成相等的两个力矩时即发生三点弯曲,样品将于中点处发生断裂。对上述实施例1至实施例4以及对比例1至对比例4均采用三点弯曲测试方法,分别测量荷载为1n、3n和5n时的刚度。
162.表1本技术实施例制得的玻璃纤维环氧树脂层与不同厚度聚碳酸酯的刚度数据
[0163][0164]
从表1中实施例4和对比例1的测试结果可知,当玻璃纤维环氧树脂层与聚碳酸酯的厚度相当时,玻璃纤维环氧树脂层具有更高的刚度(机械强度),由实施例1和对比例1可知,当玻璃纤维环氧树脂层与聚碳酸酯的刚度相当时,玻璃纤维环氧树脂层的厚度远小于聚碳酸酯的厚度,玻璃纤维环氧树脂层的厚度大约为聚碳酸酯厚度的一半,因此,在保证刚度的同时,可以大大的降低壳体组件的厚度。
[0165]
请参见图10,本技术实施例还提供一种电子设备300,所述电子设备300包括本技术上述实施例的壳体组件100;所述壳体组件100的所述皮质层30设置于所述电子设备300的外表面。
[0166]
本技术的电子设备300可以但不限于为手机、平板电脑、笔记本电脑、智能手表、智能手环等便携式设备或者可穿戴设备。
[0167]
可选地,壳体组件100可以为但不限于为电子设备的电池后盖、中框、装饰件等。
[0168]
在本文中提及“实施例”“实施方式”意味着,结合实施例描述的特定特征、结构或特性可以包含在本技术的至少一个实施例中。在说明书中的各个位置出现所述短语并不一定均是指相同的实施例,也不是与其它实施例互斥的独立的或备选的实施例。本领域技术人员显式地和隐式地理解的是,本文所描述的实施例可以与其它实施例相结合。
[0169]
最后应说明的是,以上实施方式仅用以说明本技术的技术方案而非限制,尽管参照以上较佳实施方式对本技术进行了详细说明,本领域的普通技术人员应当理解,可以对本技术的技术方案进行修改或等同替换都不应脱离本技术技术方案的精神和范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1