一种微锑软质B1级阻燃装饰材料及其制备工艺的制作方法
一种微锑软质b1级阻燃装饰材料及其制备工艺
技术领域
1.本发明涉及一种装饰材料,特别涉及一种微锑软质b1级阻燃装饰材料及其制备工艺。
背景技术:
2.软质聚氯乙烯装饰材料具有耐磨、隔音、保温、抗菌、防霉、耐候、使用寿命长等优点,但国内聚氯乙烯装饰材料的阻燃效果一直停留在含锑等级阶段。由于国内含锑阻燃剂的使用,使产品的阻燃等级能够达到的最高等级为b1级。但是锑是一种重金属,对人体有一定的危害,是欧盟各国禁止使用的材料之一。
技术实现要素:
3.本发明的目的在于提供一种微锑软质b1级阻燃装饰材料,该材料具有阻燃级别达到b1级的同时锑含量较低的优点,如采用进口无锑衬布,则可实现无锑软质b1级阻燃装饰材料。
4.本发明还提供一种所述微锑软质b1级阻燃装饰材料的制备工艺。
5.本发明解决其技术问题所采用的技术方案是:
6.一种微锑软质b1级阻燃装饰材料,该材料是采用压延工艺将面层材料、底层材料和衬布复合在一起形成的三层复合材料,然后底层材料发泡时面层表面进行花纹定型,最后表面处理后得到产品;
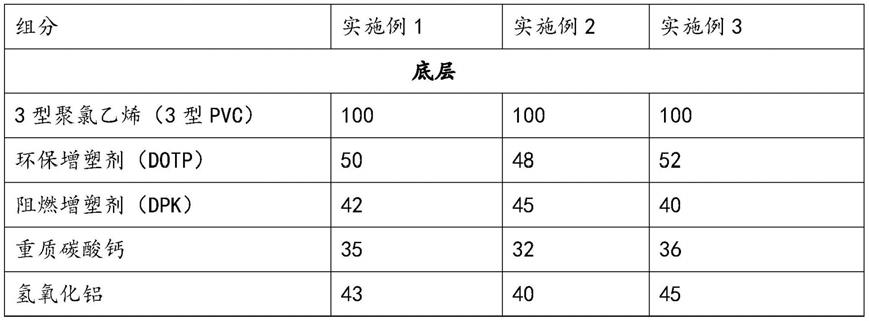
7.底层材料包括主料和辅料,主料包括pvc、碳酸钙、环保增塑剂dotp、阻燃增塑剂dpk、氢氧化铝,辅料包括粉体钡锌稳定剂、粉体整泡剂、发泡剂和颜色,底层材料以重量份计包括以下原料:
8.pvc 100,
9.环保增塑剂dotp 48
‑
52,
10.阻燃增塑剂dpk 40
‑
45,
11.碳酸钙 32
‑
38,
12.氢氧化铝 40
‑
45,
13.粉体钡锌稳定剂 3
‑
4,
14.粉体整泡剂 0.8
‑
1.0,
15.发泡剂 9
‑
10
16.颜色(各类色饼组合) 7
‑
9。
17.作为优选,碳酸钙是重质碳酸钙,发泡剂是偶氮二钾酰氨,颜色是各类色饼组合。
18.作为优选,面层材料以重量份计包括以下原料:
19.pvc 100,
20.环保增塑剂dotp 38
‑
42,
21.阻燃增塑剂dpk 36
‑
38,
22.氢氧化铝 52
‑
55,
23.液体钡锌稳定剂 2
‑
4,
24.粉体阻燃剂dopo 5
‑
7,
25.颜色 12
‑
14。
26.作为优选,底层和面层材料中的pvc是3型pvc。
27.本发明加入特殊的不含锑阻燃材料,与其他组分协同组合,并去掉了传统配方中使用的含锑阻燃剂,从而实现了产品的无锑阻燃效果。经发明人无数次的试验验证,经特殊不含锑阻燃材料的替换使用,使pvc的阻燃等级仍能保持在b1级,填补了国内pvc不含锑阻燃装饰材料的空白。
28.3型聚氯乙烯,3型pvc,由乙烯法生产而成,在高温下分解出的主要成分为氯化氢和碳。氯化氢为无色气体,但有很强的刺激性气味。本身pvc属于自熄性材料。
29.环保增塑剂dotp,对苯二甲酸二辛酯,调节pvc的软硬度,遇高温或明火、静电火花会引起燃烧,并有黑烟,属于可燃性材料。
30.阻燃增塑剂dpk,液态,德国进口磷类阻燃增塑剂,调节pvc的软硬度,但增速效率低,只有邻苯二甲酸二辛酯的90%,dotp是行业中对比增速效率的参照材料。但它与pvc的亲和力强,阻燃性能好,用dpk替代部分环保增塑剂,具有阻燃增塑双重功效。
31.重质碳酸钙:400目,主要起增重、补强、骨架、定型的作用。
32.粉体钡锌稳定剂:底层用稳定剂,在加工过程中稳定pvc的分解和与金属辊轮之间的润滑作用。
33.氢氧化铝:常规阻燃剂,在加入过程中和成品当中也有部分参与填充剂的作用。
34.粉体阻燃剂dopo,磷酸酯类阻燃剂,是一种新型中间体阻燃剂,是本产品中的关键性材料,完全取代传统使用的三氧化二锑阻燃剂。
35.粉体整泡剂:sa101,丙烯酸类材料,修正泡孔,加固孔壁的作用,防止泡孔击穿。
36.液体钡锌稳定剂:9903,面层用液体稳定剂,加工过程中的润滑剂,成品后表面上防雾、抗氧剂的作用。
37.发泡剂:偶氮二甲酰胺。在特定的温度区间下分解产生气体,是产品内部形成泡孔,产品的厚度增加,柔软性增强,弹性手感变得更加柔顺。
38.颜色:根据客户需要的颜色,有各种颜料的色饼经实验组合而成,和客户提供的样品颜色匹配一致。
39.衬布:根据客供样品选择阻燃衬布,并提出相对应的无锑阻燃要求。
40.一种所述的微锑软质b1级阻燃装饰材料的制备工艺,该工艺包括如下步骤:
41.s1、配料:按配方量称取底层材料的主料,在80
±
5℃的温度下利用高速搅拌机对其进行混合,得到混合粉料;
42.s2、密炼开炼:使用密炼机对混合粉料进行压锤和剪切,制成块状粉料,再利用二辊开炼机对块状粉料进行进一步的混炼塑化;
43.s3、过滤压延:使用过滤机对s2得到的物料进行过滤,滤出粗糙杂质,再用四辊压延机对其进行压延,根据设定厚度使面层材料、底层材料和衬布复合在一起形成的三层复合材料;
44.s4、发泡,底层材料中的发泡剂在适宜温度下分解,从而形成熔溶粘合的三层复合
材料;在底层材料发泡的同时用花型模具对面层表面进行花纹定型;
45.s5、表面处理;
46.s6、成卷、入库。
47.作为优选,在160℃的温度下,对面层表面进行花纹定型。
48.作为优选,步骤s1中的投料顺序为pvc、碳酸钙、dotp、dpk、氢氧化铝,目的是使dotp、dpk被pvc充分吸收。
49.作为优选,步骤s2中,密炼机,不设定温度,靠自身摩擦温度使物料完成塑化混炼,时间为5
‑
6分钟,出料时的温度在160
±
5℃,粉体钡锌稳定剂、粉体整泡剂、发泡剂和颜色从密炼机加入,使辅料能够放在主料的中间位置,一起混炼,使物料完成室温状态下的塑化;二辊开炼机在175
±
5℃下完成粗塑化。
50.作为优选,步骤s3中,过滤时控制物料温度在140
±
5℃;四辊压延机的温度从上到下逐渐降低,依次设定为185℃
‑
180℃
‑
170℃
‑
165℃。
51.作为优选,步骤s4中,发泡炉设置30米长的烘箱,7个温控区,温度设定从进口到出口依次为170℃,190℃,210℃,220℃,220℃,200℃,160℃,3、4、5区域为发泡区域,线速度控制在25
‑
28m/min。
52.作为优选,步骤s5中,采用25米烘箱分三个温区进行表面处理烘干,三个区的温度设定为100
±
5℃,线速度30
±
2m/min。
53.pvc聚氯乙烯树脂和dotp环保增塑剂,在高温或明火的状态下是易燃品,并且在燃烧的过程中会产生黑烟和刺激性气味。特效的阻燃材料三氧化二锑在产品中禁止使用,不符合欧盟国家的标准要求,因此采用部分阻燃增塑剂dpk和新型阻燃中间体材料dopo协同作用,实现阻燃效果。
54.在本发明中采用了三大阻燃材料复合协同实现b1级阻燃效果:氢氧化铝,在高温或燃烧下分解成铝盐和水,铝盐不燃烧,附在物体表面起隔绝作用,使黑烟不漏出,并且不停地吸取氧气,淡化含氧量,分解产生的水分遇高温不断挥发带走热量,稀释烟气,降低温度,从而阻止进一步燃烧。液体阻燃增塑剂dpk和粉体阻燃剂dopo,都是磷酸酯类材料,两种材料在高温下均会分解成一系列不燃气体:nh3、n 2
以及水,使材料与氧隔绝,稀释可燃气体的浓度,同时不燃气体和阻燃剂的分解带走大量的热量,使物体表面很快形成铝盐、磷酸盐及高浓度的碳化膜,从而起到阻燃的效果。
55.本发明的有益效果是:本发明软质b1级阻燃装饰材料的阻燃机理主要是隔绝可燃物和氧气的接触,断绝燃烧三个要素的一个环节,无助燃剂。本发明软质b1级阻燃装饰材料的无锑阻燃测试,经中国和国际认可的sgs检测机构检测,符合建筑行业燃烧性能等级gb 8624b1(b
‑
s2
,
d0,t2)要求。
附图说明
56.图1为本发明软质b1级阻燃装饰材料的sgs检测报告。
具体实施方式
57.下面通过具体实施例,对本发明的技术方案作进一步的具体说明。应当理解,本发明的实施并不局限于下面的实施例,对本发明所做的任何形式上的变通和/或改变都将落
入本发明保护范围。
58.在本发明中,若非特指,所有的份、百分比均为重量单位,所采用的设备和原料等均可从市场购得或是本领域常用的。下述实施例中的方法,如无特别说明,均为本领域的常规方法。
59.实施例1
‑360.微锑软质b1级阻燃装饰材料的工艺流程:
61.1、根据客户提供的颜色和品质样(或者其他产品趋势要求)设定颜色配比和配组品质配方,在设定阻燃剂的添加量,先试小样,形成完整的配方结构,再下达到车间进行批量生产。
62.2、车间流水线生产:
63.根据配方设定
→
配料计量组合
→
高速搅拌
→
密炼机混炼
→
二辊开炼机(粗塑化)
→
过滤机(去除大颗粒及不相溶杂物)
→
保温二辊开炼机(精细塑化)
→
四辊压延机(根据设定厚度将面层、底层、衬布复合在一起)
→
发泡(让发泡剂分解)
→
花纹定型(花型模具)
→
表面处理(表面效果质感修饰)
→
成卷(检验品质、对比原始样,去除次品废品)
→
入库(工艺流水线完成)。
64.所述的微锑软质b1级阻燃装饰材料的制备工艺,该工艺具体步骤是:
65.s1、配料:按表1所述的配方量称取底层材料的主料,在80
±
5℃的温度下利用高速搅拌机对其进行混合,得到混合粉料;
66.温度设定在80℃,运行轨迹由低速450转/分钟运转3
‑
6秒即转换成高速900转/分钟搅拌,2
‑
3分钟内完成。投料顺序为pvc、碳酸钙、dotp、dpk、氢氧化铝,目的是使dotp、dpk被pvc充分吸收。
67.衬布定型:在15米烘箱内,经180℃的温度走一遍,将接头、门幅、需要的数量等整理好,备用。
68.s2、密炼开炼:使用密炼机对混合粉料进行压锤和剪切,制成块状粉料,再利用二辊开炼机对块状粉料进行进一步的混炼塑化;
69.密炼机:不设定温度,靠自身摩擦温度使物料完成塑化混炼,需要5
‑
6分钟,出料时的温度在160℃左右,粉体钡锌稳定剂、粉体整泡剂、发泡剂和颜色从密炼机加入,使辅料能够放在主料的中间位置,一起混炼,使物料完成室温状态下的塑化。
70.二辊开炼机:在175℃下完成粗塑化,物料混炼基本一致,辊距在0.4cm之间,二辊的线速度不相同,带有剪切塑化的作用。
71.s3、过滤压延:使用过滤机对s2得到的物料进行过滤,滤出粗糙杂质,再用四辊压延机对其进行压延,根据设定厚度使面层材料、底层材料和衬布复合在一起形成的三层复合材料;面层配方见表2;
72.过滤机:在140℃,靠螺杆挤出的形式完成物料输送,并在磨头过滤网的作用下将杂物、大颗粒过滤出来。过滤网有20目、40目、60目、100目搭配使用。
73.四辊压延机:温度从上到下逐渐降低,设定为185℃
‑
180℃
‑
170℃
‑
165℃,辊距从上到下也相应变化,并且中辊、下辊的精度要求更高。速比从上到下逐渐拉近。
74.s4、发泡,底层材料中的偶氮二钾酰氨在适宜温度下分解,从而形成熔溶粘合的三层复合材料;在底层材料发泡的同时用花型模具对面层表面进行花纹定型(在160℃的温度
下进行),
75.发泡炉:30米长的烘箱,7个温控区,温度设定从进口到出口依次为170℃,190℃,210℃,220℃,220℃,200℃,160℃,3、4、5区域为发泡区域,温度要求高,温差变化小,其他区域为预热和定型区域,可适当变化,线速度控制在25
‑
28m/min左右。
76.s5、表面处理:采用25米烘箱分三个温区进行表面处理烘干,三个区的温度一般设定为100℃,线速度30m/min。
77.s6、成卷、入库。
78.表1底层和面层的配方(单位:kg)
[0079][0080][0081]
图1为本发明制得的软质b1级阻燃装饰材料的锑含量sgs检测报告,经检测材料中锑含量为13ppm。由于国内采用的衬布达不到无锑要求,因此本发明制得的软质b1级阻燃装饰材料含有微量锑,如采用进口无锑衬布,则可实现无锑软质b1级阻燃装饰材料。
[0082]
本发明软质b1级阻燃装饰材料进行了无锑阻燃测试,具体过程及结果如下:
[0083]
1、试验方法
[0084]
本分级试验按照gb 8624
‑
2012建筑材料及制品燃烧性能分级进行,测试方法如下:
[0085]
①
gb/t 20284
‑
2006建筑材料及制品的单体燃烧试验
[0086]
②
gb/t 8624
‑
2007建筑材料可燃性试验方法
[0087]
2、制品和试样信息
[0088]
样品——装饰革,面密度775g/m2,测试面灰色面。
[0089]
式样安装与固定(gb/t 20284):采用密度约为1800kg/m3,厚度约为9mm的纤维水泥板为基材,样品用螺钉机械固定。样品长翼无接缝。
[0090]
3、测试结果
[0091]
测试结果见表2。
[0092]
表2
[0093][0094]
经中国和国际认可的sgs检测机构检测,符合建筑行业燃烧性能等级gb 8624b1(b
‑
s2
,
d0,t2)要求。
[0095]
以上所述的实施例只是本发明的一种较佳的方案,并非对本发明作任何形式上的限制,在不超出权利要求所记载的技术方案的前提下还有其它的变体及改型。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1