附加层复合靠模的制作方法
[0001]
本实用新型涉及模治具技术领域,特别涉及附加层复合靠模。
背景技术:
[0002]
型材或天花板进行附加层复合加工时,型材或天花板相应的壁面会经过负压工序、压合工序或刷辊扫平排气工序等加工流程与操作,此操作会使型材或天花板的壁面产生变形,从而影响产品质量,影响生产效率。
技术实现要素:
[0003]
本实用新型的目的在于提供附加层复合靠模,通过钣金折弯制成,能够减小甚至防止型材或天花板进行附加层复合加工时产生的变形,解决了型材或天花板进行附加层复合加工时易导致壁面变形,影响产品质量的问题。
[0004]
为达此目的,本实用新型采用以下技术方案:
[0005]
附加层复合靠模,该靠模通过钣金折弯形成开放式的矩形框,其包括依次连接的第一壁、第二壁、第三壁和第四壁;
[0006]
该靠模能够放置于型材或天花板的内腔中,能够防止型材或天花板的壁面进行附加层复合加工时产生变形。
[0007]
由此,型材或天花板进行附加层复合加工时,将靠模放置于型材或天花板的内腔中,并抵靠相应的壁面,便能够减小甚至防止壁面变形,提高附加层复合质量,提高产品质量,减免整形工序,提高生产效率。
[0008]
在一些实施方式中,该靠模能够通过竖放或平放以适用于不同规格尺寸的型材或天花板。
[0009]
由此,根据不同产品的尺寸合理设计靠模的长宽比例与尺寸,使得靠模竖放时能够适用某一产品,平放时能够适用另一产品,提高靠模的适用性,节约靠模的制造成本。
[0010]
在一些实施方式中,型材为开放式型材,该靠模的壁面同时抵靠于型材的顶壁与底壁。
[0011]
由此,型材为开放式结构,即型材的一侧设有开口,使得顶壁和底壁于同一侧具有悬空端,悬空端于负压或受压时易变形,靠模抵靠于顶壁与底壁便能够防止变形。
[0012]
在一些实施方式中,该靠模的壁面抵靠于天花板的表壁。
[0013]
由此,天花板的表壁于长度和/或宽度尺寸较大时,负压或受压时,表壁的中部易产生向内凹陷的变形,靠模抵靠天花板的表壁能够减少其变形。
[0014]
在一些实施方式中,第四壁留有开口。
[0015]
由此,第四壁与第一壁不连接而留有间隙式开口,形成开放式的矩形框,利于钣金件整体折弯成型与出模,优化靠模的折弯工艺,并节约制造成本。
[0016]
在一些实施方式中,该靠模为铝质板材折弯制成,板材的壁厚介于1.6至2.0mm之间。
[0017]
由此,靠模的壁厚介于1.6至2.0mm之间,能够满足强度要求,且利于折弯成型。
[0018]
在一些实施方式中,第四壁的高度尺寸h4与第二壁的高度尺寸h2的比值h4/h2介于1/4至1/3之间。
[0019]
在一些实施方式中,第三壁的宽度尺寸h3与第二壁的高度尺寸h2的比值h3/h2介于1/2至3/5之间。
[0020]
在一些实施方式中,第一壁的端面不突出于第四壁的外侧面。
[0021]
由此,第一壁的壁面可以齐平于第四壁的外侧面,或第一壁的壁面可以齐平于第四壁的仙侧面。
[0022]
在一些实施方式中,附加层为木纹装饰层、保护膜层或吸音纸层。
[0023]
进一步说明,该靠模能够通过叠放组合以适用于不同规格尺寸的型材或天花板。
[0024]
本实用新型的有益效果:该靠模由钣金折弯而形成开放式结构,制造简单且成本低,能够有效减小甚至防止型材或天花板进行附加层复合加工时产生的变形,提高质量与生产效率;
[0025]
并且,该靠模能够竖放或平放以适用于不同规格尺寸的型材或天花板,提高利用率和适用性。
附图说明
[0026]
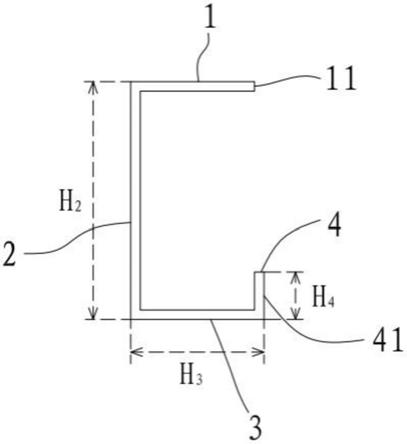
图1为本实用新型的附加层复合靠模的结构图;
[0027]
图2为本实用新型的附加层复合靠模与第一型材的配合连接图;
[0028]
图3为本实用新型的附加层复合靠模与第二型材的配合连接图;
[0029]
图4为本实用新型的附加层复合靠模与天花板的配合连接图;
[0030]
其中:10-靠模;1-第一壁;11-端面;2-第二壁;3-第三壁;4-第四壁;41-外侧面;20-第一型材;201-第一顶壁;202-第一底壁;30-第二型材;301-第二顶壁;302-第二底壁;40-天花板;401-表壁。
具体实施方式
[0031]
下面结合附图对本实用新型作进一步详细的说明。
[0032]
参考图1至图4,附加层复合靠模10,该靠模10通过钣金折弯形成开放式的矩形框,其包括依次连接的第一壁1、第二壁2、第三壁3和第四壁4;
[0033]
该靠模10能够放置于型材或天花板40的内腔中,能够防止型材或天花板40的壁面进行附加层复合加工时产生变形。
[0034]
进一步说明,该靠模10能够通过竖放或平放以适用于不同规格尺寸的型材或天花板40。
[0035]
进一步说明,型材为开放式型材,该靠模10的壁面同时抵靠于型材的顶壁与底壁。
[0036]
进一步说明,该靠模10的壁面抵靠于天花板40的表壁401。
[0037]
进一步说明,第四壁4留有开口。
[0038]
进一步说明,该靠模10为铝质板材折弯制成,板材的壁厚介于1.6至2.0mm之间。
[0039]
进一步说明,第四壁4的高度尺寸h4与第二壁2的高度尺寸h2的比值h4/h2介于1/4至1/3之间。
[0040]
进一步说明,第三壁3的宽度尺寸h3与第二壁2的高度尺寸h2的比值h3/h2介于1/2至3/5之间。
[0041]
进一步说明,第一壁1的端面11不突出于第四壁4的外侧面41。
[0042]
进一步说明,附加层为木纹装饰层、保护膜层或吸音纸层。
[0043]
进一步说明,该靠模10能够通过叠放组合以适用于不同规格尺寸的型材或天花板40。
[0044]
工作原理:
[0045]
型材或天花板40的壁面进行木纹装饰层复合加工时,需要将型材或天花板40放置地负压空间中,负压会使型材或天花板40的壁面产生变形,特别是尺寸较大的壁面,或具有开口的开放式结构的型材,于负压中会产生较大的变形,从而影响产品质量。
[0046]
型材或天花板40的壁面进行保护膜层或吸音纸层复合加工时,需要进行压合工序和刷辊扫平排气工序,此两工序都会对型材或天花板40的壁面产生挤压,会导致壁面产生变形,特别是尺寸较大的壁面,或具有开口的开放式结构的型材,受挤压时会产生较大变形,从而影响产品质量。
[0047]
型材或天花板40进行附加层复合加工时,将靠模10放置于相应的型材或天花板40的内腔中,将使靠模10抵靠于易变形的壁面,从而减小甚至防止壁面产生变形,提高产品质量,并且,能够减免复合加工后对产品进行整形的工序,提高生产效率。
[0048]
参考图2,靠模10竖直放置于开放式的第一型材20中,其中第一壁1抵靠于第一顶壁201,第三壁3抵靠于第一底壁202,如此便能减小甚至防止第一顶壁201与第一底壁202于复合加工时产生两壁面相互靠近的的变形。
[0049]
参考图3,靠模10水平放置于开放式的第二型材30中,其中第四壁4抵靠于第二顶壁301,第二壁2抵靠于第二底壁302,如此便能减小甚至防止第二顶壁301与第二底壁302于复合加工时产生两壁面相互靠近的的变形。
[0050]
参考图4,靠模10竖直放置于天花板40中,其中第一壁1抵靠于表壁401,能够减小甚至防止复合加工时产生壁面内陷变形。
[0051]
为提高靠模10的适用性,适当设计靠模10的各壁面的尺寸,实现靠模10竖放或平放时均能适用不同规格的产品。
[0052]
靠模10也可以进行相互配合的叠放,如水平堆叠放置,或一个水平放置,另一个竖直放置于上方,便能够以更多组合方式实现多种用途,提高适用性与利用率。
[0053]
以上公开的仅是本实用新型的一些实施方式。对于本领域的普通技术人员来说,在不脱离本实用新型创造构思的前提下,还可以做出若干变形和改进,这些都属于实用新型的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1