用于干涉式X射线成像的光栅的模块化制造技术的制作方法
用于干涉式x射线成像的光栅的模块化制造技术
技术领域
1.本发明涉及光栅组件的制造方法、光栅组件、用于制造光栅组件的设备、制造系统。
背景技术:
2.基于光栅的相衬和暗场x射线(dax)成像是很有前途的技术,以增强x射线装备的诊断质量,例如在乳房摄影、胸部摄影和ct(计算机断层摄影)领域中。顾名思义,基于光栅的成像需要一个或多个(通常三个)光栅作为成像系统的一部分。一个这样的光栅,通常被称为“g2”,位于患者与成像系统的探测器之间。
3.建立基于该技术的临床成像系统最具挑战性的问题之一是全场g2光栅的制造。特别地,用于胸部检查的x射线探测器的相对大的面积(几乎50cm x 50cm)是很大的挑战,因为这需要由g2光栅完全覆盖。
4.当前,建立这样的光栅的更加成熟的过程之一是liga过程。“liga”是针对“lithographie,galvanoformung,abformung”(可翻译为“光刻、电镀和成型”)的德语首字母缩写。在liga中,光栅结构是由微米级的金结构制造到石墨衬底上的。由于空间有限的x射线曝光系统以及在liga过程中使用的镀金过程中的晶圆处理限制,现有技术光栅的最大尺寸是大约10cm x 20cm。
5.能够完全覆盖x射线探测器的大晶圆尺寸的制造当前是不可用的。因此,当前方法使用“拼接”过程将若干小光栅片块安装在一起,以覆盖x射线探测器的整个正面。
6.特别地在dax系统中的另一挑战是期望聚焦光栅来减少信号损失,特别地对于大面积成像应用,诸如胸部成像。在这样的聚焦光栅中,g2光栅的圆柱弯曲半径近似是2-3m。然而,个体光栅晶圆(其在本文中将被称为“光栅片块”)在制造时是天然平坦的。
技术实现要素:
7.因此,可能需要备选装置或系统来改进用于成像的聚焦光栅的制造。
8.本发明的目的由独立权利要求的主题解决,其中,其他实施例被并入在从属权利要求中。应当注意,本发明的以下描述的方面同样适用于用于制造光栅组件的设备、制造系统、计算机程序单元和计算机可读介质。
9.根据本发明的第一方面,提供了一种由光栅片块制造光栅组件以用于干涉式x射线成像的方法,包括以下步骤:
[0010]-在制造设备的弯曲表面上布置光栅片块,使得所述光栅片块具有曲率,并且然后
[0011]-将(弯曲)光栅片块应用于弯曲载体衬底,或者将所述弯曲载体衬底应用于所述光栅片块,使得所述片块的所述曲率与所述载体衬底的曲率一致。优选地,如此布置多个片块,并且然后所述弯曲载体衬底一次应用或正被应用。
[0012]
在实施例中,所述载体衬底的热膨胀系数对应于光栅衬底的热膨胀系数。
[0013]
在实施例中,所述载体衬底包括玻璃或石墨。
[0014]
所述载体衬底可以通过在(正)模具上弯曲加热的玻璃板来获得。模具可以由铝或其他金属或其他非金属材料制成。模具可以通过增材制造、3d打印、cnc加工等利用所需曲率获得。石墨载体衬底可以通过cnc加工获得。
[0015]
在实施例中,所述玻璃至少部分是硼硅酸盐玻璃。
[0016]
在实施例中,所述光栅衬底包括石墨或硅。
[0017]
本文设想的载体衬底和光栅衬底的材料组合包括“石墨(光栅衬底)上的玻璃(载体衬底)”、“硅上的玻璃”或“石墨上的石墨”或“硅上的石墨”。从与玻璃的组合中,硅上的玻璃可能是优选的,因为人们可能发现一种具有合适热膨胀系数的玻璃材料,该玻璃材料与硅匹配比石墨更好。
[0018]
在实施例中,所述方法在应用步骤之前包括将所述光栅片块布置在制造设备的弯曲表面上的步骤。
[0019]
在实施例中,所述光栅片块是如此逐组布置的。
[0020]
在实施例中,布置步骤包括使用所述制造设备的停止边缘(诸如其工作表面的升高边缘)来对准所述光栅片块中的至少一个。所述边缘可以是可移除的,以可重新定位以对准一个或多个额外的这样的光栅片块以制造所述光栅组件。
[0021]
在实施例中,两个相邻的光栅片块之间存在间隙,所述方法还包括减小这样的间隙的宽度。
[0022]
在实施例中,所述方法包括在所述间隙中布置分离器或密封元件。这避免了胶进入间隙并导致片块不希望地粘附到工作表面上。
[0023]
在实施例中,所述方法包括在应用步骤之前将x射线兼容胶分配在所述载体上或所述光栅片块中的一个或多个上。
[0024]
在实施例中,所述光栅片块包括两个相对的表面,即第一和第二表面,所述表面中的一个,即所述第二表面,包括一组凹槽,其中,所述第二表面在所述弯曲载体衬底的远侧。凹槽表面因此面向所述制造设备的工作表面。特别地当所述工作表面是凹面时,这允许扩展所述光栅片块的薄片以促进均匀布置和聚焦。
[0025]
所提出的方法允许支持具有所需弯曲半径的特别地聚焦的大表面积光栅的有效制造。所述方法促进个体光栅片块的精确组合(“拼接”)。所述光栅片块的对准在制造期间被保留。关于所提出的方法,不再需要复杂且耗时的组装后对准检查和/或调节操作,诸如基于激光的或其他操作。
[0026]
在另一方面中,提供了一种光栅组件,包括在其中沉积有光栅片块的玻璃载体,其能够通过根据前述权利要求中的任一项所述的方法获得。
[0027]
在另一方面中,提供了一种用于由光栅片块制造光栅组件的设备,包括:
[0028]
多个真空吸盘,其具有相应的接收分段表面以用于接收一个或多个光栅片块,所述分段表面被弯曲以一起形成横向圆柱表面的部分。
[0029]
在实施例中,所述真空吸盘被配置为在相应的光栅上施加真空吸力,以便弯曲并固定所述相应的光栅片块以符合相应的弯曲分段表面的曲率。
[0030]
在实施例中,真空吸盘能够以相对于彼此的运动进行移动,以便增加或减小相应的分段表面之间的间隙。
[0031]
在实施例中,所述运动被约束为线性运动。
[0032]
在实施例中,所述线性运动被如此约束,使得当光栅片块固定在给定的分段表面上时,所述运动平行于光栅片块的脊的纵向方向。
[0033]
在实施例中,所述设备包括停止边缘作为辅助以在至少一个分段表面上对准光栅片块。
[0034]
在实施例中,所述停止边缘可移除地可安装在所述分段表面之一上,可从所述分段表面移除并且可安装在所述分段表面中的不同表面上或在所述分段表面的不同位置中。
[0035]
在另一方面中,提供了一种制造系统,包括:根据上文所描述的实施例中的任一个所述的设备,还包括臂或具有这样的臂的设备,其被配置为在所述光栅片块被布置在所述真空吸盘上并由所述真空吸盘保持的同时,将弯曲载体衬底和/或所述光栅片块推向彼此,使得所述光栅片块夹在所述分段表面与所述载体衬底之间。
[0036]
在另一方面中,提供了一种控制逻辑,其被配置为执行根据上文所提到的实施例中的任一个的方法。
[0037]
在另一方面中,提供了一种计算机程序单元,其当由至少一个处理单元运行时适于使得所述处理单元执行根据上文所提到的实施例中的任一个所述的方法。
[0038]
在另一方面中,提供了一种在其上存储有所述程序单元的计算机可读介质。
[0039]
总之,本文提出的是一种将若干光栅安装和对准到组合的弯曲超表面中的模块化方法。在实施例中,使用包括多个优选地相同(或至少相似)形状的块或“分段”的安装台。在实施例中为多个真空吸盘的分段可以在一个方向上相对于彼此以高精度移动。个体分段的几何公差和分段之间的公差优选地小于50μm。每个分段的顶部表面或接收表面具有圆柱形表面,其具有与要制造的光栅组件的所需弯曲半径匹配的弯曲半径。
[0040]
在实施例中,真空泵系统被连接到一些或每个分段。真空可以被施加和释放到每个个体光栅片块,所述光栅片块被放置在所述安装分段的所述弯曲接收表面的顶部。每个光栅片块相对于给定分段的精确对准可以借助于停止边缘来完成。在将单个光栅片块放置在所述前边缘上之后,通过激活对应的真空吸盘来固定所述片块。在前边缘从一个分段移动到另一分段时,所有分段连续地加载光栅片块。在最后步骤中,在移除所述停止边缘之后,将各自承载所述片块中的一个或多个的可移动分段拉到一起以形成g2光栅组件的单个组合弯曲表面,其中,个体片块之间的间隙优选地小于50μm。
[0041]
将该方法付诸实践的所提出的模块化制造技术和如本文所描述的支持设备/系统的优点包括:
[0042]-个体光栅片块可以以高精度预对准;
[0043]-所述停止边缘的使用促进个体光栅片块的平行放置;
[0044]-通过真空对个体光栅片块的固定是多功能且非破坏性的过程;
[0045]-在胶的固化时间期间通过真空对所述光栅片块的固定保持所述光栅的对准/取向;
[0046]-在一个单个胶步骤而不是个体胶合步骤中的所有光栅片块的固定消除取向/对准误差;
[0047]-通过胶将所述光栅矩阵固定到支撑载体衬底促进保持所述光栅片块的取向;
[0048]-通过相应地调整真空台的分段,可以容易处理包括更换不同尺寸的(一个或多个)光栅片块的定制,
[0049]-部分或整个所述制造方法的自动化是可能的,包括以下各项中的任何一项或多项(或全部):光栅的放置、所述真空台段的移动、胶的施加、所述载体衬底的应用。
附图说明
[0050]
现在将参考未按比例的以下附图来描述本发明的示范性实施例,其中:
[0051]
图1示出了干涉式x射线成像装置的示意图;
[0052]
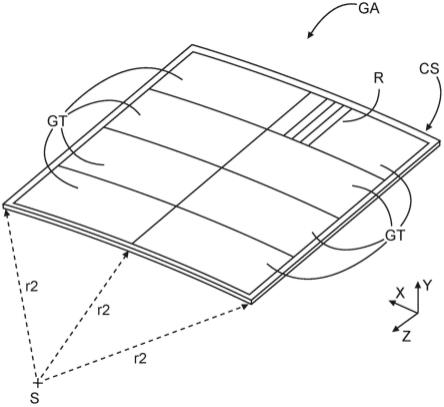
图2示出了由光栅片块组装的光栅组件的透视图;
[0053]
图3示出了制造光栅组件的方法的流程图;
[0054]
图4示出了用于制造光栅组件的制造链;
[0055]
图5a-c示出了被配置为促进光栅组件的组装的设备;
[0056]
图6a-d以平面视图图示了在工作表面上布置光栅片块的步骤;
[0057]
图7a-c以侧视图图示了布置在设备的工作表面上的促进光栅组件的制造的光栅片块;
[0058]
图8a以平面视图图示了在光栅片块的系统中布置密封剂的步骤;并且
[0059]
图8b是具有所包括的密封剂的光栅组件的截面视图。
具体实施方式
[0060]
参考图1,这示出了干涉式x射线成像装置ia的部件的示意图。
[0061]
装置ia包括x辐射源s和x辐射敏感探测器d。在x射线源与探测器d之间存在检查区域,在成像期间要成像的对象(未示出)通常驻留在该检查区域中。
[0062]
成像装置ia还包括干涉仪if。由于干涉仪if(其至少一部分也布置在源s与探测器d之间的检查区域中),成像装置不仅能够提供吸收图像,而且能够提供相衬和/或暗场图像。后两者已被发现为提供额外的诊断价值。后两者图像利用与吸收成像不同的对比机制,其中,它们允许分别对如由要成像的对象(例如患者组织)引起的相变量或小角度散射量进行成像。例如,在如本文主要设想的医学领域中,相衬成像允许对软组织进行更好的成像,其中,对比度通常对于基于吸收的成像来说太高。另一方面,暗场图像已经被发现为针对微结构提供良好的对比度,并且因此可以有用于检测乳腺癌的早期阶段。
[0063]
在实施例中但不一定在所有实施例中,干涉仪if包括三个光栅结构,在本文中称为“g0”,源光栅;“g1”,相位光栅;以及“g2”,分析器光栅。源光栅g0是任选的,并且被用于在源s处产生相干x辐射。换句话说,如果源s产生自然相干辐射,则可能不要求光栅g0。源光栅g0和分析器光栅g2是吸收光栅,而光栅g1顾名思义是相位光栅。
[0064]
在操作中,x辐射从源s发出,与被成像对象和干涉仪中的物质相互作用,以引起可以在探测器d处探测到的衍射或莫尔图案。然后可以使用信号处理来分析该图案,以计算暗场或相衬图像,并且如果期望的话,计算常规吸收影像。
[0065]
光栅通常是长方形或正方形形状的,并且优选地如图1所示朝向光源的焦斑聚焦。换句话说,光栅g0、g1和g2是弯曲的,具体地,分别形成具有半径r0、r1和r2的三个假想同心圆柱体的侧表面的相应截面。以这种方式使光栅聚焦提供了更好的信号效率。在图1中,方向x、z表示光栅的两个空间维度,而方向y是平行于系统ia的光轴ox的成像方向。
[0066]
本文主要设想的成像装置ia是全视图型的,其中,光栅g2的空间尺度(当沿着光轴
在透视图中查看时)对应于探测器d的辐射敏感表面的形状和尺寸。在本文设想的某些应用中,诸如胸部成像中,探测器以及因此g2相当大,高达50x 50cm2或对于非医学应用(诸如全身筛查器)甚至更大。换句话说,在全视图系统ia中,分析器光栅g2与探测器d具有大约相同的尺寸。如前面在背景中提到的,生产这样的大尺寸全视图光栅当前是不可能的。相反,分析器光栅g2需要由较小的光栅片块gt组装或“拼接”在一起,以便建立所需尺寸的分析器光栅g2。
[0067]
光栅片块gt自身的制造在本公开的范围外部,并且已经在其他地方详细描述,诸如mohr j等人在“high aspect ratio gratings for x-ray phase contrast imaging”(aip conf.proc.、第1466卷、第41-50页(2012年)出版的)中,以及david c等人在“fabrication of diffraction gratings for hard x-ray phase contrast imaging”(microelectron.eng.、第84卷、第1172-7页(2007年))中描述的。在本公开的背景下使用的光栅片块gt当前可以获得,并且通常是正方形或长方形的,并且具有大约1000微米的厚度(在y方向上)。这样一来,光栅片块gt自身是平面的并且包括两个表面,近侧表面和远侧表面,当沿着方向y使用时,近侧表面更接近于源s。光栅片块的近侧表面在本文中也可以称为“下表面”,而另一个相对的远侧表面称为“上表面”。
[0068]
光栅片块gt包括具有顶部(或上)表面和下表面的光栅衬底或主体。光栅衬底的上表面被刻划为包括一组平行划线或凹槽,在任何两个相邻凹槽之间留有脊。这些凹槽可以通过如先前所描述的蚀刻或光刻技术获得。此外,凹槽部分或全部填充有高z材料,诸如金或铅,从而获得光栅片块gt的一组平行光栅薄片。光栅衬底自身由诸如硅树脂或石墨的适合的材料制成。
[0069]
所提出的制造方法和相关设备允许从现有平面光栅片块有效地生产弯曲光栅组件,从而建立具有任何期望尺寸和/或在干涉式x射线成像中使用的聚焦光栅,特别是吸收光栅或相位光栅。
[0070]
图2示意性地示出了可以利用所提出的方法建立的一种这样的光栅组件ga。光栅范例ga包括以矩阵布局布置的多个光栅片块gt(在图2的范例中的数目为8个)。片块gt在一个方向(比如x)上具有平行对准的其划线图案,并且沿着其他方向z具有彼此配准对准的其划线图案,即凹槽处的凹槽和脊处的脊。
[0071]
光栅片块gt固定到弯曲载体衬底cs。特别地,光栅片块被胶合到载体衬底cs。载体衬底cs的曲率对应于具有半径r2的假想横向圆柱表面的所需曲率。对其施加有胶(未示出)的载体衬底cs迫使光栅符合所需曲率,因为光栅自身自然是平面的,如先前所提到的。
[0072]
期望的是,在成像装置的一系列操作状况期间维持光栅的刻划表面的x、z对准。申请人已经发现,这可以通过使载体衬底cs的热膨胀系数对应于,特别地等于,片块gt的光栅衬底的热膨胀系数来实现。特别地,当光栅片块gt由硅或石墨制成时,具有由玻璃制成的载体衬底cs是有利的,特别是由纯玻璃制成的。更特别地,使用具有与石墨或硅树脂的热膨胀系数相等的热膨胀系数的浮动玻璃的弯曲板,或更特别地硼硅酸盐玻璃。用于载体衬底和光栅衬底的其他材料组合也可以使用,只要它们的热膨胀系数实质上相等或在彼此的容许范围内。
[0073]
在实施例中,载体衬底cs是具有所需曲率或r2的弯曲半径的弯曲玻璃板,其中,其尺寸(区表面)和形状等于(在沿着方向y的透视图中)探测器d的辐射敏感表面的尺寸和形
状。
[0074]
现在参考流程图图3,其图示出了所提出的制造诸如图2所示的光栅组件ga的光栅组件ga的方法的步骤。尽管本文主要设想了分析器光栅g2的生产,但是如果需要的话,所提出的原理同样可以应用于源光栅和/或相位光栅。然而,本文中的主要兴趣确实是光栅g2,因为这是最大的光栅。应当理解,不一定需要在全视图成像器中的使用,并且当仍然需要更大的光栅结构时,光栅组件ga仍然可以在光栅扫描系统中使用。
[0075]
如先前所提到的,所提出的方法允许通过在矩阵结构或布局中将所需数目的光栅片块组合或拼接在一起来有效地组装任何所需尺寸的光栅组件ga。初始地,每个自身是吸收光栅的光栅片块通常是平面的或具有不同于所需的r2之一的自然曲率,并且光栅片块通常是长方形或正方形形状。本文还设想了其他形状。光栅片块不一定全部具有相同的形状和/或尺寸。
[0076]
广泛地,在步骤s310处,所需数目的光栅片块被布置在工作表面上。工作表面使得其允许将光栅片块从它们的自然平面形状固定和预弯曲成所需的曲率r2。
[0077]
如下文将更详细解释的,工作表面可以由分段的一个或多个表面形成,例如真空辅助设备的真空吸盘,但也设想了任何其他工作表面。片块gt的布置可以逐组、一个接一个、或全部或一次完成。优选地,子模块首先通过在第一步骤中在工作表面上布置两个或更多光栅的组来形成,并且然后在一个或多个后续步骤中如此布置光栅片块gt的其他组。每个组中的片块gt可以一次一个地应用或一次应用。优选地,光栅片块gt面朝下或倒置地应用,其中,上表面面向工作表面,使下表面暴露。可以使用停止边缘来辅助对准光栅。
[0078]
为了有效制造,可以在片块gt之间留下间隙,特别是在不同组的片块中,并且可以在任选步骤s320中减少这些间隙。再次,专门设计的工具可以被用于该间隙减小。在一个实施例中,可以通过可朝向彼此移动的真空吸盘来实现间隙减小,如将在下文更充分解释的。
[0079]
在步骤s330处,剩余的现在宽度减小的间隙被密封,使得在后续步骤s340处分配的胶未渗入到光栅片块之间的所述间隙中。胶以点状或线状或其他方式分配在固定光栅片块上。特别地,胶被施加到光栅片块的下表面,因为这些可以如前所述保持倒置。
[0080]
在步骤s350处,在实施例中由玻璃制成的弯曲载体衬底然后被应用到被布置在工作表面上的预弯曲的一组光栅片块。所应用的载体衬底cs的曲率与所保持的光栅的曲率一致,并且因此与用于将光栅片块保持就位并在曲率下的工具vt的工作表面的曲率一致。换句话说,载体衬底cs的曲率与工作表面的曲率配对,以便将光栅片块gt夹在其间。
[0081]
将弯曲载体衬底cs应用到预弯曲的光栅片块的步骤s350包括推动载体衬底与胶接触以将载体衬底cs与光栅片块耦合或结合。备选地,其上具有光栅片块的工作表面可被移动并被推动为与静止的载体衬底cs接触。仍然备选地,向工作表面上的载体衬底和光栅片块两者施加相反的运动,以将它们耦合在一起。
[0082]
在步骤s360中,然后允许胶固化。应当选择胶,使得固化过程不会立即开始,而是可以在特定时间范围内延长,如果需要的话,该时间范围可以允许在任选步骤s370中调节光栅片块的对准,如果需要的话。该任选对准可以例如在激光射束的帮助下完成,激光射束被投影在制造的光栅片块上,并且通过千分尺螺钉或其他方式进行调节,使得在屏幕上获得预定义的衍射图案。然而,出于该目的,将需要将组装的光栅组件gi从工作表面抬起,以允许将其暴露于询问激光射束。此外,或作为备选方案,可以通过显微镜辅助进行调节。然
而,已经观察到,所提出的方法提供了最高的准确度,并且对准调节步骤已过时,因此增加了所提出方法的吞吐量。
[0083]
一旦胶完全固化,光栅组件ga即可使用。优选地,并且如所提到的,在上文所描述的步骤中,光栅片块倒置布置在凹形(相对于平面视图方向y)弯曲工作表面上,即,上表面指向工作表面ss,并且因此在弯曲衬底远侧。换句话说,玻璃cs被应用到光栅的背面。将光栅倒置固定到凹面工作表面上确保光栅片块的薄片分开,与它们凸面弯曲时压缩相反,从而确保良好的聚焦性质。
[0084]
在步骤s340中使用的胶需要是x射线兼容的。此外,在2000-10000mpa
·
s(cp)的范围内,特定粘度是期望的。
[0085]
尽管上文所提到的步骤中的一些或全部可以在装配线中手动执行,但是本文还设想了所提出的方法的至少部分或完全自动化。在该方面,现在参考至少部分自动化的制造链mc,如图4图解地示出的。
[0086]
广泛地,制造链mc包括上文所提到的具有弯曲工作表面的工具,光栅片块gt布置在该工具表面上。该工具在本文中可以被称为真空台vt,这将在下文更详细地解释。所提出的方法可以由在控制逻辑cl的指导下协同操作的单个或多个机器人设备执行,如在诸如计算设备的处理单元pu上实施的。
[0087]
一个或多个机器人设备可以包括片块分配器td。片块分配器可以包括适合的臂或递送设备a1,如上文所解释的,其将片块一个接一个地、一次地或优选地成组地布置在真空台vt的弯曲工作表面上。臂a1可以终止于允许分配光栅片块的适合的末端执行器。哦像手一样,铰接结构可以使用基于真空的末端执行器。
[0088]
在该实施例中,真空台的工作表面的曲率对应于预期成像系统ia的假想横向圆柱表面的所需曲率,如上文关于图1所提到的。
[0089]
具有第三递送部件a3(诸如机器人臂)的胶分配器gd机器人单元被用于将胶施加在真空台vt的工作表面上的先前布局的光栅片块上。适合于胶分配器gd的末端执行器包括喷嘴,可能具有压电尖端部分,胶通过该压电尖端部分排出。还设想了其他末端执行器。
[0090]
在示意性侧视图中的图4实施例中,真空台工作表面的曲率是凹面,其中,凹面载体衬底cs(弯曲玻璃板)由载体衬底分配器cd从上面应用。在备选实施例中,也设想了“双”实施例或台vt和具有相反的曲率的载体衬底。然而,如上文所提到的,将光栅倒置抵着凹面表面确保了薄片的有利扩散而不是不太有利的压缩。
[0091]
另一机器人单元,载体衬底分配器cd,可以包括递送部件,诸如机器人臂a2,具有适合地形成的末端执行器,诸如吸盘,其与弯曲载体衬底cs接合并通过将载体衬底推动到胶上以将其与布置在真空台vt上的光栅片块耦合从顶部应用其。一旦耦合,工艺a2释放载体衬底。
[0092]
载体衬底可以从通过将其在烘箱或窑炉ov中的阳模上在适合的温度下弯曲而形成为期望曲率的弯曲玻璃板获得。模具可以形成为金属块,诸如铝块,或粘土块,优选石墨块,或其他,其具有带有所需曲率的暴露表面,先前平坦的玻璃板在热量的影响下弯曲在该表面上。
[0093]
如上文在图4中使用的用于自动化制造系统mc的术语“臂”将广义解释,并且包括任何设备或其部分,无论是否铰接,其能够执行上文所描述的步骤或动作中的任何一个或
多个或全部。
[0094]
现在参考图5a-5c,图5a-5c示出了制造辅助部件,即真空台vt的更多细节。
[0095]
图5a是沿着z方向,即沿着光栅的薄片/划线延伸的纵向方向的侧视图中的真空台的示意图,而图5b是沿着光轴方向y的平面视图。图5c是另一侧视图,其中,视图方向垂直于图5a的视图方向。
[0096]
真空台包括框架tb。一组真空吸盘vc=vc1-vc4可滑动地布置在滑动装置si上,优选地在矩阵布局中。真空吸盘是块并且形成工作表面的分段。更特别地,真空吸盘vc1-4分别包括接收表面ss1和ss2,其在该实施例中一起形成凹形工作表面,在该凹形工作表面上可以接收光栅片块。图5a中示出了仅一个这样的吸盘vc1,其沿着延伸到图5a的绘图平面中的视图方向z,阻碍了在吸盘vc1后面依次布置的其他吸盘vc2-4的视图。
[0097]
每个真空吸盘vc包括形成在接收表面ss1、ss2中并且优选地与接收表面ss1、ss2齐平的一个或多个抽吸口sp1、sp2。抽吸口sp1、sp2经由一组优选柔性的导管,诸如软管或管,与真空泵vp连通耦合。在如由真空泵vp施行的真空的施加时,分别布置在接收表面ss1、ss2上的个体光栅gt被固定并由通过抽吸口sp1、sp2施加的真空抽吸力强迫成弯曲形状。然后通过一个或多个抽吸口将每个个体光栅片块保持到位置中并在所需弯曲形状中,以便准备好接收从上方应用的载体衬底cs。
[0098]
如图5b、c中的双箭头所示,真空吸盘vc1-4是可移动的,以便通过在滑动装置sa上滑动吸盘vc来增加或减小相邻真空吸盘vc1、vc2之间的间隙,并且因此片块gt之间的间隙。滑动装置sa可以被布置为一组导轨或类似物,真空吸盘可沿着其滑动。滑动可以由动力致动器自动完成,诸如伺服或步进电机,或其他机动装置。备选地,滑动可以由用户通过适合的一组手动致动器手动实现,诸如精密测微螺钉或其他。在手动或外部供电的每个实施例中,sa优选地包括足够精细的齿轮机构,其允许以适当的小步长减小间隙以更好地管理接近和更精确的定位。
[0099]
真空吸盘的运动被适当地约束为线性的并且优选地平行于划线沿其延伸的过程,在图5a中,划线延伸到绘图平面中。换句话说,真空吸盘的运动被约束为方向z,与如图6所示延伸的划线相同的方向。
[0100]
为了促进真空台vt的转换以用于制造具有不同曲率需求r’≠r2的光栅组件ga,在某些实施例中,吸盘vc是可移除的并且可由新的一组吸盘(未示出)替换,其接收表面ss’(未示出)以不同的(现在要求的)曲率r’形成。在实施例中可以提供用于将导管l连接/重新连接到新吸盘的抽吸口sp的快速连接器,以进一步促进转换。在用于将吸盘耦合/分离到滑块sa和/或框架tb中的实施例中设想了类似的快速释放机构。
[0101]
如先前所提到的,优选地光栅成组地应用,其中一个、两个或更多个被应用到真空吸盘vc1的给予接收表面ss1。例如,下一组片块然后被应用到另一真空吸盘vc2。一旦通过真空施加和固定,相邻的吸盘使用滑动装置开始运动,以便现在减小真空吸盘之间的间隙,并且因此两个真空吸盘上的光栅。这可以重复,直到所有的光栅片块被适合地弯曲和以减小的间隙隔开。
[0102]
为了适合地对准每个真空吸盘的光栅,可以使用停止边缘se。边缘se可以固定地布置或优选地可移除地安装在吸盘vc1、vc2中的每个上并且可从吸盘vc1、vc2中的每个移除。
[0103]
更详细地,在一些(但不是全部)实施例中,停止边缘se实质上是弓形并且被弯曲以符合吸盘vc的接收表面ss的曲率。停止边缘se允许平行对准吸盘vc1上的光栅片块gt1、2。在弓形实施例中,当安装时,停止边缘se相对于接收表面ss1、ss2升高,如图5c所示。停止边缘se允许通过推动相应的片块边缘(优选较长的片块gt1、2边缘)与停止边缘se邻接和抵靠来对准光栅。然后通过施加真空来固定光栅片块,在该点处,可以移除停止边缘se并将其固定到下一滑动真空吸盘vc2,等等。例如,在弓形实施例中的一些中,停止边缘包括与真空吸盘的接收表面ss1和ss2中的孔配合的销。
[0104]
在备选和优选的实施例中,停止边缘se未安装在接收表面ss1、ss2上,使得更多的表面ss1、ss2区可用。在这样的实施例中,停止边缘不是弓形的,而是可以形成为矩形板的部分,该矩形板固定到相应吸盘vc的相应侧表面之一(具有z作为法线的侧表面),板的上边缘不齐平,而是升高到相应真空吸盘的相应(弯曲)边缘。然后板的该升高部分形成停止边缘se。
[0105]
停止边缘se可以在手动组装中手动移动,或者停止边缘se可以通过片块分配器td的机器人臂的适合的末端执行器的动作来移动,如上文结合图4所提到的。在本文中假定光栅片块具有足够精确的正交形状。此外,假定划线的取向平行于片块gt的一个边缘,优选地它的短边缘。然后,停止边缘se的应用保证了所有光栅片块的足够对准准确度和
±
0.03
°
内所有刻线的平行取向。
[0106]
图5b示出了台vc的弯曲表面的平面视图(在该视图中曲率不可见),其中,每个真空吸盘的两个抽吸口暴露。在图5b的表示中,真空吸盘已被移动以便使它们之间的间隙最小化,因此将工作表面形成为光滑的、凹形弯曲的表面,该表面从上面与载体衬底cs耦合,从而将光栅片块夹在其中之间。现在参考图6-8更详细地描述和图示上文所描述的步骤。
[0107]
现在首先参考图6a-d,这些以平面视图示出了如上文结合图3的流程图和图5的真空台vc所提到的片块布置步骤和间隙减小步骤的更多细节。
[0108]
特别地,如图6a中的平面视图所示,两个光栅片块g1、g2被应用到第一吸盘vc1的接收表面ss1。这两个(或更多个)光栅片块gt1、2形成第一组,或者“子模块”。所述吸盘上的光栅的组使用停止边缘se对准。每个吸盘的片块gt1、gt2之间也存在小间隙,并且通过引入临时引入的距离片、测隙规(例如大约50μm厚度的箔)来确保该间隙,一旦两个相邻的片块gt1、gt2使其(优选地短边缘)正确定位和定距,将其移除。
[0109]
现在通过抽吸口sp1(在图6a中未示出,因为中间光栅片块)施加真空,以分别在形状和位置方面推动和固定两个光栅。现在对下一吸盘上的后续光栅gt3、gt4重复相同的步骤,特别地相邻的吸盘vc2等等,直到真空台的整个表面被布局在光栅片块中。
[0110]
图6中的实施例示出了正在使用的8个光栅片块,但是这将被理解为示范性的。在实施例中,每个真空吸盘布置单个光栅片块或超过两个被如此布置。在实施例中,可能不必在每个真空吸盘上布置相同数目的光栅片块,但是在实施例中该数目可以不同。
[0111]
如图6b中可以看到的,停止边缘se被重新定位以现在被固定到第二真空吸盘vc2,以促进在第二吸盘vc2上对准下一组光栅片块gt3、4。测隙规可以被用于确保针对剩余吸盘的正确的光栅间距等。一旦对准和定位,将真空施加到第二吸盘vc2以固定光栅片块,并且移除停止边缘se/测隙规。
[0112]
图6c是间隙减小步骤的图示,其中,滑动装置sa已被用于移动吸盘中的两个,其
中,它们的片块布局在其上更接近在一起,以减小两组片块gt1、2和gt3、4之间的间隙。间隙减小步骤可以在整个工作表面已经布局有光栅片块之后最后完成,或者一旦光栅片块已经布局在它们的表面上,其可以对每两个相邻的真空吸盘逐步完成。两个相邻吸盘上的片块gt1、gt3如此定位,使得一旦两个相邻吸盘vc1、vc2滑入邻接,则在跨相邻吸盘vc1、vc2的片块gt1、gt3的相对边缘之间的正确距离被实现。
[0113]
图6d现在示出了在将真空吸盘拉到一起之后减小的所有间隙,如由滑动装置sa促进的。范例八个光栅片块gt1-gt8现在以适合的间隔布置并对准。
[0114]
图7a-c示出了布置步骤的进一步细节,其中,光栅通过真空泵的操作被预弯曲成期望的曲率。
[0115]
图7a以侧视图示出了真空台的一部分,其中,一个真空吸盘vc在其表面ss1上布置有两个光栅片块gt1和gt2。
[0116]
在图7b中,胶以点状或线状施加到光栅片块在每个光栅片块上。如先前所提到的,胶gl优选地是x射线兼容的,使得它不在x射线曝光时分解或仅在十多年的预定义寿命或其他预定义占空比之后才分解。
[0117]
图7c示出了在这种情况下从顶部应用玻璃表面cs的子步骤,所述玻璃表面与真空吸盘vc1、2的接收表面ss1、ss2的凹表面配合。弯曲玻璃表面cs抵着真空台推动,以便使胶散开以促进固定。施加的胶量是基于光栅片块的粘度和尺寸以及密封部件at的厚度来精确计算的(参见下面的图8),以实现胶在每个光栅片块上的均匀散布。优选地,施加到相应光栅片块的胶的每个部分应该实质上贯穿整个相应的片块表面散布。当选择正确的粘度时考虑曲率的梯度,因为胶当被施加时倾向于在从光栅片块边缘到中心的方向上流动。正确的粘度是优选的,因为如果粘度被配置太低,则胶将集中在光栅片块的中心(参见图7a)。然而,如果粘度被配置太高,则胶gl将不均匀地分布在光栅与应用的载体衬底cs之间。
[0118]
优选地,在实施例中,胶以若干点/斑点的形式施加,其位置被确定以考虑光栅片块的(下)表面的曲率和胶的粘度。
[0119]
在实施例中,胶gl以离散的定量施加以形成优选地等距的斑点网格。胶的分配可以顺序或并行完成。每个胶团,一旦施加,倾向于流动和扩散。如果胶gl是按顺序施加的,则粘度、斑点体积和定时确保在分配流程结束时,斑点尚未合并,但仍优选形成离散图案,尽管早期施加的斑点现在可能已经比一旦以后施加的扩散更多。仅当载体衬底cs被应用并推动抵靠光栅片块gt时,斑点将会扩散和合并以形成覆盖片块区的均匀胶层(减少密封部件at的占地面积,如下文图8中所讨论的)。
[0120]
胶的热膨胀系数将与载体cs和光栅片块的热膨胀系数不同。然而,这不会不利地干扰,因为已观察到胶在载体cs与光栅之间形成“浮动”缓冲或衬垫,因此避免了在其他情况下可能由某些温度梯度引起的未对准。
[0121]
为了避免胶gl意外溢出到两个相邻光栅片块gt1、2之间的片间间隙中,在上述密封步骤中应用密封部件at。在该步骤中,在施用胶之前应用密封材料,诸如胶带,以便密封光栅片块间间隙,并且优选地也密封光栅片块组件的最外边缘,如图8a中的平面视图所示。
[0122]
粘合剂类型优选地由聚酰亚胺制成,例如kapton(tm),并且在示范性实施例中,大约50μm厚和大约6-10mm宽。在其他实施例中也设想了其他尺寸测量结果。
[0123]
侧视图图8b示出了胶带at系统,其被应用以防止胶泄漏到吸盘的工作表面上。特
别地,防止了胶泄漏到片块间间距中或超出组件的外边缘。
[0124]
在本文中建议将胶带留下就位,如图8b所示,换句话说,胶带图案形成准备好的光栅组件ga的整体部分,并且胶带的厚度限定了要由胶填充的间隙。
[0125]
返回参考图4中的制造链,将理解,一些或所有步骤可以由单个、两个或三个以上机器人单元完成。为了清楚起见,在图4中,每个步骤已经由要执行的专用机器人单元示出,但是这不一定是这样,并且一些机器人单元可以执行多个或一个制造步骤。控制逻辑cl可以布置在中央计算机上,但也可以跨超过一台计算机的网络布置。控制逻辑可以被布置于在相应机器人单元处布置的专用、硬连线或可编程微处理器中。每个机器人单元的相应控制逻辑可以通过适合的网络基础设施通信以同步操作步骤。
[0126]
在本发明的另一示范性实施例中,提供了一种计算机程序或一种计算机程序单元,其特征在于适于在适当的系统上执行根据前面的实施例之一所述的方法的方法步骤。
[0127]
因此,所述计算机程序单元可以被存储在计算机单元上,所述计算机单元也可以是本发明的实施例的部分。该计算单元可以适于执行以上描述的方法的步骤或诱发以上描述的方法的步骤的执行。此外,其可以适于操作以上描述的装置的部件。所述计算单元能够适于自动地操作和/或执行用户的命令。计算机程序可以被加载到数据处理器的工作存储器中。所述数据处理器由此可以被装备为执行本发明的方法。
[0128]
本发明的该示范性实施例涵盖从一开始就使用本发明的计算机程序和借助于更新将现有程序转变为使用本发明的程序的计算机程序两者。
[0129]
更进一步地,所述计算机程序单元能够提供实现如以上所描述的方法的示范性实施例的流程的所有必需步骤。
[0130]
根据本发明的另一示范性实施例,提出了一种计算机可读介质,例如cd-rom,其中,所述计算机可读介质具有存储在所述计算机可读介质上的计算机程序单元,所述计算机程序单元由前面部分描述。
[0131]
计算机程序可以被存储/分布在合适的介质(具体地但非必要地,非瞬态介质)上,例如与其他硬件一起提供或作为其他硬件的部分提供的光学存储介质或固态介质,但计算机程序可也可以以其他形式来分布,例如经由因特网或者其他有线或无线电信系统分布。
[0132]
然而,所述计算机程序也可以存在于诸如万维网的网络上并能够从这样的网络中下载到数据处理器的工作存储器中。根据本发明的另一示范性实施例,提供了一种用于使得计算机程序单元可用于下载的介质,其中,所述计算机程序单元被布置为执行根据本发明的之前描述的实施例之一所述的方法。
[0133]
必须指出,本发明的实施例参考不同主题加以描述。具体而言,一些实施例参考方法类型的权利要求加以描述,而其他实施例参考设备类型的权利要求加以描述。然而,本领域技术人员将从以上和下面的描述中了解到,除非另行指出,除了属于一种类型的主题的特征的任何组合之外,涉及不同主题的特征之间的任何组合也被认为由本技术公开。然而,所有特征能够被组合以提供超过特征的简单加和的协同效应。
[0134]
尽管已经在附图和前面的描述中详细说明和描述了本发明,但这样的说明和描述被认为是说明性或示范性的而非限制性的。本发明不限于所公开的实施例。通过研究附图、说明书和从属权利要求,本领域的技术人员在实践请求保护的本发明时能够理解和实现所公开的实施例的其他变型。
[0135]
在权利要求中,词语“包括”不排除其他单元或步骤,并且,词语“一”或“一个”并不排除多个。单个处理器或其他单元可以履行权利要求书中记载的若干项目的功能。尽管在互不相同的从属权利要求中记载了特定措施,但是这并不指示不能有利地使用这些措施的组合。权利要求中的任何附图标记不应被解释为对范围的限制。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1