装饰片和装饰树脂成型品的制作方法
1.本发明涉及具有凹凸形状、兼备优异的成型性和耐药品性的装饰片以及装饰树脂成型品。
背景技术:
2.车辆内装部件、建材内装材料、家电框体等使用在树脂成型品的表面叠层有装饰片的装饰树脂成型品。作为这样的装饰树脂成型品的成型方法,已知有嵌件成型法(例如参照专利文献1)、注射成型同时装饰法(例如参照专利文献2、专利文献3)等。其中,嵌件成型法是利用真空成型模具预先将装饰片成型为立体形状,将该成型片插入注射成型模具,将流动状态的树脂向模具内注射,由此使树脂与成型片一体化的方法。注射成型同时装饰法是使在注射成型时插入模具内的装饰片与注射注入腔室内的熔融树脂一体化,对树脂成型体表面实施装饰的方法。
3.近年来,伴随消费者需求的多样化,寻求具有多种多样的设计性的装饰树脂成型品。为了满足这样的多样化的消费者需求,希望开发出具有表面的凹凸形状所带来的设计感、手触感等的装饰树脂成型品。
4.为了制造表面具有凹凸形状的装饰树脂成型品,例如可以使用表面预先形成有凹凸形状的装饰片。但是,在使用具有凹凸形状的装饰片制造装饰树脂成型品的情况下,在将装饰片提供于注射成型或在此之前的预成型(真空成型)时,凹凸形状因热或压力而变形或消失等,存在难以维持凹凸形状的问题。
5.现有技术文献
6.专利文献
7.专利文献1:日本特开2004-322501号公报
8.专利文献2:日本特公昭50-19132号公报
9.专利文献3:日本特公昭61-17255号公报
技术实现要素:
10.发明要解决的技术问题
11.如上所述,近年来希望开发出具有表面的凹凸形状所带来的设计感、手触感等的装饰树脂成型品,但在使用具有凹凸形状的装饰片制造装饰树脂成型品的情况下,在将装饰片提供于注射成型或在此之前的预成型(真空成型)时,凹凸形状因热或压力而变形或消失等,存在难以维持凹凸形状的问题。
12.另外,近年来,制造装饰树脂成型品所使用的装饰片除了需要具有成型性之外,还需要具有对装饰树脂成型品赋予对于日常生活中使用的各种制品的耐污染性的功能。特别是近年来存在防晒化妆品等的护肤品、含醇药品等的使用越来越多的倾向,涂抹了这种护肤品等的皮肤接触装饰树脂成型品、以及含醇药品附着于装饰树脂成型品的频率增多,更强烈地希望装饰片对于对树脂的表面侵蚀性高的药品具有更优异的耐药品性。
13.在这样的状况下,本发明的主要目的在于提供一种外侧的表面具有凹凸形状的装饰片,该装饰片即使成型也能够适当地维持该凹凸形状,并且具有优异的耐药品性。并且,本发明的目的还在于提供利用了该装饰片的装饰树脂成型品、以及它们的制造方法。
14.用于解决技术问题的技术手段
15.为了解决上述技术问题,本发明的发明人进行了潜心研究,结果发现一种装饰片,其是外侧的表面具有凹凸形状的装饰片,从外侧至少依次设有构成上述凹凸形状的第一保护层、和第二保护层,并且,由含有电离辐射固化性树脂和热塑性树脂的树脂组合物的固化物形成第一保护层,且由含有聚碳酸酯(甲基)丙烯酸酯的电离辐射固化性树脂组合物的固化物形成第二保护层,由此,即使成型也能够适当地维持凹凸形状,并且能够发挥优异的耐药品性。
16.另外,本发明的发明人还发现了一种装饰片,其是外侧的表面具有凹凸形状的装饰片,从外侧至少依次具有构成上述凹凸形状的第一保护层、和第二保护层,并且,由含有电离辐射固化性树脂和热塑性树脂的树脂组合物的固化物形成第一保护层,且由电离辐射固化性树脂组合物的固化物形成第二保护层,并且,第二保护层在23℃时的拉伸弹性模量为500mpa以下,且在200℃以下不存在热软化点,由此,即使成型也能够适当地维持凹凸形状,并且能够发挥优异的耐药品性。
17.本发明是基于这样的认知,进一步反复进行研究而完成的。
18.即,本发明提供以下所示的方式的发明。
19.项1.一种装饰片,其是外侧的表面具有凹凸形状的装饰片,其中,
20.从上述外侧至少依次具有构成上述凹凸形状的第一保护层、和第二保护层,
21.上述第一保护层由含有电离辐射固化性树脂和热塑性树脂的树脂组合物的固化物形成,
22.上述第二保护层由含有聚碳酸酯(甲基)丙烯酸酯的电离辐射固化性树脂组合物的固化物形成。
23.项2.一种装饰片,其是外侧的表面具有凹凸形状的装饰片,其中,
24.从上述外侧至少依次具有构成上述凹凸形状的第一保护层、和第二保护层,
25.上述第一保护层由含有电离辐射固化性树脂和热塑性树脂的树脂组合物的固化物形成,
26.上述第二保护层由电离辐射固化性树脂组合物的固化物形成,
27.上述第二保护层在23℃时的拉伸弹性模量为500mpa以下,并且在200℃以下不存在热软化点。
28.项3.如项1或2所述的装饰片,其中,上述第二保护层具有沿着上述第一保护层的上述凹凸形状的凹凸形状。
29.项4.如项1~3中任一项所述的装饰片,其中,在上述第一保护层中,上述树脂组合物以10∶90~25∶75的质量比含有电离辐射固化性树脂和热塑性树脂。
30.项5.如项1~4中任一项所述的装饰片,其中,在上述第一保护层中,上述热塑性树脂的重均分子量处于9万以上15万以下的范围内。
31.项6.如项1~5中任一项所述的装饰片,其中,在上述第一保护层中,上述电离辐射固化性树脂所含的单体的官能团数处于2~6的范围内。
32.项7.如项1~6中任一项所述的装饰片,其中,在上述第一保护层中,上述电离辐射固化性树脂所含的单体的分子量处于200以上2000以下的范围内。
33.项8.如项1~7中任一项所述的装饰片,其中,上述第二保护层的与上述第一保护层相反一侧的表面叠层有基材层。
34.项9.如项1~8中任一项所述的装饰片,其中,上述第二保护层的与上述第一保护层相反一侧的表面叠层有底涂层。
35.项10.如项1~9中任一项所述的装饰片,其中,上述外侧的表面的算数平均粗糙度ra为0.1μm以上100μm以下。
36.项11.如项1~10中任一项所述的装饰片,其中,上述装饰片在嵌件成型法或注射成型同时装饰法中使用。
37.项12.一种装饰树脂成型品,其是外侧的表面具有凹凸形状的装饰树脂成型品,其中,
38.从上述外侧至少依次具有构成上述凹凸形状的第一保护层、第二保护层和成型树脂层,
39.上述第一保护层由含有电离辐射固化性树脂和热塑性树脂的树脂组合物的固化物形成,
40.上述第二保护层由含有聚碳酸酯(甲基)丙烯酸酯的电离辐射固化性树脂组合物的固化物形成。
41.项13.一种装饰树脂成型品,其是外侧的表面具有凹凸形状的装饰树脂成型品,其中,
42.从上述外侧至少依次具有构成上述凹凸形状的第一保护层、第二保护层和成型树脂层,
43.上述第一保护层由含有电离辐射固化性树脂和热塑性树脂的树脂组合物的固化物形成,
44.上述第二保护层由电离辐射固化性树脂组合物的固化物形成,
45.上述第二保护层在23℃时的拉伸弹性模量为500mpa以下,并且在200℃以下不存在热软化点。
46.项14.一种装饰树脂成型品的制造方法,其包括通过在项1~11中任一项所述的装饰片的与具有上述凹凸形状的表面相反一侧的表面注射树脂而叠层成型树脂层的工序。
47.发明效果
48.根据本发明,提供一种外侧的表面具有凹凸形状的装饰片,该装饰片即使成型也能够适当地维持该凹凸形状,并且具有优异的耐药品性。并且,根据本发明,还能够提供利用了该装饰片的装饰树脂成型品、以及它们的制造方法。
附图说明
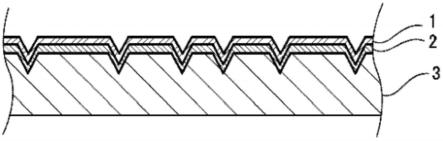
49.图1是本发明的装饰片的一个方式的截面结构的示意图。
50.图2是本发明的装饰片的一个方式的截面结构的示意图。
51.图3是本发明的装饰树脂成型品的一个方式的截面结构的示意图。
具体实施方式
52.1.装饰片
53.本发明的第一实施方式的装饰片是外侧的表面具有凹凸形状的装饰片,其特征在于,从外侧至少依次具有构成上述凹凸形状的第一保护层、和第二保护层,第一保护层由含有电离辐射固化性树脂和热塑性树脂的树脂组合物的固化物形成,第二保护层由含有聚碳酸酯(甲基)丙烯酸酯的电离辐射固化性树脂组合物的固化物形成。第一实施方式的装饰片通过具有这样的特定的构成,即使成型也能够适当地维持凹凸形状,并且能够发挥优异的耐药品性。
54.另外,本发明的第二实施方式的装饰片是外侧的表面具有凹凸形状的装饰片,其特征在于,从外侧至少依次具有构成上述凹凸形状的第一保护层、和第二保护层,第一保护层由含有电离辐射固化性树脂和热塑性树脂的树脂组合物的固化物形成,第二保护层由电离辐射固化性树脂组合物的固化物形成,第二保护层在23℃时的拉伸弹性模量为500mpa以下,并且在200℃以下不存在热软化点。第二实施方式的装饰片通过具有这样的特定构成,即使成型也能够适当地维持凹凸形状,并且能够发挥优异的耐药品性。
55.下面对本发明的第一实施方式的装饰片和第二实施方式的装饰片进行详细说明。在以下说明中,对于第一实施方式和第二实施方式中通用的事项,不特别明确地进行说明。而对于第一实施方式或第二实施方式所特有的事项,会明确是关于第一实施方式或第二实施方式的说明。其中,在本说明书中,除了明确记载为“以上”、“以下”的部分以外,“~”所表示的数值范围也意味着“以上”、“以下”。例如2~15mm的表述意味着2mm以上15mm以下。另外,在本说明书中,“(甲基)丙烯酸酯”意指“丙烯酸酯或甲基丙烯酸酯”,其他的类似表述也是同样的含义。另外,本发明的装饰片也可以不具有图案层等,例如可以是透明的。
56.装饰片的叠层结构
57.本发明的装饰片在外侧的表面具有凹凸形状,具有从外侧至少依次叠层有构成上述凹凸形状的第一保护层、和第二保护层的叠层结构。
58.在本发明的装饰片中,为了提高装饰片的保形性等目的,可以在第二保护层的与上述第一保护层相反一侧的表面设有基材层3。另外,为了提高第二保护层与位于其下的层(例如基材层3、图案层5等)的密合性,可以根据需要在第二保护层的与上述第一保护层相反一侧的表面的下方紧邻设有底涂层4。
59.另外,为了赋予装饰性的目的,可以根据需要在第二保护层的与上述第一保护层相反一侧的表面设有图案层5。例如,在设置基材层3和底涂层4的情况下,可以在基材层3与底涂层4之间设置图案层5。
60.另外,为了抑制基材层3的颜色的变化和不匀的目的,可以根据需要在基材层3与第二保护层2之间设有遮蔽层(未图示)。例如,在设置底涂层4的情况下,该遮蔽层可以设于基材层3与底涂层4之间,另外,在设置图案层5的情况下,该遮蔽层可以设于基材层3与图案层5之间。
61.另外,为了提高耐磨损性(耐划伤性)的目的,可以根据需要在第二保护层的与上述第一保护层相反一侧的表面设有透明树脂层(未图示)。例如,在设置底涂层4和图案层5的情况下,该透明树脂层可以设于图案层5与底涂层4之间。
62.并且,在本发明的装饰片中,为了在装饰片成型时提高与成型树脂的密合性的目
的,可以根据需要在装饰片的背面(与第一保护层1相反一侧的表面)设有背面粘接层(未图示)。
63.作为本发明的装饰片的叠层结构的示例,可以列举:第二保护层/第一保护层叠层而成的叠层结构;基材层3/第二保护层/第一保护层叠层而成的叠层结构;基材层3/底涂层4/第二保护层/第一保护层依次叠层而成的叠层结构;基材层3/图案层5/第二保护层/第一保护层依次叠层而成的叠层结构;基材层3/图案层5/底涂层4/第二保护层/第一保护层依次叠层而成的叠层结构;基材层3/图案层5/透明树脂层/底涂层4/第二保护层/第一保护层依次叠层而成的叠层结构等。
64.在图1中,作为本发明的装饰片的叠层结构的一个方式,表示基材层3/第二保护层/第一保护层叠层而成的装饰片的截面图。在图2中,作为本发明的装饰片的叠层结构的一个方式,表示基材层3/图案层5/底涂层4/第二保护层/第一保护层依次叠层而成的装饰片的截面图。
65.装饰片的各层的组成
66.[基材层3]
[0067]
基材层3是在本发明的装饰片中发挥作为支撑体的作用的树脂片(树脂膜)。基材层3所使用的树脂成分没有特别限制,根据三维成型性和与成型树脂的匹配性等适当选择即可,优选列举由热塑性树脂构成的树脂膜。作为该热塑性树脂,具体可以列举丙烯腈-丁二烯-苯乙烯树脂(以下也有时记作“abs树脂”)、丙烯腈-苯乙烯-丙烯酸酯树脂(以下也有时记作“asa树脂”)、丙烯腈-乙烯-丙烯-二烯-苯乙烯树脂、丙烯酸树脂、聚丙烯、聚乙烯等聚烯烃树脂、聚碳酸酯树脂、氯乙烯树脂、聚对苯二甲酸乙二醇酯(pet)等。这些之中,从三维成型性的观点考虑,优选abs树脂和丙烯酸树脂。另外,基材层3可以由这些树脂的单层片材形成,也可以由同种或不同种树脂的多层片材形成。
[0068]
关于基材层3的弯曲弹性模量,没有特别限制。例如,在利用嵌件成型法使本发明的装饰片与成型树脂一体化的情况下,本发明的装饰片的基材层3的25℃时的弯曲弹性模量可以列举500~4,000mpa,优选列举750~3,000mpa。在此,25℃时的弯曲弹性模量是基于jis k7171测得的值。25℃时的弯曲弹性模量为500mpa以上时,装饰片具备足够的刚性,即使供于嵌件成型法,表面特性与成型性也会变得更好。另外,25℃时的弯曲弹性模量为3,000mpa以下时,在以辊对辊方式制造的情况下,能够施加足够的张力,不易发生松弛,因而能够重复印刷而不会发生图案的移位,所谓的图案对位良好。
[0069]
关于基材层3,为了提高与其上设置的层的密合性,可以根据需要对单面或两面实施氧化法或凹凸化法等的物理或化学的表面处理。作为基材层3的表面处理而进行的氧化法,可以列举例如电晕放电处理、铬氧化处理、火焰处理、热风处理、臭氧紫外线处理法等。另外,作为基材层3的表面处理而进行的凹凸化法,可以列举例如喷砂法、溶剂处理法等。这些表面处理可以根据构成基材层3的树脂成分的种类适当选择,从效果和操作性等的观点出发,优选列举电晕放电处理法。
[0070]
并且,基材层3还可以实施公知的形成粘接层等的处理。
[0071]
并且,基材层3可以使用着色剂进行着色,也可以不进行着色。另外,基材层3可以是无色透明、着色透明和半透明的任意形态。作为基材层3所使用的着色剂,没有特别限定,优选列举在150℃以上的温度条件下也不变色的着色剂,具体可以列举已知的干颜料、膏状
颜料、母料树脂组合物等。
[0072]
基材层3的厚度可以根据装饰片的用途、与成型树脂一体化的成型法等适当设定,通常可以列举25~1000μm左右、50~700μm左右。进一步具体而言,在将本发明的装饰片供于嵌件成型法时,作为基材层3的厚度,通常可以列举50~1000μm左右、优选100~700μm左右、更优选100~500μm左右。另外,在将本发明的装饰片供于注射成型同时装饰法时,作为基材层3的厚度,通常可以列举25~200μm左右、优选50~200μm左右、更优选70~200μm左右。
[0073]
[第一保护层1]
[0074]
第一保护层1构成装饰片的外侧的表面的凹凸形状。另外,第一保护层1由含有电离辐射固化性树脂和热塑性树脂的树脂组合物的固化物形成。在本发明的装饰片中,由含有电离辐射固化性树脂和热塑性树脂的树脂组合物的固化物构成具有凹凸形状的第一保护层1,并且具有后述的第二保护层2,由此,在成型后也能够适当地维持成型前的凹凸形状,并且能够发挥优异的耐药品性。即,在本发明的装饰片中,从外侧由特定的树脂组合物的固化物依次形成第一保护层1和第二保护层2,能够兼顾凹凸形状的维持和优异的耐药品性。
[0075]
<凹凸形状>
[0076]
本发明的装饰片的外侧的表面的凹凸形状是第一保护层1的凹凸形状。关于第一保护层1所具有的凹凸形状,没有特别限制,根据想要赋予的设计感等适当设定即可。作为该凹凸形状,例如可以列举线条花纹、木纹花纹、几何学花纹(点状、条状、碳纤维状等)等。另外,关于后述的第二保护层2,可以不具有凹凸形状,但优选具有沿着第一保护层1的凹凸形状的凹凸形状。
[0077]
另外,关于第一保护层1所具有的凹凸形状的凸部的高度、凸部的宽度、相邻的凸部间的间隔、凹部的宽度等,根据想要对装饰树脂成型品赋予的设计感等适当设定即可。
[0078]
例如,作为第一保护层1的表面(即装饰片的外侧的表面)的算数平均粗糙度(ra),从由凹凸形状赋予优异的设计感的观点出发,通常可以列举1~20μm、优选5~20μm、更优选10~20μm。
[0079]
在本发明的装饰片中,为了对装饰片赋予凹凸形状所带来的高质感,第一保护层1的凹凸形状形成于至少部分区域即可。即,在本发明的装饰片中,外侧表面的凹凸形状可以形成于部分区域,也可以形成于全部区域。
[0080]
第一保护层1的凹凸形状的凹部可以到达位于第一保护层1之下的第二保护层2,进而也可以到达例如底涂层4、图案层5、基材层3等。从有效地抑制装饰片在注射成型时凹凸形状消失、变形等的观点出发,优选凹凸形状的凹部到达基材层3。
[0081]
<组成>
[0082]
第一保护层1由含有电离辐射固化性树脂和热塑性树脂的树脂组合物的固化物形成。作为第一保护层1中的电离辐射固化性树脂与热塑性树脂的比例,以质量比计,优选电离辐射固化性树脂∶热塑性树脂=10∶90~25∶75,更优选为15∶85~25∶75左右,进一步优选为20∶80~25∶75左右。
[0083]
作为热塑性树脂,没有特别限制,优选列举丙烯酸树脂、丙烯酸改性聚烯烃树脂、氯化聚烯烃树脂、氯乙烯-乙酸乙烯酯共聚物、热塑性聚氨酯树脂、热塑性聚酯树脂、聚酰
胺树脂、橡胶系树脂等。这些之中,从兼备凹凸形状的维持和优异的耐药品性的观点出发,特别优选丙烯酸树脂。
[0084]
作为丙烯酸树脂,可以列举(甲基)丙烯酸酯的均聚物、2种以上的不同的(甲基)丙烯酸酯单体的共聚物、或(甲基)丙烯酸酯与其他单体的共聚物,具体而言,优选使用由聚(甲基)丙烯酸甲酯、聚(甲基)丙烯酸乙酯、聚(甲基)丙烯酸丙酯、聚(甲基)丙烯酸丁酯、(甲基)丙烯酸甲酯-(甲基)丙烯酸丁酯共聚物、(甲基)丙烯酸乙酯-(甲基)丙烯酸丁酯共聚物、乙烯-(甲基)丙烯酸甲酯共聚物、苯乙烯-(甲基)丙烯酸甲酯共聚物等的包含(甲基)丙烯酸酯的均聚物或共聚物构成的(甲基)丙烯酸树脂。
[0085]
作为热塑性树脂的重均分子量,没有特别限制,从兼备凹凸形状的维持和优异的耐药品性的观点出发,优选列举9万~15万左右、更优选10万~14万左右、进一步优选11万~13万左右。
[0086]
其中,本说明书中的热塑性树脂的重均分子量是通过凝胶渗透色谱法且将聚苯乙烯作为标准物质而测得的值。
[0087]
(电离辐射固化性树脂)
[0088]
形成第一保护层1所使用的电离辐射固化性树脂是指通过照射电离射线而发生交联、固化的树脂。其中,这里的电离射线意指在电磁波或荷电粒子射线中具有能够使分子聚合或交联的能量量子的射线,通常使用紫外线(uv)或电子射线(eb),此外还包括x射线、γ射线等电磁波、α射线、离子射线等荷电粒子射线。在电离辐射固化性树脂中,电子射线固化性树脂能够实现无溶剂化,不需要光聚合用引发剂,能够获得稳定的固化特性,因而适合在形成表面层时使用。
[0089]
作为形成第一保护层所使用的电离辐射固化性树脂,具体可以列举将分子中具有聚合性不饱和键或环氧基的预聚物、低聚物和/或单体适当混合而得到的树脂。
[0090]
作为用作电离辐射固化性树脂的上述低聚物,优选分子中具有自由基聚合性不饱和基团的(甲基)丙烯酸酯低聚物,其中优选分子内具有2个以上(2官能以上)聚合性不饱和键的多官能性(甲基)丙烯酸酯低聚物。作为多官能性(甲基)丙烯酸酯低聚物,例如可以列举聚碳酸酯(甲基)丙烯酸酯、丙烯酸有机硅(甲基)丙烯酸酯、聚氨酯(甲基)丙烯酸酯、环氧(甲基)丙烯酸酯、聚酯(甲基)丙烯酸酯、聚醚(甲基)丙烯酸酯、聚丁二烯(甲基)丙烯酸酯、有机硅(甲基)丙烯酸酯、有机硅改性聚氨酯(甲基)丙烯酸酯、分子中具有阳离子聚合性官能团的低聚物(例如酚醛清漆型环氧树脂、双酚型环氧树脂、脂肪族乙烯基醚、芳香族乙烯基醚等)等。在此,聚碳酸酯(甲基)丙烯酸酯只要是聚合物主链中具有碳酸酯键、并且末端或侧链具有(甲基)丙烯酸酯基的聚合物即可,没有特别限制,例如可以通过利用(甲基)丙烯酸将聚碳酸酯多元醇酯化而获得。聚碳酸酯(甲基)丙烯酸酯例如可以是具有聚碳酸酯骨架的聚氨酯(甲基)丙烯酸酯等。具有聚碳酸酯骨架的聚氨酯(甲基)丙烯酸酯例如可以通过使聚碳酸酯多元醇、多异氰酸酯化合物与羟基(甲基)丙烯酸酯反应而获得。丙烯酸有机硅(甲基)丙烯酸酯可以通过使有机硅大分子单体与(甲基)丙烯酸酯单体发生自由基共聚而获得。聚氨酯(甲基)丙烯酸酯例如可以通过利用(甲基)丙烯酸将由聚醚多元醇或聚酯多元醇与多异氰酸酯的反应得到的聚氨酯低聚物酯化而获得。环氧(甲基)丙烯酸酯例如可以通过使(甲基)丙烯酸与分子量较低的双酚型环氧树脂或酚醛清漆型环氧树脂的环氧环反应发生酯化而获得。并且还可以使用由二碱性羧酸酐将该环氧(甲基)丙烯酸酯部分改性而得
到的羧基改性型的环氧(甲基)丙烯酸酯。聚酯(甲基)丙烯酸酯例如可以通过利用(甲基)丙烯酸将由多元羧酸与多元醇的缩合得到的两末端具有羟基的聚酯低聚物的羟基酯化而获得、或者通过利用(甲基)丙烯酸将对多元羧酸加成环氧烷烃而得到的低聚物的末端的羟基酯化而获得。聚醚(甲基)丙烯酸酯可以通过利用(甲基)丙烯酸将聚醚多元醇的羟基酯化而获得。聚丁二烯(甲基)丙烯酸酯可以通过在聚丁二烯低聚物的侧链上加成(甲基)丙烯酸而获得。有机硅(甲基)丙烯酸酯可以通过在主链上具有聚硅氧烷键的有机硅的末端或侧链上加成(甲基)丙烯酸而获得。有机硅改性聚氨酯(甲基)丙烯酸酯例如可以通过使羟基(甲基)丙烯酸酯和具有硅烷醇基的有机硅化合物与具有异氰酸酯基的聚氨酯预聚物反应而获得。这些低聚物可以单独使用1种,也可以将2种以上组合使用。
[0091]
另外,作为用作电离辐射固化性树脂的上述单体,优选分子中具有自由基聚合性不饱和基团的(甲基)丙烯酸酯单体,其中优选多官能性(甲基)丙烯酸酯单体。作为多官能性(甲基)丙烯酸酯单体,只要是分子内具有2个以上聚合性不饱和键的(甲基)丙烯酸酯单体即可。作为多官能性(甲基)丙烯酸酯单体,具体可以列举乙二醇二(甲基)丙烯酸酯、丙二醇二(甲基)丙烯酸酯、1,4-丁二醇二(甲基)丙烯酸酯、1,6-己二醇二(甲基)丙烯酸酯、新戊二醇二(甲基)丙烯酸酯、聚乙二醇二(甲基)丙烯酸酯、羟基新戊酸新戊二醇二(甲基)丙烯酸酯、二环戊基二(甲基)丙烯酸酯、己内酯改性二环戊烯基二(甲基)丙烯酸酯、环氧乙烷改性磷酸二(甲基)丙烯酸酯、烯丙基化环己基二(甲基)丙烯酸酯、异氰脲酸酯二(甲基)丙烯酸酯、三羟甲基丙烷三(甲基)丙烯酸酯、环氧乙烷改性三羟甲基丙烷三(甲基)丙烯酸酯、环氧乙烷改性双酚a二(甲基)丙烯酸酯、环氧乙烷改性三羟甲基丙烷三(甲基)丙烯酸酯、二季戊四醇三(甲基)丙烯酸酯、丙酸改性二季戊四醇三(甲基)丙烯酸酯、季戊四醇三(甲基)丙烯酸酯、环氧丙烷改性三羟甲基丙烷三(甲基)丙烯酸酯、三(丙烯酰氧乙基)异氰脲酸酯、丙酸改性二季戊四醇五(甲基)丙烯酸酯、二季戊四醇六(甲基)丙烯酸酯、环氧乙烷改性二季戊四醇六(甲基)丙烯酸酯、己内酯改性二季戊四醇六(甲基)丙烯酸酯等。这些单体可以单独使用1种,也可以将2种以上组合使用。
[0092]
在这些电离辐射固化性树脂中,从兼备凹凸形状的维持和优异的耐药品性的观点出发,电离辐射固化性树脂所含的单体的官能团数优选处于2~6的范围内,官能团数更优选处于2~4的范围内。另外,作为电离辐射固化性树脂所含的单体的分子量,优选列举200~2000左右、更优选200~1500左右、进一步优选200~1000左右。
[0093]
并且,在这些单体中,特别优选二季戊四醇三(甲基)丙烯酸酯、季戊四醇三(甲基)丙烯酸酯、三羟甲基丙烷三(甲基)丙烯酸酯、环氧乙烷改性三羟甲基丙烷三(甲基)丙烯酸酯、环氧乙烷改性双酚a二(甲基)丙烯酸酯等。
[0094]
<其他的添加剂>
[0095]
另外,在用于形成第一保护层1的树脂组合物中,可以根据希望第一保护层1具备的物性配合各种添加剂。作为该添加剂,例如可以列举紫外线吸收剂或光稳定剂等耐候性改善剂、耐磨损性提高剂、阻聚剂、交联剂、红外线吸收剂、抗静电剂、粘接性提高剂、流平剂、触变性赋予剂、偶联剂、增塑剂、消泡剂、填充剂、溶剂、着色剂、蜡等。这些添加剂可以从常用的物质中适当选择使用。另外,作为紫外线吸收剂或光稳定剂,还可以使用分子内具有(甲基)丙烯酰基等聚合性基团的反应性的紫外线吸收剂或光稳定剂。并且,通过配合蜡,能够使耐划伤性、耐磨损性提高。作为蜡,优选列举聚乙烯蜡(pe蜡)等烯烃蜡。在配合蜡的情
况下,作为在固化性树脂组合物中的配合量,优选列举0.1~5质量%左右、更优选0.5~3质量%左右。
[0096]
另外,第一保护层1可以含有粗糙化剂。作为粗糙化剂,没有特别限制,例如可以列举无机颗粒、合成树脂颗粒等。
[0097]
作为无机颗粒,优选列举氧化硅、氧化铝、碳酸钙、碳酸镁、硫酸钙、硫酸钡、高岭土、它们的疏水处理物等。这些无机粒子可以单独使用1种,也可以将2种以上组合使用。另外,作为合成树脂颗粒,优选列举丙烯酸珠、聚氨酯珠、尼龙珠、有机硅珠、有机硅橡胶珠、聚碳酸酯珠、聚烯烃蜡(聚丙烯蜡、聚乙烯蜡、它们的混合物等)等。这些合成树脂颗粒可以单独使用1种,也可以将2种以上组合使用。
[0098]
第一保护层1可以含有无机颗粒和合成树脂颗粒中的任一者,还可以组合含有它们。关于无机颗粒和合成树脂颗粒的平均粒径,从提高设计性的观点出发,优选为0.1~5μm、更优选为1~5μm、进一步优选为2~5μm。其中,无机颗粒和合成树脂颗粒的粒径是指利用喷射型干式测定方式测得的值,在该喷射型干式测定方式中,使用岛津激光衍射式粒度分布测定装置sald-2100-wja1,利用压缩空气将作为测定对象的粉体从喷嘴喷出,使其在空气中分散而进行测定。
[0099]
从更适当地维持第二实施方式的装饰片的凹凸形状的观点出发,第一保护层1在23℃时的拉伸弹性模量优选为约600mpa以上、更优选为约800mpa以上、进一步优选为约1000mpa以上、进一步优选为约1200mpa以上。并且,该拉伸弹性模量优选为约2500mpa以下、更优选为约2000mpa以下。作为该拉伸弹性模量的优选范围,可以列举600~2000mpa左右、600~1500mpa左右、800~2000mpa左右、800~1500mpa左右、1000~2000mpa左右、1000~1500mpa左右、1200~2000mpa左右、1200~1500mpa左右。
[0100]
另外,从更适当地维持第二实施方式的装饰片的凹凸形状的观点出发,第一保护层1在150℃时的拉伸弹性模量优选为约10mpa以上、更优选为约20mpa以上、进一步优选为约30mpa以上。并且,该拉伸弹性模量优选为约500mpa以下、更优选为约100mpa以下、进一步优选为约50mpa以下。作为该拉伸弹性模量的优选范围,可以列举10~500mpa左右、10~100mpa左右、10~50mpa左右、20~500mpa左右、20~100mpa左右、20~50mpa左右、30~500mpa左右、30~100mpa左右、30~50mpa左右。
[0101]
在第二实施方式中,第一保护层1在23℃或150℃时的拉伸弹性模量的测定方法如下所述。以30μm的厚度制作第一保护层1,制成宽度25mm、长度80mm的试验样品。在23℃或150℃的环境下,使用拉伸试验机(orientec co.,ltd.制造的tensilon万能材料试验机rtc-1250a),在夹具间距离50mm、拉伸速度1000mm/分钟的条件下测定试验样品的拉伸弹性模量。
[0102]
<第一保护层1的厚度>
[0103]
关于第一保护层1的固化后的厚度,没有特别限制,从兼备凹凸形状的维持和优异的耐药品性的观点出发,作为第一保护层1的固化后的厚度,优选列举0.01~20μm、更优选0.1~15μm、进一步优选1~12μm。其中,第一保护层1的厚度意指第一保护层1的凸部的厚度。
[0104]
<第一保护层1的形成>
[0105]
第一保护层1只要是固化性树脂组合物的固化物以具备凹凸形状的方式形成在第
二保护层2之上即可,其具体方法没有特别限制。作为对第一保护层1赋予凹凸形状的方法,例如可以列举实施压花加工的方法。从赋予微细的凹凸形状的观点出发,优选实施压花加工的方法(例如后述的第一方法或第二方法)。
[0106]
作为形成具有凹凸形状的第一保护层1的优选的形成方法,具体可以列举以下的第一方法和第二方法。
[0107]
第一方法:准备具有基材层3等的片材,对该片材的叠层第一保护层1和第二保护层2的一侧实施压花加工,之后涂布用于形成第二保护层2的树脂组合物,再从其上涂布用于形成第一保护层1的树脂组合物,使各层的这些树脂组合物分别固化、或者使2层的这些树脂组合物同时固化的方法。
[0108]
第二方法:准备具有基材层3等的片材,对该片材的叠层第一保护层1和第二保护层2的一侧涂布用于形成第二保护层2的树脂组合物,再从其上涂布用于形成第一保护层1的树脂组合物,使这些树脂组合物固化后,对第一保护层1侧实施压花加工的方法。
[0109]
涂布用于形成第一保护层1的树脂组合物的方法没有特别限制,例如在为上述第一方法或第二方法时,可以列举凹版涂敷、棒涂、辊涂、逆向辊涂、逗号涂布等,优选凹版涂敷。
[0110]
向这样涂布的树脂组合物(未固化树脂层)照射电子射线、紫外线等电离射线,使该树脂组合物固化,形成第一保护层1。
[0111]
在此,在作为电离射线使用电子射线的情况下,其加速电压可以根据所使用的树脂和层的厚度适当选定,通常可以列举加速电压70~300kv左右。
[0112]
其中,在照射电子射线时,加速电压越高,透射能力越强。在使第一保护层和第二保护层2同时固化的情况下,优选选定加速电压使得电子射线的透射深度与第一保护层1和第二保护层2的合计厚度实质上相等。另外,在作为设置于第二保护层的与上述第一保护层相反一侧的表面的层(例如基材层等),使用因电子射线而劣化的基材的情况下,选定加速电压使得电子射线的透射深度与第一保护层1和第二保护层2的合计厚度实质上相等,由此,能够抑制多余的电子射线向下层照射,能够将因过量电子射线而造成的下层的劣化控制在最小限度。
[0113]
另外,照射剂量优选树脂层的交联密度达到饱和的量,通常在5~300kgy(0.5~30mrad)、优选在10~50kgy(1~5mrad)的范围内选定。
[0114]
并且,作为电子射线源没有特别限制,例如可以使用考克罗夫特-瓦尔顿型、范德格拉夫型、共振变压器型、绝缘芯变压器型或直线型、地那米型、高频型等的各种电子射线加速器。
[0115]
在使用紫外线作为电离射线的情况下,放射包含波长190~380nm的紫外线的光线即可。作为紫外线源没有特别限定,例如可以列举高压汞灯、低压汞灯、金属卤素灯、碳弧灯等。
[0116]
[第二保护层2]
[0117]
第二保护层2位于第一保护层1之下(与外侧相反的一侧)。在第一实施方式中,第二保护层由含有聚碳酸酯(甲基)丙烯酸酯的电离辐射固化性树脂组合物的固化物形成。如上所述,在第一实施方式的装饰片中,使外侧的构成凹凸形状的第一保护层1为含有电离辐射固化性树脂和热塑性树脂的树脂组合物的固化物,并且由含有聚碳酸酯(甲基)丙烯酸酯
的电离辐射固化性树脂组合物的固化物形成第二保护层2,由此,能够适当地兼备凹凸形状的维持和优异的耐药品性。
[0118]
另一方面,在第二实施方式中,第二保护层由电离辐射固化性树脂组合物的固化物形成。如上所述,在第二实施方式的装饰片中,使外侧的构成凹凸形状的第一保护层1为含有电离辐射固化性树脂和热塑性树脂的树脂组合物的固化物,并且使第二保护层2在23℃时的拉伸弹性模量为500mpa以下,且作为第二保护层2在200℃以下不存在热软化点,由此,能够适当地兼备凹凸形状的维持和优异的耐药品性。
[0119]
在第二实施方式中,从更适当地维持装饰片的凹凸形状的观点出发,第二保护层2在23℃时的拉伸弹性模量优选为约450mpa以下、更优选为约400mpa以下、进一步优选为约300mpa以下、进一步优选为约250mpa以下。并且,该拉伸弹性模量优选为约30mpa以上、更优选为约50mpa以上。作为该拉伸弹性模量的优选范围,可以列举30~500mpa左右、30~450mpa左右、30~400mpa左右、30~300mpa左右、30~250mpa左右、50~500mpa左右、50~450mpa左右、50~400mpa左右、50~300mpa左右、50~250mpa左右。
[0120]
在第二实施方式中,第二保护层2在23℃时的拉伸弹性模量的测定方法如下所述。以30μm的厚度制作第二保护层2,制成宽度25mm、长度80mm的试验样品。在23℃的环境下,使用拉伸试验机(orientec co.,ltd.制造的tensilon万能材料试验机rtc-1250a),在夹具间距离50mm、拉伸速度1000mm/分钟的条件下测定试验样品的拉伸弹性模量。
[0121]
另外,在第二实施方式中,第二保护层2的热软化点的测定方法如下所述。以30μm的厚度制作第二保护层2,制成宽度25mm、长度80mm的试验样品。使用热分析装置(tma),以升温速度5℃/min从室温(25℃)升温至200℃,确认试验样品有无热软化点。其中,因为不会认为在25℃以下的温度下存在热软化点,所以将起始温度设为25℃。
[0122]
在第二实施方式中,作为第二保护层2所使用的电离辐射固化性树脂,只要是能够使第二保护层2的23℃时的拉伸弹性模量为500mpa以下、并且在200℃以下不存在热软化点的树脂,就没有特别限制,例如可以使用在第一保护层1中例示的电离辐射固化性树脂。从对第二保护层2赋予这样的特性的观点出发,形成第二保护层2的电离辐射固化性树脂组合物中,作为电离辐射固化性树脂,优选含有聚碳酸酯(甲基)丙烯酸酯。
[0123]
第二保护层2优选具有沿着第一保护层1的凹凸形状的凹凸形状。第一保护层1的凹凸形状的详细情况如上所述。
[0124]
第二保护层2所使用的聚碳酸酯(甲基)丙烯酸酯如上所述是聚合物主链具有碳酸酯键、并且末端或者侧链具有(甲基)丙烯酸酯基的聚合物。例如可以通过利用(甲基)丙烯酸将聚碳酸酯多元醇酯化而获得。从交联、固化的观点出发,优选该(甲基)丙烯酸酯具有2官能以上。聚碳酸酯(甲基)丙烯酸酯例如可以是具有聚碳酸酯骨架的聚氨酯(甲基)丙烯酸酯等。具有聚碳酸酯骨架的聚氨酯(甲基)丙烯酸酯例如可以通过使聚碳酸酯多元醇、多元异氰酸酯化合物与羟基(甲基)丙烯酸酯反应而获得。
[0125]
上述的聚碳酸酯(甲基)丙烯酸酯例如可以通过将聚碳酸酯多元醇的羟基的一部分或全部转化成(甲基)丙烯酸酯(丙烯酸酯或甲基丙烯酸酯)而获得。该酯化反应可以通过通常的酯化反应进行。例如,可以列举:1)使聚碳酸酯多元醇与丙烯酰卤或甲基丙烯酰卤在存在碱的条件下进行缩合的方法;2)使聚碳酸酯多元醇与丙烯酸酐或甲基丙烯酸酐在存在催化剂的条件下进行缩合的方法;或者3)使聚碳酸酯多元醇与丙烯酸或甲基丙烯酸在存在
酸催化剂的条件下缩合的方法等。
[0126]
上述的聚碳酸酯多元醇是聚合物主链具有碳酸酯键、末端或侧链具有2个以上、优选2~50个、更优选3~50个羟基的聚合物。该聚碳酸酯多元醇的代表性的制造方法是利用二元醇化合物(a)、3元以上的多元醇(b)、和成为羰基成分的化合物(c)进行缩聚反应的方法。作为原料使用的二元醇化合物(a)由通式ho-r1-oh表示。这里,r1为碳原子数2~20的2价烃基,基团中可以含有醚键。例如为直链或支链的亚烷基、亚环己基、亚苯基。
[0127]
作为二元醇化合物的具体例,可以列举乙二醇、1,2-丙二醇、二乙二醇、二丙二醇、三乙二醇、聚乙二醇、新戊二醇、1,3-丙二醇、1,4-丁二醇、1,5-戊二醇、3-甲基-1,5-戊二醇、1,6-己二醇、1,8-辛二醇、1,3-双(2-羟基乙氧基)苯、1,4-双(2-羟基乙氧基)苯、1,4-环己烷二醇、1,4-环己烷二甲醇等。这些二元醇可以单独使用,也可以将2种以上混合使用。
[0128]
另外,作为3元以上的多元醇(b)的例子,可以列举三羟甲基丙烷、三羟甲基乙烷、季戊四醇、二-三羟甲基丙烷、二季戊四醇、甘油、山梨糖醇等醇类。还可以是相对于这些多元醇的羟基加成了1~5当量的环氧乙烷、环氧丙烷或其它环氧烷烃的具有羟基的醇类。多元醇可以单独使用,也可以将2种以上混合使用。
[0129]
成为羰基成分的化合物(c)是选自碳酸二酯、碳酰氯或它们的等价体之中的任意种化合物。作为其具体例,可以列举碳酸二甲酯、碳酸二乙酯、碳酸二异丙酯、碳酸二苯酯、碳酸乙烯酯、碳酸丙烯酯等的碳酸二酯类;碳酰氯;或氯甲酸甲酯、氯甲酸乙酯、氯甲酸苯酯等卤代甲酸酯类等。它们可以单独使用,也可以将2种以上混合使用。
[0130]
聚碳酸酯多元醇通过使上述二元醇化合物(a)、3元以上的多元醇(b)和成为羰基成分的化合物(c)在一般条件下进行缩聚反应来合成。例如,二元醇化合物(a)与多元醇(b)的加料摩尔比优选处于50∶50~99∶1的范围内,另外,关于成为羰基成分的化合物(c)相对于二元醇化合物(a)和多元醇(b)的加料摩尔比,相对于二元醇化合物和多元醇所具有的羟基优选为0.2~2。
[0131]
作为以上述的加料比例进行缩聚反应后的聚碳酸酯多元醇中所存在的羟基的当量数(eq./mol),在1分子中平均为3以上、优选为3~50、更优选为3~20。为这样的范围时,通过后述的酯化反应能够形成必要量的(甲基)丙烯酸酯基,并且能够对聚碳酸酯(甲基)丙烯酸酯树脂赋予适度的挠性。此外,该聚碳酸酯多元醇的末端官能团通常为oh基,其一部分可以为碳酸酯基。
[0132]
以上说明的聚碳酸酯多元醇的制造方法例如在日本特开昭64-1726号公报中记载。另外,如日本特开平3-181517号公报中的记载,该聚碳酸酯多元醇也可以通过聚碳酸酯二元醇与3元以上的多元醇的酯交换反应进行制造。
[0133]
本发明所使用的聚碳酸酯(甲基)丙烯酸酯的分子量通过凝胶渗透色谱(gpc)分析进行测定,并且以标准聚苯乙烯换算的重均分子量优选为500以上、更优选为1,000以上、进一步优选为2,000以上。聚碳酸酯(甲基)丙烯酸酯的重均分子量的上限没有特别限制,从控制粘度不会变得过高的观点出发,优选为100,000以下、更优选为50,000以下。从适当地兼备本发明的装饰片的凹凸形状的维持和优异的耐药品性出发,进一步优选为2,000以上50,000以下、特别优选为5,000~20,000。
[0134]
在第二保护层的电离辐射固化性树脂组合物中,聚碳酸酯(甲基)丙烯酸酯优选与
多官能(甲基)丙烯酸酯一起使用。即,优选电离辐射固化性树脂组合物进一步含有多官能(甲基)丙烯酸酯。作为聚碳酸酯(甲基)丙烯酸酯与该多官能(甲基)丙烯酸酯的质量比,更优选聚碳酸酯(甲基)丙烯酸酯∶多官能(甲基)丙烯酸酯=98∶2~50∶50。在聚碳酸酯(甲基)丙烯酸酯与多官能(甲基)丙烯酸酯的质量比小于98∶2时(即聚碳酸酯(甲基)丙烯酸酯的量相对于2成分的合计量为98质量%以下时),耐药品性进一步提升。另一方面,在聚碳酸酯(甲基)丙烯酸酯与多官能(甲基)丙烯酸酯的质量比大于50∶50时(即聚碳酸酯(甲基)丙烯酸酯的量相对于2成分的合计量为50质量%以上时),三维成型性进一步提升。优选聚碳酸酯(甲基)丙烯酸酯与多官能(甲基)丙烯酸酯的质量比为95∶5~60∶40。
[0135]
本发明所使用的多官能(甲基)丙烯酸酯只要是2官能以上的(甲基)丙烯酸酯即可,没有特别限制。但从固化性的观点出发,优选3官能以上的(甲基)丙烯酸酯。其中,2官能是指分子内具有2个烯属不饱和键{(甲基)丙烯酰基}。
[0136]
另外,多官能(甲基)丙烯酸酯可以为低聚物和单体的任意种,从提高三维成型性的观点出发,优选多官能(甲基)丙烯酸酯低聚物。
[0137]
作为上述的多官能(甲基)丙烯酸酯低聚物,例如可以列举聚氨酯(甲基)丙烯酸酯系低聚物、环氧(甲基)丙烯酸酯系低聚物、聚酯(甲基)丙烯酸酯系低聚物、聚醚(甲基)丙烯酸酯系低聚物等。其中,聚氨酯(甲基)丙烯酸酯系低聚物例如可以通过利用(甲基)丙烯酸将由聚醚多元醇或聚酯多元醇与多异氰酸酯的反应得到的聚氨酯低聚物酯化而获得。环氧(甲基)丙烯酸酯系低聚物例如可以通过使(甲基)丙烯酸与分子量较低的双酚型环氧树脂或酚醛清漆型环氧树脂的环氧环反应发生酯化而获得。并且还可以使用由二碱性羧酸酐将该环氧(甲基)丙烯酸酯系低聚物部分改性而得到的羧基改性型的环氧(甲基)丙烯酸酯低聚物。作为聚酯(甲基)丙烯酸酯低聚物,例如可以通过利用(甲基)丙烯酸将由多元羧酸与多元醇的缩合得到的两末端具有羟基的聚酯低聚物的羟基酯化、或者通过利用(甲基)丙烯酸将对多元羧酸加成环氧烷烃而得到的低聚物的末端的羟基酯化而获得。聚醚(甲基)丙烯酸酯系低聚物可以通过利用(甲基)丙烯酸将聚醚多元醇的羟基酯化而获得。
[0138]
另外,作为其他的多官能(甲基)丙烯酸酯低聚物,可以列举聚丁二烯低聚物的侧链具有(甲基)丙烯酸酯基的疏水性高的聚丁二烯(甲基)丙烯酸酯系低聚物、主链具有聚硅氧烷键的有机硅(甲基)丙烯酸酯系低聚物、将小分子内具有大量反应性基团的氨基塑料树脂改性而得到的氨基塑料树脂(甲基)丙烯酸酯系低聚物等。
[0139]
另外,作为上述的多官能(甲基)丙烯酸酯单体,具体可以列举乙二醇二(甲基)丙烯酸酯、丙二醇二(甲基)丙烯酸酯、1,4-丁二醇二(甲基)丙烯酸酯、1,6-己二醇二(甲基)丙烯酸酯、新戊二醇二(甲基)丙烯酸酯、聚乙二醇二(甲基)丙烯酸酯、羟基新戊酸新戊二醇二(甲基)丙烯酸酯、二环戊基二(甲基)丙烯酸酯、己内酯改性二环戊烯基二(甲基)丙烯酸酯、环氧乙烷改性磷酸二(甲基)丙烯酸酯、烯丙基化环己基二(甲基)丙烯酸酯、异氰脲酸酯二(甲基)丙烯酸酯、三羟甲基丙烷三(甲基)丙烯酸酯、环氧乙烷改性三羟甲基丙烷三(甲基)丙烯酸酯、二季戊四醇三(甲基)丙烯酸酯、丙酸改性二季戊四醇三(甲基)丙烯酸酯、季戊四醇三(甲基)丙烯酸酯、环氧丙烷改性三羟甲基丙烷三(甲基)丙烯酸酯、三(丙烯酰氧乙基)异氰脲酸酯、丙酸改性二季戊四醇五(甲基)丙烯酸酯、二季戊四醇六(甲基)丙烯酸酯、环氧乙烷改性二季戊四醇六(甲基)丙烯酸酯、己内酯改性二季戊四醇六(甲基)丙烯酸酯等。上述的多官能性(甲基)丙烯酸酯低聚物和多官能性(甲基)丙烯酸酯单体可以单独使用
1种,也可以将2种以上组合使用。
[0140]
在本发明中,在使用上述多官能性(甲基)丙烯酸酯的同时,为了降低其粘度等目的,可以在不损害本发明目的的范围内适当地并用单官能性(甲基)丙烯酸酯。作为单官能性(甲基)丙烯酸酯,例如可以列举(甲基)丙烯酸甲酯、(甲基)丙烯酸乙酯、(甲基)丙烯酸丙酯、(甲基)丙烯酸丁酯、(甲基)丙烯酸戊酯、(甲基)丙烯酸己酯、(甲基)丙烯酸环己酯、(甲基)丙烯酸-2-乙基己酯、(甲基)丙烯酸月桂酯、(甲基)丙烯酸硬脂酯、(甲基)丙烯酸异冰片酯等。这些单官能性(甲基)丙烯酸酯可以单独使用1种,也可以将2种以上组合使用。
[0141]
作为形成第二保护层2的电离辐射固化性树脂组合物中的聚碳酸酯(甲基)丙烯酸酯的含量(固态成分),没有特别限制,从适当地兼备本发明的装饰片的凹凸形状的维持和优异的耐药品性的观点出发,优选列举50~100质量%左右、更优选65~100质量%左右。
[0142]
<其他的添加剂>
[0143]
在用于形成第二保护层2的树脂组合物中,可以根据希望第二保护层2具备的物性配合各种添加剂。作为该添加剂,可以例示与上述的第一保护层1中例示的添加剂同样的物质,其配合量也同样。
[0144]
<第二保护层2的厚度>
[0145]
关于第二保护层2的固化后的厚度,没有特别限制,从兼备凹凸形状的维持和优异的耐药品性的观点出发,作为第二保护层2的固化后的厚度,优选列举0.01~20μm、更优选12~20μm、进一步优选15~20μm。其中,在第二保护层2具有凹凸形状的情况下,第二保护层2的厚度意指第二保护层2的凸部的厚度。
[0146]
<第二保护层2的形成方法>
[0147]
第二保护层2只要以能够形成固化性树脂组合物的固化物的方式形成即可,其具体方法没有特别限制。第二保护层2的形成更适合通过第一保护层1的形成方法中例示的方法(例如上述的第一方法或第二方法)形成。
[0148]
关于涂布用于形成第二保护层2的树脂组合物的方法,也可以列举与第一保护层1相同的方法。另外,关于对所涂布的树脂组合物(第二保护层2的未固化树脂层)照射电子射线、紫外线等电离射线使该树脂组合物固化从而形成第二保护层2的方法,也与第一保护层1同样。如上所述,优选使第一保护层与第二保护层2同时固化。
[0149]
[底涂层4]
[0150]
关于底涂层4,为了提高第二保护层2的密合性等目的,可以根据需要在第二保护层的与上述第一保护层相反一侧的表面设置底涂层4。底涂层4是在具有基材层3时在基材层3与第二保护层2之间、在设有图案层5时在图案层5与第二保护层2之间和/或基材层3与图案层5之间等根据需要设置的层。
[0151]
从提高第二保护层2与位于其与上述第一保护层相反一侧的表面侧的层的密合性的观点出发,优选在第二保护层2的下方紧邻设有底涂层4。
[0152]
作为构成底涂层4的底涂组合物,优选使用将聚氨酯树脂、(甲基)丙烯酸树脂、(甲基)丙烯酸-聚氨酯共聚物树脂、氯乙烯-乙酸乙烯酯共聚物、聚酯树脂、丁醛树脂、氯化聚丙烯、氯化聚乙烯等为粘合树脂的组合物,这些树脂可以使用一种或将两种以上混合使用。这些之中,优选聚氨酯树脂、(甲基)丙烯酸树脂和(甲基)丙烯酸-聚氨酯共聚物树脂。
[0153]
作为聚氨酯树脂,可以使用以多元醇(polyol)为主剂、以异氰酸酯为交联剂(固化
剂)的聚氨酯。作为多元醇,是分子中具有2个以上羟基的化合物,例如可以使用聚酯多元醇、聚乙二醇、聚丙二醇、丙烯酸多元醇、聚醚多元醇等。作为上述异氰酸酯,可以使用分子中具有2个以上异氰酸酯基的多元异氰酸酯、4,4-二苯基甲烷二异氰酸酯等的芳香族异氰酸酯、或六亚甲基二异氰酸酯、异佛尔酮二异氰酸酯、氢化亚苄基二异氰酸酯、氢化二苯基甲烷二异氰酸酯等的脂肪族(或脂环族)异氰酸酯。并且,还可以将聚氨酯树脂与丁醛树脂混合构成。
[0154]
从与交联后的第二保护层2的密合性、叠层第二保护层2后的发生相互作用的难易程度、物性、成型性的方面考虑,优选作为多元醇的丙烯酸多元醇或聚酯多元醇、与作为交联剂的六亚甲基二异氰酸酯、4,4-二苯基甲烷二异氰酸酯的组合,特别优选丙烯酸多元醇与六亚甲基二异氰酸酯的组合使用。
[0155]
作为(甲基)丙烯酸树脂,可以列举(甲基)丙烯酸酯的均聚物、2种以上不同的(甲基)丙烯酸酯单体的共聚物或(甲基)丙烯酸酯与其他单体的共聚物。具体适合使用由聚(甲基)丙烯酸甲酯、聚(甲基)丙烯酸乙酯、聚(甲基)丙烯酸丙酯、聚(甲基)丙烯酸丁酯、(甲基)丙烯酸甲酯-(甲基)丙烯酸丁酯共聚物、(甲基)丙烯酸乙酯-(甲基)丙烯酸丁酯共聚物、乙烯-(甲基)丙烯酸甲酯共聚物、苯乙烯-(甲基)丙烯酸甲酯共聚物等的包含(甲基)丙烯酸酯的均聚物或共聚物构成的(甲基)丙烯酸树脂。
[0156]
作为(甲基)丙烯酸-聚氨酯共聚物树脂,例如优选丙烯酸-聚氨酯(聚酯聚氨酯)嵌段共聚系树脂。作为固化剂,可以使用上述的各种异氰酸酯。关于丙烯酸-聚氨酯(聚酯聚氨酯)嵌段共聚系树脂,优选根据希望丙烯酸/聚氨酯比(质量比)在优选9/1~1/9、更优选8/2~2/8的范围内调整。
[0157]
关于底涂层4的厚度,没有特别限制,例如可以列举0.5~20μm左右、优选1~5μm。
[0158]
底涂层4通过使用底涂组合物,利用凹版涂敷、凹版逆向涂敷、凹版胶印涂敷、旋涂、辊涂、逆向辊涂、接触式涂敷、轮涂、浸涂、利用丝网印刷的全涂、线棒涂、流涂、逗号涂布、流涂、刷毛涂敷、喷涂等的通常的涂布方法或转印涂敷法形成。这里,转印涂敷法是指在薄的片材(膜基材)上形成底涂层或粘接层的涂膜、之后覆盖在装饰片中作为对象的层表面的方法。
[0159]
[图案层5]
[0160]
图案层5是为了对装饰片赋予装饰性的目的而根据需要在第二保护层的与上述第一保护层相反一侧的表面设置的层。图案层5是在具有基材层3时在基材层3与第二保护层2之间、在设有底涂层4时在基材层3与底涂层4之间、或者在设有遮蔽层时在遮蔽层与第二保护层2之间等根据需要设置的层。
[0161]
图案层5可以是例如使用墨水组合物形成了所希望的图案的层。作为形成图案层5所使用的墨水组合物,可以使用在粘合剂中适当混合有颜料、染料等的着色剂、体质颜料、溶剂、稳定剂、增塑剂、催化剂、固化剂等的材料。
[0162]
作为墨水组合物所使用的粘合剂,没有特别限制,例如,可以列举聚氨酯树脂、氯乙烯/乙酸乙烯酯共聚物树脂、氯乙烯/乙酸乙烯酯/丙烯酸共聚物树脂、氯化聚丙烯树脂、丙烯酸树脂、聚酯树脂、聚酰胺树脂、丁醛树脂、聚苯乙烯树脂、硝基纤维素树脂、乙酸纤维素树脂等。这些粘合剂可以单独使用1种,也可以将2种以上组合使用。
[0163]
作为墨水组合物所使用的着色剂,没有特别限制,例如,可以列举碳黑(墨)、铁黑、
钛白、锑白、铬黄、钛黄、氧化铁红、镉红、群青、钴蓝等的无机颜料,喹吖啶酮红、异吲哚啉酮黄、酞菁蓝等的有机颜料或染料,铝、黄铜等的鳞片状箔片构成的金属颜料、二氧化钛包覆云母、碱性碳酸铅等的鳞片状箔片构成的珠光(pearl)颜料等。
[0164]
关于由图案层5形成的图案,也没有特别限制,例如可以列举木纹花纹、模仿大理石花纹(例如石灰华大理石花纹)等的岩石表面的石纹花纹、模仿布纹或布状的花纹的布纹花纹、铺瓷砖花纹、砌砖花纹等,也可以是将它们复合而得到的镶嵌木、拼缝物等的花纹,或者还可以是纯色无图案(所谓的整面全涂)。这些图案可以通过利用通常的黄色、红色、蓝色和黑色的工艺颜料的多色印刷形成,还可以通过准备构成花纹的各个颜色的版进行特殊色彩的多色印刷等形成。
[0165]
图案层的厚度没有特别限制,例如可以列举1~30μm、优选1~20μm。
[0166]
并且,图案层5也可以是金属薄膜层。作为形成金属薄膜层的金属,例如可以列举锡、铟、铬、铝、镍、铜、银、金、铂、锌、以及含有它们中的至少1种的合金等。金属薄膜层的形成方法没有特别限制,例如可以列举使用了上述金属的、真空蒸镀法等的蒸镀法、溅射法、离子镀法等。金属薄膜层可以设置在整个表面,也可以设置在局部。另外,为了提高与邻接的层的密合性,可以在金属薄膜层的正面或背面设置使用了公知树脂的底涂层。
[0167]
[遮蔽层]
[0168]
遮蔽层是为了抑制基材层3的颜色变化和不匀的目的,在基材层3与第二保护层2之间、在设有底涂层4时在基材层3与底涂层4之间、或者在设有图案层5时在基材层3与图案层5之间根据需要设置的层。
[0169]
遮蔽层是为了抑制基材层对装饰片的色调或图案产生不良影响而设置的,因而通常形成为不透明色的层。
[0170]
遮蔽层使用在粘合剂中适当混合颜料、染料等的着色剂、体质颜料、溶剂、稳定剂、增塑剂、催化剂、固化剂等而得到的墨水组合物形成。形成遮蔽层的墨水组合物可以从上述的图案层所使用的组合物中适当选择使用。
[0171]
遮蔽层通常设定为厚度1~20μm左右,期望形成为所谓的全涂印刷层。
[0172]
遮蔽层可以利用凹版印刷、胶板印刷、丝网印刷、利用由转印片的转印进行的印刷、喷墨印刷等的通常的印刷方法、凹版涂敷、凹版逆向涂敷、凹版胶印涂敷、旋涂、辊涂、逆向辊涂等通常的涂布方法等形成。
[0173]
[透明树脂层]
[0174]
透明树脂层是为了提高耐药品性和耐磨损性的目的,在基材层3与第二保护层2之间、在设有底涂层4时在基材层3与底涂层4之间、在设有图案层5时在图案层5与第二保护层2之间、或者在基材层3上依次设置底涂层4和图案层5时在底涂层4与图案层5之间等根据需要设置的层。透明树脂层是在通过嵌件成型法与成型树脂一体化的装饰片中优选设置的层。
[0175]
作为形成透明树脂层的树脂成分,可以根据透明性、三维成型性、形状稳定性、耐药品性等适当选定,通常使用热塑性树脂。作为热塑性树脂,没有特别限制,例如可以使用丙烯酸树脂、聚丙烯、聚乙烯等聚烯烃树脂、聚碳酸酯树脂、abs树脂、聚对苯二甲酸乙二醇酯(pet)或聚萘二甲酸乙二醇酯(pen)等聚酯树脂、氯乙烯树脂等。在这些热塑性树脂中,从耐药品性、耐磨损性等的观点出发,优选列举丙烯酸树脂、聚烯烃树脂、聚碳酸酯树脂、聚酯
树脂;更优选丙烯酸树脂、聚酯树脂;进一步优选聚酯树脂。
[0176]
对于透明树脂层,为了提高与相邻接的其他层的密合性,可以根据需要对其单面或双面实施氧化法或凹凸化法等的物理或化学的表面处理。这些物理或化学的表面处理与对基材层实施的表面处理同样。
[0177]
关于透明树脂层的厚度,没有特别限制,例如可以列举10~200μm、优选15~150μm。
[0178]
透明树脂层可以利用粘接剂叠层,还可以不利用粘接剂而直接叠层。在利用粘接剂叠层的情况下,作为所使用的粘接剂,例如可以列举聚酯系树脂、聚醚系树脂、聚氨酯系树脂、环氧系树脂、酚醛树脂系树脂、聚酰胺系树脂、聚烯烃系树脂、聚乙酸乙烯酯系树脂、纤维素系树脂、(甲基)丙烯酸系树脂、聚酰亚胺系树脂、氨基树脂、橡胶、有机硅系树脂等。另外,在不利用粘接剂而叠层的情况下,可以利用挤出法、夹层层压法、热层压法等方法进行。
[0179]
[背面粘接层]
[0180]
背面粘接层(未图示)是为了在装饰树脂成型品成型时提高与成型树脂的密合性的目的,根据需要在装饰片的与外侧表面相反的一侧设置的层。
[0181]
背面粘接层可以对应于装饰树脂成型品所使用的成型树脂使用热塑性树脂或固化性树脂。
[0182]
作为形成背面粘接层所使用的热塑性树脂,例如可以列举丙烯酸树脂、丙烯酸改性聚烯烃树脂、氯化聚烯烃树脂、氯乙烯/乙酸乙烯酯共聚物、热塑性聚氨酯树脂、热塑性聚酯树脂、聚酰胺树脂、橡胶系树脂等。这些热塑性树脂可以单独使用1种,也可以将2种以上组合使用。
[0183]
另外,作为形成背面粘接层所使用的热固化性树脂,例如可以列举聚氨酯树脂、环氧树脂等。这些热固化性树脂可以单独使用1种,也可以将2种以上组合使用。
[0184]
2.装饰树脂成型品
[0185]
本发明的第一实施方式的装饰树脂成型品通过使成型树脂与本发明的第二实施方式的装饰片一体化而成型。即,第一实施方式的装饰树脂成型品是外侧的表面具有凹凸形状的装饰树脂成型品,其特征在于,从外侧至少依次具有构成上述凹凸形状的第一保护层、第二保护层和成型树脂层6,第一保护层由含有电离辐射固化性树脂和热塑性树脂的树脂组合物的固化物形成,第二保护层由含有聚碳酸酯(甲基)丙烯酸酯的电离辐射固化性树脂组合物的固化物形成。
[0186]
另外,第二实施方式的装饰树脂成型品通过使成型树脂与第二实施方式的装饰片一体化而成型。即,第二实施方式的装饰树脂成型品是外侧的表面具有凹凸形状的装饰树脂成型品,其特征在于,从外侧至少依次具有构成上述凹凸形状的第一保护层、第二保护层和成型树脂层6,第一保护层由含有电离辐射固化性树脂和热塑性树脂的树脂组合物的固化物形成,第二保护层由电离辐射固化性树脂组合物的固化物形成,第二保护层在23℃时的拉伸弹性模量为500mpa以下,并且在200℃以下不存在热软化点。
[0187]
本发明的装饰树脂成型品适当地被赋予了装饰片的第一保护层1所具有的凹凸形状。装饰片的第一保护层1所具有的凹凸形状容易因注射成型时的热和压力而发生大幅变化,但在本发明的装饰片中,凹凸形状能够有效地维持。在装饰树脂成型品中,作为第一保
护层1的表面的算数平均粗糙度(ra),从利用凹凸形状赋予优异的设计感等的观点出发,通常可以列举0.1~30μm、优选为1~30μm、更优选为10~30μm。其中,算数平均粗糙度(ra)是基于jis b 0601:2001的规定对装饰树脂成型品的第一保护层1的表面测得的值。
[0188]
图3表示本发明的装饰树脂成型品的一个方式的截面结构。
[0189]
本发明的装饰树脂成型品可以通过包括形成成型树脂层的工序的方法制造,该形成成型树脂层的工序中,通过在本发明的装饰片的第二保护层2侧(与具有凹凸形状的表面相反一侧的表面)注射树脂而形成成型树脂层。具体而言,使用本发明的装饰片,利用嵌件成型法、注射成型同时装饰法、吹塑成型法、喷气成型法等的各种注射成型法制作。
[0190]
在嵌件成型法中,首先,在真空成型工序中,利用真空成型模具将本发明的装饰片预先真空成型为成型品表面形状(离线预成型),接着,根据需要修剪多余的部分,得到成型片。将该成型片插入到注射成型模具中,将注射成型模具合模,在模具内注射流动状态的树脂,使其固化,在注射成型的同时使装饰片的第二保护层2侧与树脂成型物的外表面一体化,由此制造装饰树脂成型品。
[0191]
进一步具体而言,可以通过包括下述工序的嵌件成型法制造本发明的装饰树脂成型品(或带热塑性树脂膜层的装饰树脂成型品)。
[0192]
利用真空成型模具将本发明的装饰片预先成型为立体形状的真空成型工序;
[0193]
修剪真空成型得到的装饰片的多余的部分而得到成型片的修剪工序;和
[0194]
将上述工序中得到的成型片插入到注射成型模具中,关闭注射成型模具,将流动状态的树脂注射到模具内,使树脂与成型片一体化的工序。
[0195]
在嵌件成型法的真空成型工序中,可以加热装饰片进行成型。此时的加热温度没有特别限定,可以根据构成装饰片的树脂的种类和装饰片的厚度等适当选择,例如,在使用abs树脂膜作为基材层时,通常可以为100~250℃左右、优选为130~200℃左右。另外,在一体化工序中,流动状态的树脂的温度没有特别限定,通常可以为180~320℃左右、优选为220~280℃左右。
[0196]
另外,在注射成型同时装饰法中,将本发明的装饰片配置于设有注射成型的吸引孔的真空成型模具的兼用阴模,用该阴模进行预成型(在线预成型),之后,将注射成型模具合模,将流动状态的树脂注射填充到模具内,使其固化,在注射成型的同时使本发明的装饰片的第二保护层2侧与树脂成型物的外表面一体化,由此制造装饰树脂成型品。
[0197]
进一步具体而言,可以通过包括下述工序的注射成型同时装饰法制造本发明的装饰树脂成型品(或带热塑性树脂膜层的装饰树脂成型品)。
[0198]
预成型工序,将本发明的装饰片以上述装饰片的第一保护层1侧与具有规定形状的成型面的可动模具的该成型面相对的方式设置,之后,对该装饰片进行加热使其软化,并且,从上述可动模具侧抽真空,使软化了的装饰片沿该可动模具的成型面密合,由此将装饰片预成型;
[0199]
注射成型工序,将具有沿成型面密合的装饰片的可动模具与固定模具合模后,在由两模具形成的腔室内注射填充流动状态的树脂成型材料,使其固化,使所形成的树脂成型体与装饰片叠层一体化;和
[0200]
取出工序,使可动模具从固定模具分离,取出装饰片全部层叠层而成的树脂成型体。
[0201]
在注射成型同时装饰法的预成型工序中,装饰片的加热温度没有特别限定,可以根据构成装饰片的树脂的种类和装饰片的厚度等适当选择,在使用聚酯树脂膜或丙烯酸树脂膜作为基材层时,通常可以为70~130℃左右。另外,在注射成型工序中,流动状态的树脂的温度没有特别限定,通常可以为180~320℃左右、优选为220~280℃左右。
[0202]
另外,本发明的装饰树脂成型品(或带热塑性树脂膜层的装饰树脂成型品)还可以通过真空压接法等的、在预先准备好的立体的树脂成型体(成型树脂层)上贴附本发明的装饰片的装饰方法来制作。
[0203]
在真空压接法中,首先,在由位于上侧的第一真空室和位于下侧的第二真空室构成的真空压接机内,将本发明的装饰片和树脂成型体以装饰片为第一真空室侧、树脂成型体为第二真空室侧且装饰片的第二保护层2侧朝向树脂成型体侧的方式设置于真空压接机内,使2个真空室成为真空状态。树脂成型体被设置在第二真空室侧所具备的能够上下升降的升降台上。接着,对第一真空室进行加压,并且利用升降台使成型体抵接于装饰片,利用2个真空室间的压力差,将装饰片边拉伸边贴附于树脂成型体的表面。最后,将2个真空室开放至大气压,根据需要修剪装饰片的多余的部分,由此得到本发明的装饰树脂成型品。
[0204]
在真空压接法中,在将上述的成型体抵接于装饰片的工序之前,为了使装饰片软化提高成型性,优选具备对装饰片进行加热的工序。具备该工序的真空压接法有时特别称为真空加热压接法。该工序中的加热温度可以根据构成装饰片的树脂的种类和装饰片的厚度等适当选择,在使用聚酯树脂膜或丙烯酸树脂膜作为基材层时,通常可以为60~200℃左右。
[0205]
本发明的装饰树脂成型品中,成型树脂层可以选择与用途相对应的树脂形成。作为成型树脂,可以是热塑性树脂,也可以是热固化性树脂。
[0206]
作为用作成型树脂的热塑性树脂,例如可以列举聚乙烯、聚丙烯等的聚烯烃系树脂、abs树脂、苯乙烯树脂、聚碳酸酯树脂、丙烯酸树脂、氯乙烯树脂等。这些热塑性树脂可以单独使用1种,也可以组合2种以上使用。
[0207]
另外,作为用作成型树脂的热固化性树脂,例如可以列举聚氨酯树脂、环氧树脂等。这些热固化性树脂可以单独使用1种,也可以组合2种以上使用。
[0208]
本发明的装饰树脂成型品具有优异的耐药品性、耐磨损性等,因此,例如能够用作汽车等车辆的内装材料或外装材料;踢脚线、吊顶边角线等装修材料;窗框、门框等的门窗格栅;墙、地板、顶棚等的建筑物的内装材料;电视机接收器、空调机等的家电制品的框体;容器等。
[0209]
实施例
[0210]
以下例示实施例1a和比较例1a-4a对本发明的第一实施方式进行详细说明。另外,以下例示实施例1b-5b和比较例1b-2b对本发明的第二实施方式进行详细说明。但本发明并不限定于实施例。
[0211]
实施例1a
[0212]
作为基材层,使用abs树脂膜(厚度475μm)。使用含有丙烯酸树脂的墨水组合物,通过凹版印刷在基材层上形成图案层(全图案层(厚度5μm))。接着,在图案层上涂布含有粘合剂树脂的底涂层用树脂组合物,该粘合剂树脂由含有主剂(丙烯酸多元醇/聚氨酯、质量比9/1)100质量份和固化剂(六亚甲基二异氰酸酯)7质量份的双液固化型树脂构成,使其干
燥,形成厚度为2μm的底涂层,得到依次叠层有基材层/图案层/底涂层的叠层体。
[0213]
接着,对所得到的叠层体的底涂层侧进行压花加工,在底涂层上形成凹凸形状。作为压花版,使用条纹图案、压花版深40μm的压花版。接着,为了形成第二保护层,以固化后的厚度(第二保护层的凹凸形状的凸部的厚度)达到10μm的方式涂布电离辐射固化性树脂(表1中记载的eb树脂a,详细情况后述),形成未固化树脂层。从该未固化树脂层上照射加速电压165kv、照射剂量50kgy(5mrad)使其固化。接着,为了形成第一保护层,以固化后的厚度(第一保护层的凹凸形状的凸部的厚度)达到10μm的方式涂布配合有热塑性树脂(丙烯酸树脂)和电离辐射树脂(表1中记载的eb树脂b,详细情况后述)的树脂组合物,形成未固化树脂层。与第二保护层同样,从该未固化树脂层上照射加速电压165kv、照射剂量50kgy(5mrad)使其固化,形成具有凹凸形状的第一保护层和第二保护层,得到装饰片。其中,表面层的凹凸形状与底涂层的凹凸形状对应。
[0214]
接着,使用所得到的装饰片,制造装饰树脂成型品。具体而言,利用红外线加热器将装饰片以280℃加热20秒,利用真空成型以沿着模具内的形状(板状)的方式进行预成型(最大拉伸倍率50%)。接着,将预成型品嵌入模具,将注射树脂注射到模具的腔室内,将装饰片与注射树脂一体化成型,从模具取出而得到装饰树脂成型品。
[0215]
比较例1a、2a
[0216]
不形成第二保护层,作为第一保护层使用表1所记载的树脂,除此以外,与实施例1同样操作,得到装饰片和装饰树脂成型品。
[0217]
比较例3a
[0218]
作为形成第一保护层和第二保护层的树脂,使用表1所记载的树脂,除此以外,与实施例1a同样操作,得到装饰片和装饰树脂成型品。
[0219]
比较例4a
[0220]
如表1所记载的那样,不形成保护层,除此以外,与实施例1a同样操作,得到装饰片和装饰树脂成型品。
[0221]
表1所记载的第一保护层和第二保护层的树脂如下。其中,eb树脂b与丙烯酸树脂的混合比(质量比)为1∶3。
[0222]
·
eb树脂a:具有聚碳酸酯骨架的2官能的聚氨酯丙烯酸酯(重均分子量20,000)95质量份、和6官能的聚氨酯丙烯酸酯(重均分子量3,000)5质量份
[0223]
·
eb树脂b:2官能聚氨酯丙烯酸酯单体(分子量500)
[0224]
·
丙烯酸树脂:丙烯酸聚合物(重均分子量12万)
[0225]
<装饰片的表面粗糙度的测定>
[0226]
按照jis b 0601:2001的规定测定上述所得到的各装饰片的外侧表面的各种表面粗糙度(算数平均粗糙度(ra))。作为测定装置,使用株式会社小坂研究所制造的表面粗糙度测定器(商品名“surfcorder se-30k”。将测定结果示于表1。
[0227]
<装饰树脂成型品的表面粗糙度的测定>
[0228]
对于各装饰树脂成型品的外侧表面,与上述<装饰片的表面粗糙度的测定>同样,测定算数平均粗糙度(ra)。将测定结果示于表1。
[0229]
<凹凸维持性>
[0230]
对于各装饰树脂成型品的外观,确认自成型前的各装饰片的外观的变化,按照以
下基准评价。将结果示于表1。
[0231]
◎
:与成型前相比,凹凸形状所带来的设计感没有变化。
[0232]
○
:与成型前相比有轻微变化,但凹凸形状所带来的设计感没有大的变化。
[0233]
△
:与成型前相比,感觉凹凸形状所带来的设计感变浅。
[0234]
×
:凹凸形状所带来的设计感丧失。
[0235]
<装饰片的耐药品性>
[0236]
在上述所得到的各装饰片的表面上滴加防晒化妆品5ml,在60℃的烘箱内放置4小时。接着,将装饰片取出,用中性洗剂液冲洗表面后,目视观察滴加部分的状态,按照以下基准评价装饰片的耐药品性。将结果示于表1。所使用的防晒化妆品是市售品,作为成分,含有阿伏苯宗(3%)、胡莫柳酯(10%)、水杨酸辛酯(5%)、奥克立林(2.8%)、羟苯甲酮(6%),是树脂表面的侵蚀性高的物质。
[0237]
◎
:装饰片表面的外观没有变化。
[0238]
○
:装饰片表面有轻微的光泽变化,但对设计没有大幅损害。
[0239]
△
:装饰片表面存在光泽变化,但在实际使用中是允许的。
[0240]
×
:装饰片表面存在白化、膨润、溶解。
[0241]
[表1]
[0242][0243]
实施例1b
[0244]
作为基材层,使用abs树脂膜(厚度475μm)。使用含有丙烯酸树脂的墨水组合物,通过凹版印刷在基材层上形成图案层(全图案层(厚度5μm))。接着,在图案层上涂布含有粘合剂树脂的底涂层用树脂组合物,该粘合剂树脂由含有主剂(丙烯酸多元醇/聚氨酯、质量比9/1)100质量份和固化剂(六亚甲基二异氰酸酯)7质量份的双液固化型树脂构成,使其干燥,形成厚度为2μm的底涂层,得到依次叠层有基材层/图案层/底涂层的叠层体。
[0245]
接着,对所得到的叠层体的底涂层侧进行压花加工,在底涂层上形成凹凸形状。作为压花版,使用条纹图案、压花版深40μm的压花版。接着,为了形成第二保护层,以固化后的厚度(第二保护层的凹凸形状的凸部的厚度)达到10μm的方式涂布电离辐射固化性树脂(后述的eb树脂a1),形成未固化树脂层。从该未固化树脂层上照射加速电压165kv、照射剂量50kgy(5mrad)使其固化。接着,为了形成第一保护层,以固化后的厚度(第一保护层的凹凸形状的凸部的厚度)达到10μm的方式涂布电离辐射树脂(后述的eb树脂b1)和热塑性树脂(丙烯酸树脂、重均分子量12万)以质量比1∶3混合的树脂组合物,形成未固化树脂层。与第
二保护层同样,从该未固化树脂层上照射加速电压165kv、照射剂量50kgy(5mrad)使其固化,形成具有凹凸形状的第一保护层和第二保护层,得到装饰片。其中,表面层的凹凸形状与底涂层的凹凸形状对应。
[0246]
接着,使用所得到的装饰片,制造装饰树脂成型品。具体而言,利用红外线加热器将装饰片以280℃加热20秒,利用真空成型以沿着模具内的形状(板状)的方式进行预成型(最大拉伸倍率50%)。接着,将预成型品嵌入模具,将注射树脂注射到模具的腔室内,将装饰片与注射树脂一体化成型,从模具取出而得到装饰树脂成型品。
[0247]
实施例2b
[0248]
作为形成第二保护层的电离辐射固化性树脂,使用后述的eb树脂a2,除此以外,与实施例1b同样操作,得到装饰片和装饰树脂成型品。
[0249]
实施例3b
[0250]
作为形成第二保护层的电离辐射固化性树脂,使用后述的eb树脂a3,除此以外,与实施例1b同样操作,得到装饰片和装饰树脂成型品。
[0251]
实施例4b
[0252]
作为形成第一保护层的电离辐射固化性树脂,使用后述的eb树脂b2,并将电离辐射固化性树脂与热塑性树脂的质量比变更为1∶2,除此以外,与实施例1b同样操作,得到装饰片和装饰树脂成型品。
[0253]
实施例5b
[0254]
作为形成第二保护层的电离辐射固化性树脂,使用后述的eb树脂a4,除此以外,与实施例1b同样操作,得到装饰片和装饰树脂成型品。
[0255]
比较例1b
[0256]
第二保护层由电离辐射固化性树脂(后述的eb树脂c1)与热塑性树脂(丁醛树脂)以质量比1∶1混合而成的树脂组合物形成,除此以外,与实施例1b同样操作,得到装饰片和装饰树脂成型品。
[0257]
比较例2b
[0258]
作为形成第二保护层的电离辐射固化性树脂,使用后述的eb树脂c2,并且作为形成第二保护层的热塑性树脂,使用丙烯酸树脂,除此以外,与比较例1b同样操作,得到装饰片和装饰树脂成型品。
[0259]
表2所记载的第一保护层和第二保护层的树脂如下。
[0260]
·
eb树脂a1:具有聚碳酸酯骨架的2官能的聚氨酯丙烯酸酯(重均分子量20,000)95质量份、和6官能的聚氨酯丙烯酸酯(重均分子量3,000)5质量份。
[0261]
·
eb树脂a2:具有聚碳酸酯骨架的2官能的聚氨酯丙烯酸酯(重均分子量20,000)95质量份、和6官能的聚氨酯丙烯酸酯(重均分子量3,000)5质量份。
[0262]
·
eb树脂a3:具有聚碳酸酯骨架的2官能的聚氨酯丙烯酸酯(重均分子量20,000)30质量份、和6官能的聚氨酯丙烯酸酯(重均分子量3,000)70质量份。
[0263]
·
eb树脂a4:具有聚碳酸酯骨架的2官能的聚氨酯丙烯酸酯(重均分子量20,000)50质量份、和6官能的聚氨酯丙烯酸酯(重均分子量3,000)50质量份。
[0264]
·
eb树脂b1:2官能聚氨酯丙烯酸酯单体(分子量500)。
[0265]
·
eb树脂b2:2官能聚氨酯丙烯酸酯低聚物(重均分子量3000)。
[0266]
·
eb树脂c1:6官能的聚氨酯丙烯酸酯低聚物(重均分子量7000)。
[0267]
·
eb树脂c2:2官能的聚酯丙烯酸酯低聚物(重均分子量10000)60质量份、和6官能的聚氨酯丙烯酸酯低聚物(重均分子量7000)40质量份。
[0268]
·
丙烯酸树脂:聚甲基丙烯酸甲酯(重均分子量12万、软化温度80℃)。
[0269]
·
丁醛树脂:聚乙烯醇缩丁醛(重均分子量5000、软化温度60℃)。
[0270]
<拉伸弹性模量>
[0271]
按照以下方法测定第一保护层和第二保护层的拉伸弹性模量。第一保护层或第二保护层各自以30μm的厚度制作,制成宽度25mm、长度80mm的试验样品。具体而言,将用于形成第一保护层和第二保护层的电离辐射固化性树脂组合物分别涂敷在聚对苯二甲酸乙二醇酯膜上并使其固化,以30μm的厚度固化而得到固化膜,将聚对苯二甲酸乙二醇酯膜从固化膜剥离,裁切成上述规定的尺寸,制成试验样品。在23℃或150℃的环境下,使用拉伸试验机(orientec co.,ltd.制造tensilon万能材料试验机rtc-1250a),以夹具间距离50mm、拉伸速度1000mm/分钟的条件测定试验样品的拉伸弹性模量。将结果示于表2。
[0272]
<热软化点>
[0273]
第二保护层的热软化点如下所述测定。以30μm的厚度制作第二保护层2,制成宽度25mm、长度80mm的试验样品。具体而言,将用于形成第二保护层的电离辐射固化性树脂组合物涂敷在聚对苯二甲酸乙二醇酯膜上并使其固化,以30μm的厚度固化而得到固化膜,从聚对苯二甲酸乙二醇酯膜上剥离固化膜,裁切成上述规定的尺寸,制成试验样品。使用热分析装置(tma),以升温速度5℃/分钟从室温(25℃)升温至200℃,确认试验样品有无热软化点。其中,因为不会认为在25℃以下的温度下存在热软化点,所以将起始温度设为25℃。将结果示于表2。
[0274]
<成型性>
[0275]
将所得到的装饰片供于真空成型,评价成型性。利用红外线加热器将装饰片加热至160℃使其软化。接着,使用真空成型用模具进行真空成型(最大拉伸倍率200%),成型为模具的内部形状。将装饰片冷却后,将装饰片从模具脱模,按照以下基准评价成型性。将结果示于表2。
[0276]
○
:三维形状部和最大延伸部不存在微细的涂膜破裂和白化。
[0277]
△
:三维形状部或最大延伸部部分地发生微细的涂膜破裂或白化。
[0278]
×
:不能适应模具的形状,表面可见涂膜破裂、白化。
[0279]
<凹凸维持性>
[0280]
对于各装饰树脂成型品的外观,确认自成型前的各装饰片的外观的变化,按照以下基准评价。将结果示于表2。
[0281]
◎
:与成型前相比,凹凸形状所带来的设计感没有变化。
[0282]
○
:与成型前相比有轻微变化,但凹凸形状所带来的设计感没有大的变化。
[0283]
△
:与成型前相比,感觉凹凸形状所带来的设计感变浅。
[0284]
×
:凹凸形状所带来的设计感丧失。
[0285]
<装饰片的耐药品性>
[0286]
在上述所得到的各装饰片的表面上滴加防晒化妆品5ml,在60℃的烘箱内放置4小时。接着,将装饰片取出,用中性洗剂液冲洗表面后,目视观察滴加部分的状态,按照以下基
准评价装饰片的耐药品性。将结果示于表2。所使用的防晒化妆品是市售品,作为成分,含有阿伏苯宗(3%)、胡莫柳酯(10%)、水杨酸辛酯(5%)、奥克立林(2.8%)、羟苯甲酮(6%),是树脂表面的侵蚀性高的物质。
[0287]
◎
:装饰片表面的外观没有变化。
[0288]
○
:装饰片表面有轻微的光泽变化,但对设计没有大幅损害。
[0289]
△
:装饰片表面存在光泽变化,但在实际使用中是允许的。
[0290]
×
:装饰片表面存在白化、膨润、溶解。
[0291]
<耐划伤性>
[0292]
用指甲在装饰片的第一保护层侧的表面来回刮擦10次,目视确认划伤状态,按照以下基准评价。将结果示于表2。
[0293]
〇:无划伤。
[0294]
△
:确认到了轻微的划伤。
[0295]
×
:涂膜被刮掉,确认到了明显的划伤。
[0296]
[表2]
[0297][0298]
符号说明
[0299]
1:第一保护层;2:第二保护层;3:基材层;4:底涂层;5:图案层;6:成型树脂层。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1