一种复合型再生防水布料制造方法、再生防水布料及制品与流程
1.本发明涉及布料再生回收利用技术领域,特别是涉及一种复合型再生防水布料制造方法、再生防水布料及以所述再生防水布料制造的制品其应用。
背景技术:
2.在可持续时尚领域,人们越来越关注如何将穿旧或者破损的衣物进行回收和持续性的使用。
3.中国专利文献cn 105014824 b公开了一种废弃纤维纺织品再利用方法。所述方法包括以下步骤条件:a.硬化:在纤维纺织品表面喷涂一层树脂薄膜,经100-110℃的温度固化,使纺织品硬化;b.碾碎磨粉:将经硬化处理的纺织品碾碎磨成粉,并在此过程中除去金属等硬物;c.混料:将碾碎的纺织品粉末与热塑性塑料颗粒、钙粉、助剂混合,纺织品粉末、热塑性塑料颗粒、钙粉和助剂的重量份分别为30-70、20-40、10-40和1-2;d.成型:通过塑料挤出成形设备制成所需型材。这种方法的优点是减少环境污染,缺点是工艺复杂,且由于使用碾碎磨粉这种方式无法保留原布料本身所具有的特色,而且没有实现纺织品的持续性使用。
技术实现要素:
4.本发明的目的在于提供一种复合型再生防水布料的制造方法,避免使用碾碎磨粉等复杂工艺,且在保留原布料样式的情况下,进行废旧面料回收再利用。
5.为实现上述目的,本发明提供一种复合型再生防水布料的制造方法,所述制造方法包括:
6.步骤s1、将经消毒和/或清洗的废旧面料展平后铺设、粘附在第一特氟龙纸上;
7.步骤s2、在所述废旧面料的与第一特氟龙纸相对的另一侧施加tpu膜;
8.步骤s3、在所述tpu膜的与废旧面料相对的另一侧施加第二特氟龙纸;
9.步骤s4、以设定压强和设定温度对夹在第二特氟龙纸和第一特氟龙纸之间的tpu膜和废旧面料进行热压合,并保温、保压设定时长;
10.步骤s5、解除所述设定压强和设定温度,待tpu膜和废旧面料降温后,去除第二特氟龙纸和第一特氟龙纸。
11.优选地,在所述第一特氟龙纸和tpu膜之间设置有第二废旧面料。该步骤例如在步骤s2之后、步骤s3之前。也就是说,在tpu膜上设定位置处叠置第二废旧面料之后,再施加所述第一特氟龙纸。
12.优选地,所述设定压强在6-6.5mpa的范围内;所述设定温度在170度至190度的范围内;所述设定时长在15-25分钟的范围内。
13.优选地,在热压机上以加热板和底板挤压被夹在第二特氟龙纸和第一特氟龙纸之间的tpu膜和废旧面料,其中,加热板贴合挤压邻近tpu膜的第二特氟龙纸。
14.优选地,所述废旧面料的原料为回收的棉质衣物,对所述棉质衣物进行消毒、清洗
后沿缝合线进行拆解,得到布片作为所述废旧面料。
15.优选地,所述废旧面料上的带有印染图案或缝制图案的一侧朝向为背离所述tpu膜。
16.优选地,所述tpu膜的厚度在0.1mm到0.3mm的范围内。
17.本发明还提供一种复合型再生防水布料,所述复合型再生防水布料采用上述制造方法制造。
18.本发明还提供一种制品,即复合型再生防水布料制品,所述制品以上述的复合型再生防水布料制造。
19.优选地,所述制品为容器,更具体为包、袋。
20.本发明的复合型再生防水布料制造方法,在基本保留原布料样式的情况下,进行废旧面料回收再利用,且避免了硬化、碾碎磨粉等复杂工艺的使用。
附图说明
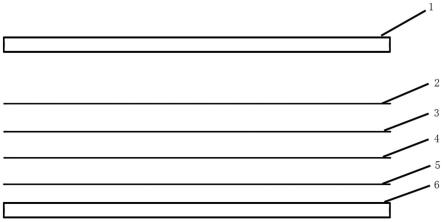
21.图1是根据本发明一实施例的复合型再生防水布料制造方法的原理示意图。
22.附图标记:
23.1加热板4废旧面料2第二特氟龙纸5第一特氟龙纸3tpu膜6底板
具体实施方式
24.在附图中,使用相同或类似的标号表示相同或类似的元件或具有相同或类似功能的元件。下面结合附图对本发明的实施例进行详细说明。
25.根据本发明一实施例的复合型再生防水布料的制造方法包括下述步骤。
26.步骤s1、将经消毒和/或清洗的废旧面料4展平后铺设、粘附在第一特氟龙纸5上。例如,在图1所示实施例中,废旧面料4铺设、粘附在第一特氟龙纸5的上侧。对废旧面料4需要进行清洗和/或消毒处理等预处理。有利的是,整个制作过程要在无尘无静电车间完成。
27.可以理解的是,第一特氟龙纸5通常大体为矩形或方形,而废旧面料4的形状取决于原料的形状,例如是t恤沿着缝线拆解后的布片形状,或者是根据需要裁剪后的形状。也就说是,在部分区域可能是没有布料的,而只有第一特氟龙纸5。如果同时铺设两片或更多片废旧面料4,相邻的废旧面料4不相互叠置,而是相互邻接或具有一定的间隔。
28.步骤s2、在所述废旧面料4的与第一特氟龙纸6相对的另一侧施加tpu膜3。例如,在图1所示实施例中,tpu膜3设置在废旧面料4的上侧。tpu(thermoplastic polyurethanes)名称为热塑性聚氨酯弹性体橡胶,是由二苯甲烷二异氰酸酯(mdi)或甲苯二异氰酸酯(tdi)等二异氰酸酯类分子和大分子多元醇、低分子多元醇(扩链剂)共同反应聚合而成的高分子材料。
29.步骤s3、在所述tpu膜3的与废旧面料4相对的另一侧施加第二特氟龙纸2。例如,在图1所示实施例中,第二特氟龙纸2粘附设置在tpu膜3的上侧。第二特氟龙纸2和第一特氟龙纸5,在再生防水布料制作过程中起到保温以及保护新生布料的作用。特氟龙纸也称为防粘不沾油纸。
30.步骤s4、以设定压强和设定温度对夹在第二特氟龙纸和第一特氟龙纸之间的tpu膜和废旧面料进行热压合,并保温、保压设定时长。设定压强、设定温度和/或设定时长的具体数值或数值范围可以根据tpu膜3和废旧面料4的理化特性设置。
31.步骤s5、解除所述设定压强和设定温度,待tpu膜3和废旧面料4降温后,去除第二特氟龙纸5和第一特氟龙纸2。需要指出的是,最终形成的,在部分区域可能是没有布料的,而只有第一特氟龙纸5。还需要指出的是,这样生产得到的复合型再生防水布料不是成卷的布料,而是一张一张的片材形式的布料,布料的尺寸受限于热压机加热板的尺寸。
32.如图1所示,上述的复合型再生防水布料的制造方法可以在热压机上进行。例如,将第一特氟龙纸上铺设在热压机的底板6上;以及使用热压机的上侧的加热板1来作为热源,且用加热板1作为压力施加构件。也就是说,在图示实施例中,在热压机上以加热板(上侧的压板)和底板挤压被夹在第二特氟龙纸和第一特氟龙纸之间的tpu膜和废旧面料,其中,加热板贴合挤压邻近tpu膜的第二特氟龙纸。在该实施例中,热源从tpu侧施加,从而,能够在一定程度上减小对废旧面料侧的影响,有利于保留废旧面料的特性。例如,有利于保留废旧面料上的印染图案等。
33.加热板与底板是面积较大、且能承受较大压力的平板。根据需要,加热板和/或底板上带有凹凸纹路,以在复合型再生防水布料上压制处所需的纹理或图案。在一个备选实施例中,加热板和/或底板上带有可拆卸与更换的镶块,以在制成的复合型再生防水布料片材的设定区域处形成凹凸纹路或图案。
34.需要指出的是,也可以利用底板作为热源,此时,位于上侧的压板不带有加热单元,仅仅作为压力施加构件。
35.在另一个可选实施例中,上侧的压板与下侧的底板都带有加热单元。这也在本发明的保护范围之内。
36.本发明上述实施例提供的复合型再生防水布料制造方法,在基本保留原布料样式的情况下,进行废旧面料的回收再利用,且避免了硬化、碾碎磨粉等复杂工艺的使用。
37.所述废旧面料的来源可以是多样的。例如,废旧面料来自于顾客提供的废弃的t恤、衬衣、裤子等衣物,这些衣服可以是使用过的,也可以是没有使用过的。废旧面料的另一个来源例如是制衣厂剩余的库存面料(未使用过的面料)。在一个实施例中,废旧面料是顾客已经使用过的、具有纪念意义的t恤、衬衣、裤子等衣物。在将所述衣物的布料与tpu膜复合后,制作成的片材,再用于制作手提袋、背包、宠物衣物等。
38.在上述的实施例中,仅仅在tpu膜的一侧设置有废旧面料(可以称为第一废旧面料)。在一个备选的实施例中,还可以在另一侧也设置第二废旧面料。也就是说,在第一特氟龙纸5和tpu膜4之间设置有第二废旧面料。该设置第二废旧面料的步骤例如在步骤s2之后、步骤s3之前。也就是说,在tpu膜上设定位置处叠置第二废旧面料之后,再施加所述第一特氟龙纸。第二废旧面料与第一废旧面料可以是相同的材质,也可以是不同的材质。
39.如前所述,设定压强、设定温度和/或设定时长的具体数值或数值范围可以根据tpu膜3和废旧面料4的理化特性设置。在一个实施例中,所述设定压强在6-6.5mpa的范围内;所述设定温度在170度至190度的范围内;所述设定时长在15-25分钟的范围内。例如,设定压强为6.0mpa、6.2mpa或6.5mpa(兆帕);设定温度为175度至185度的范围内,如180摄氏度;设定时长为20分钟。在该设定的压强、温度与时长的条件下,可以实现tpu膜与废旧面料
的良好融合,且在处理后tpu材质内很少有气泡或气孔,产品强度高。
40.废旧面料可以是任何形式的废旧面料,在一个可选实施例中,所述废旧面料的原料为回收的棉质衣物,如t恤、衬衣等。对所述棉质衣物进行消毒、清洗后沿缝合线进行拆解,得到布片作为所述废旧面料。根据需要,可以将废旧面料裁剪为设定的形状。例如,可以根据顾客的需要或者最终制品设计的需要,将废旧面料裁剪成设定规格大小的正方形、椭圆形、星型、心形等形状。以及,可以将裁剪后的废旧面料以设定的位置相对关系进行设置,即相对于tpu膜的位置。例如,使得废旧面料上的特定图案位于特定的位置。以便最终使得所述特定图案位于最终制品上的特定位置。
41.在一个实施例中,所述废旧面料上的一侧带有印染图案或缝制图案,且带有印染图案或缝制图案的朝向为背离所述tpu膜。在后续制作为手提袋、背包等容器用品或宠物衣服时,所述印染图案或缝制图案位于外侧,且位于设定的位置,通常是较为醒目位置。
42.tpu膜的厚度可以根据需要设置。在一个实施例中,所述tpu膜的厚度在0.1mm到0.3mm的范围内,例如0.15mm。对于tpu膜,采用该厚度范围值,一方面有利于提供足够的强度,另一方面,有利于后续面料在成品加工的供应链上方便进行缝纫。
43.本发明还提供一种复合型再生防水布料,所述复合型再生防水布料采用上述制造方法制造。复合型再生防水布料包括:tpu层和废旧面料层,为再生防水复合型布料,既可以节省资源,又可以减少环境污染。如果采用有纪念意义的废旧衣物(例如特殊礼物、儿童衣物等)制造,还具有收藏价值。
44.本发明还提供一种复合型再生防水布料制品,所述制品以上述的复合型再生防水布料制造。所述制品的一个实施方式为容器,例如为包、袋等。具体为手提袋(多次使用的购物袋等)、背包等。还可以为宠物衣服等。
45.本发明实施例的方法将tpu与废旧布料相结合,提供了一种可持续的环保材料,实现了废旧布料的持续循环使用。而且整个面料生产环节没有使用粘接剂,无污染。而且制造出的面料防水,耐用。此外,通过将此款面料作为原材料制作包袋/家居用品等产品,让消费者参与进了可持续环保的运动中,唤起更多人对可持续环保的意识。进一步地,通过将具有纪念意义的废旧衣物等制作为常用的手提袋、背包等,可以大大提高消费者的参与感。
46.最后需要指出的是:以上实施例仅用以说明本发明的技术方案,而非对其限制。本领域的普通技术人员应当理解:可以对前述各实施例所记载的技术方案进行修改,或者对其中部分技术特征进行等同替换;这些修改或者替换,并不使相应技术方案的本质脱离本发明各实施例技术方案的精神和范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1