玄武岩织物增强聚丁二酸丁二醇酯复合材料板材的制备方法
1.本发明属于复合材料的技术领域,具体涉及一种玄武岩织物增强聚丁二酸丁二醇酯复合材料板材的制备方法。
背景技术:
2.聚丁二酸丁二醇酯是由丁二酸和丁二醇缩合聚合所得,易被动植物体内的酶或者自然界的微生物分解代谢,具有优异的生物可降解性和良好的可加工性,拉伸强度介于聚乙烯和聚丙烯之间,刚度介于低密度聚乙烯和高密度聚乙烯之间,是非常有前景的生物降解高分子材料。
3.但是由于聚丁二酸丁二醇酯自身强度不高,限制了其应用范围,因此必须对其进行改性。
4.玄武岩纤维是一种高性能纤维,其强度高于e玻纤而比s玻纤略低,具有优异的耐高温性、良好的电绝缘性、较好的隔音性,而且玄武岩纤维是环境友好型材料,可以直接在土壤中降解。因而玄武岩纤维在水体治理、隔热耐温、航空航天、交通运输、石油化工和汽车船舶等领域均有广泛运用。但是玄武岩纤维是无机矿物纤维,表面非常光滑,且呈化学惰性,缺少活性含氧基团,表面亲水性不好,限制了其应用领域。
技术实现要素:
5.本发明针对现有技术的不足,提供了一种玄武岩织物增强聚丁二酸丁二醇酯复合材料板材的制备方法。
6.本发明的目的通过下述技术方案得以实现:
7.玄武岩织物增强聚丁二酸丁二醇酯复合材料板材的制备方法,包括采用经纬交叉铺层的方式逐层铺放玄武岩织物,相邻层的玄武岩织物之间铺设聚丁二酸丁二醇酯膜,再采用热压的方法将其压制成复合材料板材,所述玄武岩织物的体积含量大于30%。
8.在上述的玄武岩织物增强聚丁二酸丁二醇酯复合材料板材的制备方法中,所述热压包括预热过程和成型过程,所述预热过程采用的温度、压力均低于成型过程所采用的温度、压力。例如,热压时,首先将温度上升至118摄氏度,压力为2.5mpa,保温1分钟使树脂预热,此为预热过程;再将温度上升至120摄氏度,压力为3mpa,保温10分钟,此为成型过程。
9.在上述的玄武岩织物增强聚丁二酸丁二醇酯复合材料板材的制备方法中,热压时将一定厚度的不锈钢间隔板置于热压模具的两压板之间以保证获得厚度一致的复合材料板材,使用聚酰亚胺作为脱模纸。所述不锈钢也可以替换成其他硬性材料;所述聚酰亚胺也可以替换成其他材料的脱模纸。
10.在上述的玄武岩织物增强聚丁二酸丁二醇酯复合材料板材的制备方法中,所述方法还包括玄武岩织物的前处理过程,所述前处理过程包括使用丙酮溶液超声清洗玄武岩纤维,再用去离子水洗净并烘干。所述丙酮也可以使用其他有机溶剂或数种有机溶剂的混合溶剂。所述烘干采用烘箱等设备。
11.在上述的玄武岩织物增强聚丁二酸丁二醇酯复合材料板材的制备方法中,所述玄武岩织物的铺放层数为6
‑
12层。
12.在上述的玄武岩织物增强聚丁二酸丁二醇酯复合材料板材的制备方法中,所述玄武岩织物采用亲水性等离子体改性的玄武岩纤维织造而成。
13.在上述的玄武岩织物增强聚丁二酸丁二醇酯复合材料板材的制备方法中,所述等离子体改性的方法包括:(1)将玄武岩纤维用丙酮溶液超声清洗,再用去离子水洗净并烘干,然后分离成单纤维;(2)对步骤(1)处理所得的玄武岩纤维进行时间为60s,功率为50
‑
300w的等离子体处理,处理完毕得到改性玄武岩纤维。
14.优选的,在上述的玄武岩织物增强聚丁二酸丁二醇酯复合材料板材的制备方法中,所述步骤(1)中的玄武岩纤维为退浆玄武岩纤维。
15.优选的,在上述的玄武岩织物增强聚丁二酸丁二醇酯复合材料板材的制备方法中,所述等离子体处理采用射频等离子体发生器处理。
16.在上述的玄武岩织物增强聚丁二酸丁二醇酯复合材料板材的制备方法中,所述等离子体处理采用的方法是:将步骤(1)处理所得的玄武岩纤维固定在纸框上,将纸框置于等离子体处理室内,打开射频电源和自动射频匹配器进行等离子体处理。
17.本发明和现有技术相比,具有如下有益效果:
18.1、本发明提供的制备方法能够制造出较高强度的玄武岩增强聚丁二酸丁二醇酯复合材料,所得的增强复合材料板材不仅具有玄武岩增强复合材料的高强度的优点,还能进行回收利用,属于环保型材料。
19.2、本发明采用热压成型,具有成型时间短,成型过程及制造工艺简单的优点。工艺参数可以精准控制、随时调整。进一步的,本发明的热压过程包括预热过程和成型过程,可以进一步的提高产品质量。
20.3、本发明采用机织物作为增强材料,强度显著提高,特别是在经纬纱的方向。另外,还可以根据要求调整织物方向,从而使板材具有各向异性的强度特点,增加复合材料的可设计性。
21.4、本发明的玄武岩织物采用亲水性等离子体改性的玄武岩纤维织造而成。通过较简单的反应体系,利用射频等离子体对玄武岩纤维进行表面改性,通过在其表面刻蚀和引入活性含氧基团等作用使其亲水性增加。
22.5、相对于其他玄武岩纤维的改性方法,本发明采用的改性方法具有以下优点:
①
本发明的改性方法只对纤维表面进行改性,对纤维的强度没有任何损伤;
②
改性时间比较短,操作简单方便;
③
在等离子体改性过程中引入了极高比例的氧元素,使纤维亲水性提高非常明显。
附图说明
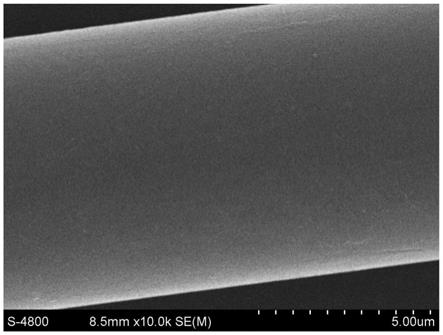
23.图1是本发明实施例一的表面形貌图;
24.图2是本发明实施例二的表面形貌图;
25.图3是本发明实施例三的表面形貌图;
26.图4是本发明实施例四的表面形貌图;
27.图5是本发明对比实施例的表面形貌图;
28.图6是本发明实施例一的单纤维强度统计图;
29.图7是本发明实施例二的单纤维强度统计图;
30.图8是本发明实施例三的单纤维强度统计图;
31.图9是本发明实施例四的单纤维强度统计图;
32.图10是本发明对比实施例的单纤维强度统计图;
33.图11是本发明水滴吸收时间统计图;
34.图12是本发明实施例一的玄武岩纤维的化学元素组成图;
35.图13是本发明实施例二的玄武岩纤维的化学元素组成图;
36.图14是本发明实施例三的玄武岩纤维的化学元素组成图;
37.图15是本发明实施例四的玄武岩纤维的化学元素组成图;
38.图16是本发明对比实施例的玄武岩纤维的化学元素组成图;
具体实施方式
39.下面结合具体实施例对本发明作进一步说明,但是这些实例并不限制本发明的范围。此外相关领域的普通技术人员对本发明做的任何改动,只要不脱离本发明的实质,都将等价落在本发明权利要求书所限定的范围内。
40.本发明实施例中所使用的玄武岩纤维购自浙江石金玄武岩纤维有限公司。
41.本发明所使用的等离子体设备为中科院制造的型号为rfg
‑
1000的射频等离子体发生器。
42.本发明所使用的匹配器为中科院制造的型号为rfm
‑
1000的自动射频匹配器。
43.本发明的拉伸强度使用万能测试机测试,测试标准参照gb/t1447
‑
2005。
44.改性玄武岩纤维的制备
45.实施例一
46.将玄武岩纤维固定在纸框上,将纸框置于等离子体处理室内,打开射频电源和自动射频匹配器,同时设置等离子体的处理功率为50w,处理时间为60s,处理完成后等离子体装置自动停止,将纸框取出,放入洁净的试样袋中,处理完成。得到表面形貌非常光滑,单纤维强度统计值为4397mpa,表面氧元素含量为41.59%,水滴吸收时间29.3s,亲水性增强的玄武岩纤维。
47.实施例二
48.将玄武岩纤维固定在纸框上,将纸框置于等离子体处理室内,打开射频电源和自动射频匹配器,同时设置等离子体的处理功率为100w,处理时间为60s,处理完成后等离子体装置自动停止,将纸框取出,放入洁净的试样袋中,处理完成。得到表面些许粗糙,单纤维强度统计值为4716mpa,表面氧元素含量为44.31%,水滴吸收时间为17.3s,亲水性增强的玄武岩纤维。
49.实施例三
50.将玄武岩纤维固定在纸框上,将纸框置于等离子体处理室内,打开射频电源和自动射频匹配器,同时设置等离子体的处理功率为200w,处理时间为60s,处理完成后等离子体装置自动停止,将纸框取出,放入洁净的试样袋中,处理完成。得到表面颗粒物增多,单纤维强度统计值为4322mp,表面氧元素含量为53.53%,水滴吸收时间为4.6s,亲水性增强的
玄武岩纤维。
51.实施例四
52.将玄武岩纤维固定在纸框上,将纸框置于等离子体处理室内,打开射频电源和自动射频匹配器,同时设置等离子体的处理功率为300w,处理时间为60s,处理完成后等离子体装置自动停止,将纸框取出,放入洁净的试样袋中,处理完成。得到表面颗粒物增多,单纤维强度统计值为4421mpa,表面氧元素含量为53.14%,水滴吸收时间为3.2s,亲水性增强的玄武岩纤维。
53.对比实施例
54.将玄武岩纤维不经等离子体处理测其表面形貌非常光滑、表面氧元素含量33.74%、水滴吸收时间60.4s和单纤维强度统计值4415mpa。
55.以上实施的玄武岩纤维的化学元素组成表如下表所示
[0056][0057]
对照附图1
‑
16,处理后的玄武岩纤维与对比实施例相比其表面粗糙度明显增加,单纤维强度统计值没有显著性差异,氧元素含量明显升高,水滴吸收时间明显减少,其亲水性明显增加。
[0058]
玄武岩织物增强聚丁二酸丁二醇酯复合材料板材的制备
[0059]
实施例五
[0060]
将玄武岩机织物分别按照设定好的铺层角度和层数铺放在热压模具中,本实施例中铺放8层,采取经纬交叉铺层。玄武岩纤维的体积含量为31%。相邻层织物间铺设聚丁二酸丁二醇酯膜。热压时,首先将温度上升至118摄氏度,压力为2.5mpa,保温1分钟使树脂预热,再将温度上升至120摄氏度,保温10分钟。最后,将压制好的复合材料板冷却到室温再脱模,制得玄武岩织物聚丁二酸丁二醇酯复合材料板材。经过检测,玄武岩织物增强聚丁二酸丁二醇酯复合材料板材的强度为223.7mpa。
[0061]
实施例六
[0062]
将玄武岩机织物分别按照设定好的铺层角度和层数铺放在热压模具中,本实施例中铺放8层,采取经纬交叉铺层。玄武岩纤维的体积含量为35%。每两层织物间铺设聚丁二酸丁二醇酯膜。热压时,首先将温度上升至118摄氏度,压力为2.5mpa,保温1分钟使树脂预热,再将温度上升至120摄氏度,保温10分钟。最后,将压制好的复合材料板冷却到室温再脱模,制得玄武岩织物聚丁二酸丁二醇酯复合材料板材。经过检测,玄武岩织物增强聚丁二酸丁二醇酯复合材料板材的强度为235.5mpa。
[0063]
实施例七
[0064]
将玄武岩机织物分别按照设定好的铺层角度和层数铺放在热压模具中,本实施例中铺放8层,采取经纬交叉铺层。玄武岩纤维的体积含量为38%。每两层织物间铺设聚丁二
酸丁二醇酯膜。热压时,首先将温度上升至118摄氏度,压力为2.5mpa,保温1分钟使树脂预热,再将温度上升至120摄氏度,保温10分钟。最后,将压制好的复合材料板冷却到室温再脱模,制得玄武岩织物聚丁二酸丁二醇酯复合材料板材。经过检测,玄武岩织物增强聚丁二酸丁二醇酯复合材料板材的强度为221.7mpa。
[0065]
实施例八
[0066]
将玄武岩机织物分别按照设定好的铺层角度和层数铺放在热压模具中,本实施例中铺放8层,采取经纬交叉铺层。玄武岩纤维的体积含量为41%。每两层织物间铺设聚丁二酸丁二醇酯膜。热压时,首先将温度上升至118摄氏度,压力为2.5mpa,保温1分钟使树脂预热,再将温度上升至120摄氏度,保温10分钟。最后,将压制好的复合材料板冷却到室温再脱模,制得玄武岩织物聚丁二酸丁二醇酯复合材料板材。经过检测,玄武岩织物增强聚丁二酸丁二醇酯复合材料板材的强度为216.8mpa。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1