一种多层复合材料的制备方法与流程
1.本发明属于复合材料制备技术领域,具体涉及一种多层复合材料的制备方法。
背景技术:
2.目前,随着使用需求的增多,现有的材料不再仅仅包含单一材质或者单一层,为实现不同材质之间的优势组合,常常将两层或更多层材料贴合在一起,形成由多层材料制成的复合材料,这种复合材料可用于各种领域。
3.在卫生用品领域,多采用无纺布进行一次性卫生用品的制备,但现有的无纺布产品大多是不具备弹性的,因此使得其使用舒适性较差。针对上述问题,可将无纺布与弹性材料进行复合使用,但是由于弹性材料本身具有较好的可变形效果,因此使得生产中弹性材料的开启及运输存在极大不便,进而影响了复合材料的有效成型。
技术实现要素:
4.鉴于此,为解决上述背景技术中所提出的问题,本发明的目的在于提供一种多层复合材料的制备方法。
5.为实现上述目的,本发明提供如下技术方案:一种多层复合材料的制备方法,包括如下步骤:
6.s1.中间材料预处理:
7.(11)放卷机构释放成卷的中间材料,且所述中间材料包括依次连接的内侧非弹性膜、中间弹性膜和外侧非弹性膜,其中所述内侧非弹性膜和外侧非弹性膜均可拉伸延展;
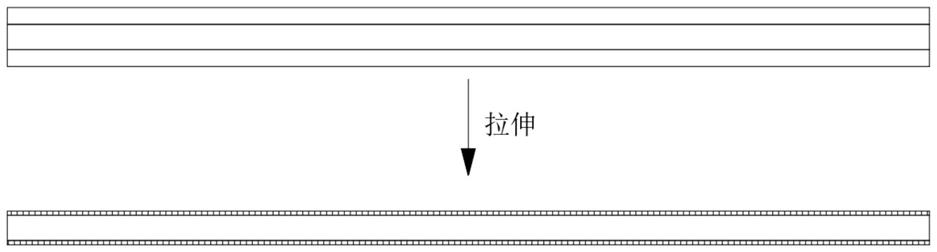
8.(12)拉伸机构拉伸由放卷机构释放的中间材料,获得弹性中间薄膜;
9.(13)打孔机构对所述弹性中间薄膜打孔,获得多孔状弹性中间薄膜;
10.s2.表面材料复合:
11.(21)牵引机构将表面材料和多孔状弹性中间薄膜牵引至复合机构中;
12.(22)复合机构在多孔状弹性中间薄膜两侧复合固定表面材料,得到半成品多层复合材料;
13.(23)打孔机构对所述半成品多层复合材料打孔,获得多孔状的成品多层复合材料;
14.s3.多层复合材料收卷:
15.(31)牵引机构将多孔状的成品多层复合材料牵引至收卷机构中;
16.(32)收卷机构使多孔状的成品多层复合材料收卷成型。
17.优选的,在所述步骤(21)的牵引中,牵引至少一层表面材料以及至少一层多孔状弹性中间薄膜。
18.优选的,在所述步骤(22)的复合中:
19.牵引的表面材料为一层时,至少一层多孔状弹性中间薄膜均被复合固定于一层表面材料的一侧表面上;
20.牵引的表面材料为一层以上时,将表面材料分为内表面材料和外表面材料两部分,且每部分的数量均至少为一层,至少一层多孔状弹性中间薄膜均被复合固定于内表面材料与外表面材料之间。
21.优选的,在所述拉伸中间材料的步骤中,至少包括两次拉伸。具体,在每相邻两次拉伸步骤之间,还包括拉伸张力调整操作,且调整前后的拉伸张力均通过传感器检测获得。
22.优选的,所述拉伸张力调整操作包括:通过张力调整机构使所述中间材料的所受拉伸张力恢复至拉伸之前。
23.优选的,所述复合机构采用超声波焊接机构、热压机构或涂胶机构中的任意一种。
24.优选的,所述表面材料采用无纺布。
25.优选的,在所述步骤(21)及所述步骤(31)的牵引之后,还包括纠偏操作,且所述纠偏操作通过纠偏机构执行。
26.本发明与现有技术相比,具有以下有益效果:
27.在本发明中,采用多层结构的中间材料,且该中间材料在开卷时,基于内侧非弹性膜和外侧非弹性膜的限制,使得当前状态下的中间材料呈现为非弹性状态,由此方便实现中间材料的开卷及运输;而在经过拉伸后,内/外侧非弹性膜被拉伸延展,由此使得中间弹性膜的弹性特性被凸显出现,由此使得整体中间材料呈现为可弹性变形状态,在该状态下与无纺布复合形成多层复合材料;综上,整体制备方法简单,且方便实现中间材料的开卷及运输。
28.在本发明的制备方法中,分别对复合前的中间材料以及复合后的多层复合材料进行打孔处理,由此有效提高整体材料的透气性及使用舒适性。
附图说明
29.图1为本发明的制备方法中所使用的中间材料的结构示意图;
30.图2为通过本发明制备方法制备得到的多层复合材料的结构示意图;
31.图3为本发明制备方法的工艺流程图。
具体实施方式
32.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
33.在本发明中提供了一种多层复合材料的制备方法,且该方法主要包括如下步骤:
34.s1.中间材料预处理:
35.(11)放卷机构释放成卷的中间材料,结合图1可知,该中间材料包括依次连接的内侧非弹性膜、中间弹性膜和外侧非弹性膜,其中内侧非弹性膜和外侧非弹性膜均可拉伸延展。具体,在放卷输送过程中,基于内侧非弹性膜和外侧非弹性膜的限定,使得当前状态下的中间材料呈现为非弹性(即内侧非弹性膜和外侧非弹性膜所表现出的特性),而基于非弹性的特性,则使得中间材料的放卷输送十分方便。
36.(12)拉伸机构拉伸由放卷机构释放的中间材料,获得弹性中间薄膜;
37.具体,在本步骤中,至少包括两次拉伸,且在每相邻两次拉伸步骤之间还通过张力调整机构使中间材料的所受拉伸张力恢复至拉伸之前,其中调整前后的拉伸张力均通过传感器检测获得;由此,通过拉伸操作使得内侧非弹性膜和外侧非弹性膜延展形成薄膜,而在内侧非弹性膜和外侧非弹性膜的厚度变薄、长度变长的状态下,能有效使得中间弹性膜的弹性弹性凸显出来,进而使得拉伸后的中间材料变为具有弹性的弹性中间薄膜。
38.进一步的,结合图3所示,在图3中a与b构成一次拉伸机构,c构成张力调整机构,d与e构成二次拉伸机构,由此可知,图3所示的制备流程图中示出了中间材料经两次拉伸的示例。
39.(13)打孔机构f对弹性中间薄膜打孔,获得多孔状弹性中间薄膜;
40.具体,在本步骤中,打孔机构在弹性中间薄膜上打n(n≥1)个孔,且打孔形状不限,例如:圆形、方形、三角形等。
41.s2.表面材料复合:
42.(21)依次经牵引机构g和纠偏机构h将至少一层表面材料和至少一层多孔状弹性中间薄膜牵引至复合机构i中;具体的,复合机构i采用超声波焊接机构、热压机构或涂胶机构中的任意一种;表面材料采用无纺布。
43.(22)复合机构i在多孔状弹性中间薄膜的一侧或两侧复合固定表面材料,得到半成品多层复合材料;具体:
44.牵引的表面材料为一层时,复合机构i使至少一层多孔状弹性中间薄膜均被复合固定于一层表面材料的一侧表面上;
45.牵引的表面材料为一层以上时,将表面材料分为内表面材料和外表面材料两部分,且每部分的数量均至少为一层,复合机构i使至少一层多孔状弹性中间薄膜均被复合固定于内表面材料与外表面材料之间(如图2所示)。
46.(23)打孔机构j对半成品多层复合材料打孔,获得多孔状的成品多层复合材料;具体,在本步骤中,打孔机构在半成品多层复合材料上打n(n≥1)个孔,且打孔形状不限,例如:圆形、方形、三角形等。
47.s3.多层复合材料收卷:
48.(31)牵引机构k将多孔状的成品多层复合材料牵引至收卷机构l中;
49.(32)收卷机构l使多孔状的成品多层复合材料收卷成型。
50.综上,基于拉伸机构的牵引拉伸,使得中间材料由弹性状态转换为弹性状态,以此既方便实现中间材料的开卷运输,又能有效将弹性材料应用至制备一次性卫生用品的复合材料中;另外,通过复合前及复合后的打孔操作,还使得最终成型的成品多层复合材料具有良好的透气性。
51.尽管已经示出和描述了本发明的实施例,对于本领域的普通技术人员而言,可以理解在不脱离本发明的原理和精神的情况下可以对这些实施例进行多种变化、修改、替换和变型,本发明的范围由所附权利要求及其等同物限定。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1