一种模数化结构用集成材及其制造方法与流程
1.本发明涉及建材生产领域,特别是一种模数化结构用集成材及其制造方法。
背景技术:
2.目前的结构用集成材产品根据设计师和结构师的要求进行定制化生产,工厂不敢备料和库存,从而使得定制化生产成本过高,制约行业的发展。同时,结构胶黏剂的价格偏高,全部采用胶合工艺造成结构用集成材成本上升,也存在产品耐久性不合格的风险。
3.因此目前需要一种耐久性好并且适合定制生产的集成材及制造方法。
技术实现要素:
4.本发明目的是:提供一种耐久性好并且适合定制生产的模数化结构用集成材及其制造方法。
5.本发明的技术方案是:一种模数化结构用集成材,包括相互复合在一起的上基层、中间层和下基层,所述上基层包括至少两个复合在一起的锯材层,所述下基层包括至少两个复合在一起的锯材层,所述中间层包括多个层叠复合在一起的锯材层,用于复合所述中间层的每个锯材层上具有多个相互对齐的通孔,所述中间层还包括穿设在所述通孔中的木销。
6.优选地,所述锯材层由多个木板指接而成,所述通孔避开指接位置设置。
7.优选地,所述木销与所述通孔过盈配合。
8.一种模数化结构用集成材的制造方法,包括以下步骤:
9.1)将至少两层上锯材层复合成上基层,制作多个上基层备用;
10.2)将至少两层下锯材层复合成上基层,制作多个下基层备用;
11.3)根据需要选用合适数量的锯材层,复合成为中间层;
12.4)分别选取步骤1)中的上基层和步骤2)中的下基层,并将其复合在中间层的上下表面制成集成材。
13.优选地,步骤3)中锯材层在相同的位置打上通孔,并在其复合时插入与通孔过盈配合的木销。
14.进一步优选地,其中通孔的直径为5
‑
15mm,木销的直径大于通孔的直径0.3
‑
0.8mm。
15.进一步优选地,木销在进入通孔前干燥处理,含水量6
‑
10%。
16.优选地,锯材层通过单组分聚氨酯冷压胶合。
17.优选地,当中间层的锯材层超过10层时,可以在步骤3)中将中间层分成两个或两个以上的子层,再将子层同时与步骤1)中的上基层和步骤2)中的下基层复合,其中每个子层包含5
‑
7层的锯材。
18.优选地,将上基层、下基层与中间层的复合面抛光后再进行复合,抛光结束至开始复合的时间不超过24h。
19.本发明的优点是:
20.1.本发明的集成材通过上基层、中间层和下基层复合而成,并且在中间层的锯材层上设置并采用木销固定,从而提高了中间层的耐久性能,在长期使用中降低集成材出现强度下降的风险。
21.2.本发明的集成材通过上基层、中间层和下基层复合而成,三个部分单独生产,其中上基层和下基层可以通用于不同定制要求的集成材,在遇到不同定制要求时只需要调整中间层即可,能够节约成本,并大幅度提高生产效率。
附图说明
22.为了更清楚地说明本发明实施例的技术方案,下面将对实施例描述中所需要使用的附图作简单地介绍,下面描述中的附图仅仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
23.下面结合附图及实施例对本发明作进一步描述:
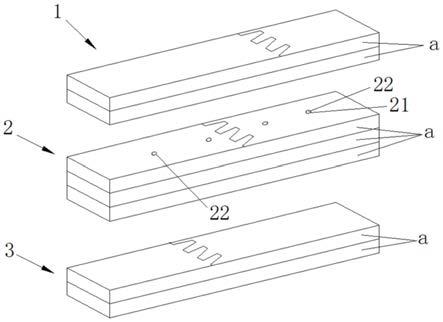
24.图1为实施例的分解示意图。
25.其中:1、上基层;2、中间层;21、通孔;22、木销;3、下基层;a、锯材层。
具体实施方式
26.以下结合具体实施例对上述方案做进一步说明。应理解,这些实施例是用于说明本发明而不限于限制本发明的范围。实施例中采用的实施条件可以根据具体厂家的条件做进一步调整,未注明的实施条件通常为常规实验中的条件。
27.实施例:一种模数化结构用集成材,包括相互复合在一起的上基层1、中间层2和下基层3,所述上基层1包括至少两个复合在一起的锯材层a,所述下基层3包括至少两个复合在一起的锯材层a,所述中间层2包括多个层叠复合在一起的锯材层a,用于复合所述中间层2的每个锯材层a上具有多个相互对齐的通孔21,所述中间层2还包括穿设在所述通孔21中的木销22。
28.参照图1所示,本实施例中上基层1由两层复合在一起的锯材层a组成,中间层2由三层复合在一起的锯材层a组成,下基层3由两层复合在一起的锯材层a组成,并且,在组成中间层2的锯材层a上具有多个通孔,并且在每个通孔21中设置木销22。木销22能够提高了中间层2的耐久性都,在长期使用中降低集成材出现强度下降的风险
29.本实施例的锯材层a由多个木板指接而成,根据相关标准用于指接木板的厚度为35mm,宽度为150mm,中间层2上的通孔21需要避开指接位置设置,以免影响锯材层a的强度。
30.为了使得木销22能够与锯材层a锁紧,本实施例中木销22与所述通孔21过盈配合。
31.本实施例的模数化结构用集成材的制造方法,包括以下步骤:
32.1)将两层上锯材层a复合成上基层1,制作多个上基层1备用;
33.2)将两层下锯材层a复合成上基层1,制作多个下基层3备用;
34.3)根据需要选用三层的锯材层a,并在所选用的锯材层a的相同位置上打上通孔21;
35.4)将步骤3)打好孔的锯材层a复合并在通孔21中放入木销22,使其复合成为中间层2;
36.5)分别选取步骤1)中的一个上基层1和一个步骤2)中的下基层3,并将其复合在步骤3)的中间层2的上下表面制成集成材。
37.通常,通孔21的直径为5
‑
15mm,木销22的直径大于通孔21的直径0.3
‑
0.8mm。本实施例中,根据单个锯材层a的尺寸,选定通孔21的直径为10mm,木销22的直径为10.5mm。
38.为了保证木销22与通孔21过盈配合,木销22在进入通孔21前干燥处理,含水量6
‑
10%。本实施例中,将木销的含水量控制在8%,木销进入通孔21后开始吸水膨胀,从而使得木销能够与通孔锁紧。
39.锯材层a有多个木板指接而成,其工艺参数为:榫长15mm,嵌和度0.1mm,端压11
‑
17mpa。
40.本实施例中采用的复合工艺为采用单组分聚氨酯冷压胶合锯材层a。具体的胶合工艺为:冷压压力1.0mpa,保压时间1.5h,施胶量200g/
㎡
。
41.在其他实施例中,当中间层2的锯材层a数量超过10层时,可以在步骤3)中将中间层2分成两个或两个以上的子层,再子层同时与步骤1)中的上基层1和步骤2)中的下基层3复合,其中每个子层包含5
‑
7层的锯材。
42.为了保证复合强度,本实施例中,将上基层1、下基层3与中间层2的复合面抛光后再进行复合,并且抛光结束至开始复合的时间不超过24h。
43.相比现有技术本实施例具有以下优点:
44.1.本实施例的集成材通过上基层1、中间层2和下基层3复合而成,并且在中间层2的锯材层a上设置并采用木销22固定,从而提高了中间层2的耐久性能,在长期使用中降低集成材出现强度下降的风险。
45.2.本实施例的集成材生产方法将上基层1、中间层2和下基层3复合而成集成材,三个部分单独生产,其中上基层1和下基层3可以通用于不同定制要求的集成材,在遇到不同定制要求时只需要调整中间层2即可,能够节约成本,并大幅度提高生产效率。
46.上述实施例只为说明本发明的技术构思及特点,其目的在于让熟悉此项技术的人士能够了解本发明的内容并据以实施,并不能以此限制本发明的保护范围。凡根据本发明精神实质所作的等效变化或修饰,都应涵盖在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1