抗背凸复合材料内衬部件、防弹头盔和制备方法与流程
1.本发明属于防弹头盔技术领域,具体涉及抗背凸复合材料内衬部件、防弹头盔和制备方法。
背景技术:
2.公开该背景技术部分的信息仅仅旨在增加对本发明的总体背景的理解,而不必然被视为承认或以任何形式暗示该信息构成已经成为本领域一般技术人员所公知的现有技术。
3.防弹头盔是单兵或单警作战的头部安全防护重要装备,传统的防弹头盔一般采用uhmwpe辖内复合材料或者芳纶纤维复合材料采用叠层热压成型方式制备,这种单一材质制备的防弹头盔的整体防弹性能和抗冲击变形性能均有材质自身的物理特性决定。在这些传统的材质中,uhmwpe纤维和芳纶纤维复合材料均具有较好的弹丸冲击停止特性,但是由于纤维自身物理特性的不同使其耐冲击变形量(背凸高度)有着明显差别,uhmwpe纤维自然的高温蠕变特性造成的背凸高度较大,芳纶纤维的背凸高度较低,因此两种不同材质的防弹头盔在受到相同的冲击条件下的头盔盔壳内壁的冲击防护安全性有着明显的差别。
4.发明人发现,目前芳纶头盔虽然自身的耐冲击刚性较强,盔壳内壁的抗背凸高度较低,但是芳纶头盔耐紫外老化特性较弱,严重影响头盔的使用寿命的防护稳定性。
技术实现要素:
5.针对上述现有技术中存在的问题,本发明的目的是提供一种抗背凸复合材料内衬部件、防弹头盔和制备方法。
6.为了解决以上技术问题,本发明的技术方案为:
7.第一方面,抗背凸复合材料内衬部件,包括,
8.中空防护体,具有空腔结构,中空防护体具有半椭球体的形状,中空防护体设置多个,中空防护体的壳层由内至外由uhmwpe纤维复合材料层、碳纤维复合材料层;
9.连接体,若干中空防护体设置在连接体的不同部位,连接体使内衬部件形成贴合头盔的形状,连接体的基体材质为碳纤维复合材料。
10.高速飞行的弹体进入头盔壳体后,将材料压缩到最小厚度,然后纤维被双边剪切铂坏,然后发生拉伸破坏,接着发生拉伸破坏和分成现象,不被拉断的纤维会被进一步拉伸,形成背凸,当弹体停止侵彻后,被拉伸的纤维会逐渐释放产生回弹现象。uhmwpe纤维具有重量轻等优点。但是背凸高度大,纤维的拉伸形变比较大,所以背凸高度大导致加重弹体对人体的头部产生影响。
11.本发明中设计了特殊结构的内衬部件,在头盔的关键部位设置中空防护体,结合uhmwpe纤维复合材料层和碳纤维复合材料层,能够有效的减小uhmwpe纤维的背凸高度,同时保留uhmwpe纤维的防弹性能(弹丸冲击停止特性)。连接体起到提到整体内衬部件的刚性的作用,能够提供中空防护体支撑的作用。
12.在本发明的一些实施方式中,uhmwpe纤维复合材料层的厚度为3-8mm;进一步为4-6mm。
13.在本发明的一些实施方式中,碳纤维复合材料层的厚度为1-5mm;进一步为1-3mm。
14.所述碳纤维包覆在uhmwpe纤维复合材料层的外侧,其厚度设置具有提高强度和提高整体的抗弹能力,并且中空防护体设置为中空的结构,在弹体进入后,纤维产生拉伸形变,在中空结构的作用下,纤维产生的形变进行释放。并且整体的半椭球状的整体结构,产生回应力,有助于减小背凸高度。
15.在本发明的一些实施方式中,uhmwpe纤维复合材料层由单向uhmwpe纤维预浸织物铺层叠合组成。所述铺层叠合为二维方向上,在厚度方向上叠合形成。预浸织物是将连续纤维编织物浸渍树脂后得到的。uhmwpe纤维是超高分子量聚乙烯纤维。进一步,单向uhmwpe纤维预浸织物的铺设角度为正交、
±
45
°
、
±
30
°
、0
°
、90
°
等铺设方式中的一种或多种进行铺层叠合。
16.采用单向uhmwpe纤维,单向纤维角度铺层叠合的方式。
17.在本发明的一些实施方式中,碳纤维复合材料层为二维编织碳纤维预浸布或三维编织纤维预浸布。
18.进一步,碳纤维为t300、t700、t800、t1000中的任意一种;
19.进一步,二维编织结构可选用平纹、斜纹、缎纹编织其中的任意一种;
20.中空防护体采用二维编织结构或三维编织结构,降低uhmwpe纤维的背凸高度。
21.进一步,预浸布所用的树脂可选用聚乙烯、聚丙烯、聚苯乙烯、聚苯硫醚、聚酰胺、聚酰亚胺、聚醚酮、聚醚醚酮、对苯二甲酸乙二醇酯、对苯二甲酸丁二醇酯等树脂且不局限于以上类型。
22.更进一步,二维编织碳纤维预浸布或三维编织碳纤维预浸布中树脂的重量含量为40-60%。
23.在本发明的一些实施方式中,中空防护体的外侧面为椭球面,内侧面为圆形平面。半球状椭球表面与盔壳内表面贴敷保证内衬结构的紧密固定,头部贴合表面采用平面圆形结构,当弹丸冲击盔壳整体后保证背凸高度的有效抵消。
24.在本发明的一些实施方式中,中空防护体分别设置在头盔对应前额、后脑、左太阳穴、右太阳穴的位置和天灵盖的位置中的一个或多个位置。对应前额、后脑、左太阳穴、右太阳穴的位置的为周围中空防护体,对应天灵盖的位置的为中间防护体。
25.在本发明的一些实施方式中,连接体包括若干条形连接体和若干周围连接体,条形连接体和周围连接体分别连接相邻中间防护体之间。
26.条形连接体和周围连接体分别起到连接各中空防护体的作用,使其形成为一个整体提高抗变形能力,提供中空防护体支撑力,如果失去支撑力,中空防护体的抵抗变形和抗背凸的能力将会大大降低。
27.在本发明的一些实施方式中,周围连接体为弧形形状。
28.内衬部件为三维形状,所述条形连接体用于天灵盖对应的位置的中空防护体分别与前额、后脑、左太阳穴、右太阳穴对应的中空防护体的连接。周围连接体用于前额、后脑、左太阳穴、右太阳穴对应的中空防护体的连接。
29.在本发明的一些实施方式中,在周围连接体的内部设置杆型连接体,杆型连接体
为杆状结构。其设置为杆状结构,内嵌在周围连接体中,提高周围连接体的刚性,进而提高整个内衬部件的刚性。进一步,杆型连接体的长度为7-10cm,外直径为1-3mm。进一步,杆型连接体的材质为实心碳纤维复合材料,树脂含量为50-60%。
30.在本发明的一些实施方式中,杆型连接体在周围连接体内设置1个或多个。进一步为1个、2个或3个。
31.在本发明的一些实施方式中,杆型连接体为碳纤维三维编织结构,碳纤维为t300、t700、t800、t1000中的任意一种。杆型连接体的材质选择与周围连接体的材质相同,在受到外力后,具有一致的抵抗外力效果,彼此的应力变形一致,增加结合效果。
32.进一步,三维四向、三维五向、三维六向、三维七向编织结构中的任意一种;内嵌杆体的三维编织结构,具有增强的特点。
33.进一步,该内嵌连接体复合材料杆体结构所用的基体树脂可选用聚乙烯、聚丙烯、聚苯乙烯、聚苯硫醚、聚酰胺、聚酰亚胺、聚醚酮、聚醚醚酮、对苯二甲酸乙二醇酯、对苯二甲酸丁二醇酯等树脂且不局限于以上类型,树脂通过rtm工艺与三维编织纤维预制体织物形成整体,树脂含量控制在40-60%范围。
34.第二方面,上述内衬部件的制备方法,具体步骤为:
35.单向uhmwpe纤维预浸织物进行铺层叠合,然后进行热压成型;
36.碳纤维的二维织物与树脂形成预浸布包覆uhmwpe纤维复合材料层;
37.碳纤维复合材料层与连接体一体成型。
38.在本发明的一些实施方式中,单向uhmwpe纤维预浸织物热压成型的温度为110-130℃,压力为10-20mpa,时间为30-60min。
39.第三方面,一种防弹头盔,包括上述的防弹头盔用抗背凸复合材料内衬部件,所述内衬部件设置在防弹头盔的内侧壳层内。
40.本发明一个或多个技术方案具有以下有益效果:
41.1.采用uhmwpe纤维复合材料中空半椭球结构并在其表面包覆碳纤维复合材料层,半球状椭球表面与盔壳内表面贴敷保证内衬结构的紧密固定,头部贴合表面采用平面圆形结构,当弹丸冲击盔壳整体后保证背凸高度的有效抵消。
42.2.中空防护体之间的连接体采用碳纤维三维编织复合材料杆体结构,保证关键防护部位的稳定连接,同时为整体的内衬提供足够的刚性和强度,保证内衬整体的抗变形能力,最终可使得防弹头盔的防弹背凸高度降低50%以上,有效保证头盔的整体防弹安全性。
附图说明
43.构成本发明的一部分的说明书附图用来提供对本技术的进一步理解,本发明的示意性实施例及其说明用于解释本发明,并不构成对本发明的不当限定。
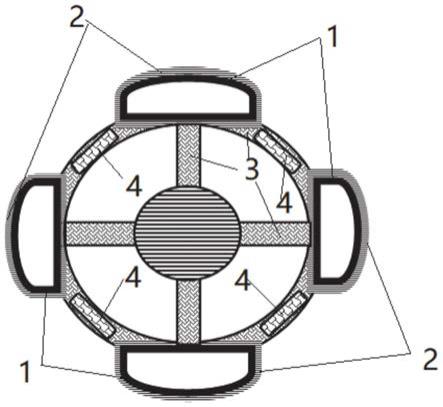
44.图1为抗背凸复合材料内衬部件的仰视图;
45.其中,1、uhmwpe纤维复合材料层,2、碳纤维复合材料层,3、连接体,4、杆型连接体。
具体实施方式
46.应该指出,以下详细说明都是例示性的,旨在对本发明提供进一步的说明。除非另有指明,本文使用的所有技术和科学术语具有与本发明所属技术领域的普通技术人员通常
理解的相同含义。
47.需要注意的是,这里所使用的术语仅是为了描述具体实施方式,而非意图限制根据本技术的示例性实施方式。如在这里所使用的,除非上下文另外明确指出,否则单数形式也意图包括复数形式,此外,还应当理解的是,当在本说明书中使用术语“包含”和/或“包括”时,其指明存在特征、步骤、操作、器件、组件和/或它们的组合。
48.如图1所示,抗背凸复合材料内衬部件,包括,中空防护体,具有空腔结构,中空防护体具有半椭球体的形状,中空防护体设置多个,中空防护体的壳层由内至外由uhmwpe纤维复合材料层1、碳纤维复合材料层2;连接体3,若干中空防护体设置在连接体3的不同部位,连接体3使内衬部件形成贴合头盔的形状,连接体3的基体材质为碳纤维复合材料。
49.连接体3包括若干条形连接体和若干周围连接体,条形连接体和周围连接体分别连接相邻中间防护体之间。
50.内衬部件为三维形状,形成符合头盔形状的结构,所述条形连接体用于天灵盖对应的位置的中空防护体分别与前额、后脑、左太阳穴、右太阳穴对应的中空防护体的连接。周围连接体用于前额、后脑、左太阳穴、右太阳穴对应的中空防护体的连接。
51.在周围连接体的内部设置杆型连接体4,杆型连接体为杆状结构。
52.下面结合实施例对本发明进一步说明
53.实施例1
54.一种抗背凸耐冲击复合材料防弹头盔内衬部件包括中空防护体和周围连接体两个部分,中空防护体贴近头盔内表面为椭球状,贴近头部为平面圆形整个中空防护体内部采用5mm厚度的uhmwpe纤维复合材料层1,该层以80克重的单向uhmwpe纤维预浸织物以正交铺设方式铺层,通过110℃、10mpa的压制参数在30min热压成型。中空防护体的外表面采用t300碳纤维通过平纹编织方式的二维织物与聚乙烯树脂形成的含胶量60%的预浸布包覆成厚度为2mm碳纤维复合材料外包覆层2,不同部位的中空防护体的碳纤维复合材料外包覆层之间形成周围连接体,周围连接体内嵌外径2mm、长度8cm的方形的实心碳纤维复合材料杆体以提高整体的刚性。该杆体采用t700碳纤维的三维四向编织结构,采用聚醚酮树脂通过rtm工艺形成树脂含量为50%的复合材料结构。
55.所述得到的防弹头盔内衬部件的背凸高度为3mm。相比于现有的防弹头盔的背凸高度26-27mm,能够显著降低背凸高度,提高防弹能力。
56.实施例2
57.一种抗背凸耐冲击复合材料防弹头盔内衬部件包括中空防护体和周围连接体两个部分,中空防护体贴近头盔内表面为椭球状,贴近头部为平面圆形整个中空防护体内部采用4mm厚度的uhmwpe纤维复合材料层,该层以90克重的单向uhmwpe纤维预浸织物以
±
45
°
铺设方式铺层,通过1120℃、15mpa的压制参数在40min热压成型。中空防护体的外表面采用t700碳纤维通过斜纹编织方式的二维织物与聚苯硫醚树脂形成的含胶量55%的预浸布包覆成厚度为3mm复合材料外包覆层,不同部位的中空防护体的碳纤维复合材料外包覆层之间形成周围连接体,周围连接体内嵌外径3mm、长度10cm的圆形的实心碳纤维复合材料杆体以提高整体的刚性。该杆体采用t800碳纤维的三维五向编织结构,采用聚苯硫醚树脂通过rtm工艺形成树脂含量为50%的复合材料结构。
58.所述得到的防弹头盔内衬部件的背凸高度为4mm。
59.实施例3
60.一种抗背凸耐冲击复合材料防弹头盔内衬部件包括中空防护体和周围连接体两个部分,中空防护体贴近头盔内表面为椭球状,贴近头部为平面圆形整个中空防护体内部采用4.5mm厚度的uhmwpe纤维复合材料层,该层以117克重的单向uhmwpe纤维预浸织物以0
°
、+45
°
、-45
°
、90
°
次序的铺设方式铺层,通过115℃、15mpa的压制参数在45min热压成型。中空防护体的外表面采用t700碳纤维通过缎纹编织方式的二维织物与聚丙烯树脂形成的含胶量54%的预浸布包覆成厚度为1mm复合材料外包覆层,不同部位的中空防护体的碳纤维复合材料外包覆层之间形成周围连接体,周围连接体内嵌外径1mm、长度8cm的方形的实心碳纤维复合材料杆体以提高整体的刚性。该杆体采用t300碳纤维的三维七向编织结构,采用聚酰胺树脂通过rtm工艺形成树脂含量为60%的复合材料结构。
61.所述得到的防弹头盔内衬部件的背凸高度为3mm。
62.实施例4
63.一种抗背凸耐冲击复合材料防弹头盔内衬部件包括中空防护体和周围连接体两个部分,中空防护体贴近头盔内表面为椭球状,贴近头部为平面圆形整个中空防护体内部采用6mm厚度的uhmwpe纤维复合材料层,该层以150克重的单向uhmwpe纤维预浸织物以
±
45
°
、
±
30
°
的铺设方式铺层,通过130℃、20mpa的压制参数在60min热压成型。中空防护体的外表面采用t700碳纤维通过平纹编织方式的二维织物与聚氨酯树脂形成的含胶量40%的预浸布包覆成厚度为3mm复合材料外包覆层,不同部位的中空防护体的碳纤维复合材料外包覆层之间形成周围连接体,周围连接体内嵌外径2mm、长度7cm方形的实心碳纤维复合材料杆体以提高整体的刚性。该杆体采用t1000碳纤维的三维六向编织结构,采用聚酰胺树脂通过rtm工艺形成树脂含量为60%的复合材料结构。
64.所述得到的防弹头盔内衬部件的背凸高度为4mm。
65.实施例5
66.相比于实施例1,中空防护体的外表面采用t300碳纤维的三维编织材料。所得到的防弹头盔内衬部件的背凸高度为1mm。所述三维编织材料相比于二维编织材料具有更好的强度,抵抗uhmwpe纤维的变形,但是三维编织材料成本较高。
67.对比例1
68.相比于实施例1,中空防护体单独采用uhmwpe纤维复合材料层。
69.所述得到的防弹头盔内衬部件的背凸高度为15mm。
70.单独的uhmwpe纤维复合材料层虽然具有防弹能力,但是造成背凸高度较大,使头盔出现较大的凸起,给头部造成损伤,所以本发明的实施例中,中空防护体选择uhmwpe纤维复合材料层、碳纤维复合材料层的复合结构,能够显著降低uhmwpe纤维的背凸高度。
71.以上所述仅为本发明的优选实施例而已,并不用于限制本发明,对于本领域的技术人员来说,本发明可以有各种更改和变化。凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1