防护型激光高效加工的车内饰片材PP蜂窝板的制作方法
防护型激光高效加工的车内饰片材pp蜂窝板
技术领域
1.本技术涉及车用内饰件加工技术的领域,尤其是涉及一种防护型激光高效加工的车内饰片材pp蜂窝板。
背景技术:
2.pp蜂窝板是使用聚丙烯材料制成的蜂窝状的板材,pp蜂窝板具有低挥发性和低voc的特性,对人体健康的伤害小,因此,广泛用于制作汽车内饰片材。pp蜂窝板特殊的蜂窝形状,可以使用防护型激光切割工艺进行加工,采用激光切割而成的pp蜂窝板,具有切口平滑、切缝小和精度高的特点。
3.相关技术中公告号为cn206870489u的专利,公开了一种汽车内饰用pp芯蜂窝板,包括pp蜂窝芯板,pp蜂窝芯板为多根pp材质的薄壁管粘结而成的蜂窝面板,pp蜂窝芯板的上、下面分别对应设有gmt板,gmt板的外侧面上设有背衬布,pp蜂窝芯板的薄壁管之间通过熔融粘结或通过粘结剂粘结,gmt板与pp蜂窝芯板的端面之间通过粘结剂粘合,gmt板与背衬布之间通过粘结剂粘合。
4.针对上述中的相关技术,发明人认为上述pp芯蜂窝板在受到挤压的情况下,容易造成pp蜂窝芯板发生难以恢复的形变,影响上述pp芯蜂窝板的使用。
技术实现要素:
5.为了改善上述pp芯蜂窝板发生难以恢复的形变的问题,本技术提供一种防护型激光高效加工的车内饰片材pp蜂窝板。
6.本技术提供的一种防护型激光高效加工的车内饰片材pp蜂窝板采用如下的技术方案:
7.一种防护型激光高效加工的车内饰片材pp蜂窝板,包括pp蜂窝芯板、弹性抗压层和表皮层,所述弹性抗压层安装在pp蜂窝芯板上,所述表皮层设于弹性抗压层背离pp蜂窝芯板的表面上,所述弹性抗压层和表皮层均与pp蜂窝芯板固定连接。
8.通过采用上述技术方案,弹性抗压层可以在表皮层受到挤压时,起到缓冲作用,可以减小pp蜂窝芯板受到的压力,有助于减少pp蜂窝芯板发生难以恢复的形变,减少了pp蜂窝板发生损坏的情况。
9.可选的,所述弹性抗压层包括若干个弹性抗压块,所述pp蜂窝芯板上设有若干个蜂窝孔,所述弹性抗压块穿设于蜂窝孔内,所述弹性抗压块的两端均延伸至蜂窝孔外,所述弹性抗压块与pp蜂窝芯板粘接。
10.通过采用上述技术方案,弹性抗压块伸出蜂窝孔外,使得表皮层受到的挤压力先传导在弹性抗压块上;当其中一个弹性抗压块损坏时,其他的弹性抗压块仍然可以缓冲压力,继续祈祷减少pp蜂窝芯板发生难以恢复的形变的作用,更加实用。
11.可选的,所述弹性抗压块是由天然橡胶、丁腈橡胶、三元乙丙橡胶和氯丁橡胶中的一种制成的块。
12.通过采用上述技术方案,天然橡胶、丁腈橡胶、三元乙丙橡胶和氯丁橡胶均是具有优良的弹性回复性能的橡胶材料,采用上述橡胶材料制成的弹性抗压块具有较强的弹性回复性能,使得弹性抗压块受到挤压而发生弹性形变后,可以恢复至原状态,有助于减少弹性抗压块损坏。
13.可选的,所述pp蜂窝芯板包括蜂窝骨架和pp包层,所述pp包层包裹在蜂窝骨架上。
14.通过采用上述技术方案,蜂窝骨架可以增强pp包层的稳定性,在制作pp蜂窝芯板的过程中,蜂窝骨架有助于将pp包层成型。
15.可选的,所述表皮层包括皮革层和防水内衬层,所述防水内衬层设于弹性抗压层和皮革层之间,所述防水内衬层和皮革层均与弹性抗压层固定连接。
16.通过采用上述技术方案,皮革层具有光滑的外表面和优良的质感,有助于提高pp蜂窝板的美观性,防水内衬层可以减少液体侵蚀pp蜂窝芯板和弹性抗压层,有助于延长pp蜂窝板的使用寿命。
17.可选的,所述防水内衬层是由牛津布面料或pvc面料制成的层。
18.通过采用上述技术方案,牛津布面料和pvc面料均具有优良的防水性能,可以减少液体渗透防水内衬层,同时,牛津布面料和pvc面料均较为柔软,便于剪裁成所需要的的形状。
19.可选的,所述表皮层上设有缝制线,所述缝制线贯穿表皮层和pp蜂窝芯板,所述表皮层通过缝制线与pp蜂窝芯板固定连接。
20.通过采用上述技术方案,缝制线可以将表皮层和pp蜂窝芯板牢固的固定在一起,减少表皮层与pp蜂窝芯板分离。
21.可选的,所述表皮层上设有抗裂环,所述抗裂环的内周壁上设有插槽,所述表皮层和pp蜂窝芯板的边缘均插设于插槽内,所述抗裂环与表皮层固定连接。
22.通过采用上述技术方案,抗裂环可以减少表皮层和pp蜂窝芯板的边缘开裂,有助于减少表皮层出现毛边的现象,延长了pp蜂窝板的使用寿命。
23.可选的,所述表皮层的表面上设有图案层。
24.通过采用上述技术方案,图案层有助于增强pp蜂窝板的美观性,使得pp蜂窝板更加实用。
25.综上所述,本技术包括以下至少一种有益技术效果:
26.1.本技术弹性抗压层可以在表皮层受到挤压时,起到缓冲作用,有助于减少pp蜂窝芯板发生难以恢复的形变;
27.2.本技术的弹性抗压层分成多个弹性抗压块,当其中一个弹性抗压块损坏时,其他的弹性抗压块仍然可以缓冲压力,减少pp蜂窝芯板发生难以恢复的形变,更加实用;
28.3.本技术通过设置皮革层和防水内衬层,有助于提高pp蜂窝板的美观性,还可以减少液体侵蚀pp蜂窝芯板和弹性抗压层。
附图说明
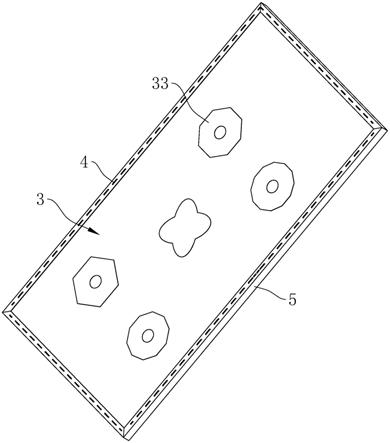
29.图1是本技术实施例的防护型激光高效加工的车内饰片材pp蜂窝板的结构示意图。
30.图2是本技术实施例的防护型激光高效加工的车内饰片材pp蜂窝板的爆炸结构示
意图。
31.图3是本技术实施例的pp蜂窝芯板俯视图。
32.图4是沿图3中a
‑
a线的剖视图。
33.附图标记说明:1、pp蜂窝芯板;11、蜂窝孔;12、蜂窝骨架;13、pp包层;2、弹性抗压层;21、弹性抗压块;3、表皮层;31、皮革层;32、防水内衬层;33、图案层;4、缝制线;5、抗裂环;51、插槽。
具体实施方式
34.以下结合附图1
‑
4对本技术作进一步详细说明。
35.本技术实施例公开一种防护型激光高效加工的车内饰片材pp蜂窝板。参照图1和图2,上述pp蜂窝板包括pp蜂窝芯板1、弹性抗压层2和表皮层3;弹性抗压层2是由若干个弹性抗压块21拼接成的层,pp蜂窝芯板1上设有若干个贯穿pp蜂窝芯板1的蜂窝孔11,每个弹性抗压块21插入一个蜂窝孔11内,弹性抗压块21与蜂窝孔11的周壁粘接,弹性抗压块21的厚度大于pp蜂窝芯板1的厚度,弹性抗压块21的两端均伸出蜂窝孔11;表皮层3有两个,一个表皮层3位于弹性抗压块21的上方,另一个表皮层3位于弹性抗压块21的下方,两个表皮层3均与弹性抗压块21粘接。
36.弹性抗压块21可以由天然橡胶、丁腈橡胶、三元乙丙橡胶和氯丁橡胶中的任意一种制成,本实施例的弹性抗压块21有天然橡胶制成。
37.参照图2,表皮层3包括皮革层31和防水内衬层32,上方的防水内衬层32粘接在弹性抗压块21的上表面上,下方的防水内衬层32粘接在弹性抗压块21的下表面上;皮革层31铺设在防水内衬层32背离弹性抗压块21的表面上。
38.皮革层31是人造革制成的层,皮革层31背离防水内衬层32的表面上设有图案层33,图案层33是使用丙烯颜料绘制的彩色图案。
39.防水内衬层32可以由牛津布面料或pvc面料制成,本实施例的防水内衬层32是由牛津布面料制成的层。
40.皮革层31上设有抗裂环5,抗裂环5是聚丙烯材料制成的环,皮革层31、防水内衬层32和pp蜂窝芯板1均位于抗裂环5内,抗裂环5的内周壁上设有环形的插槽51,皮革层31、防水内衬层32和pp蜂窝芯板1的边缘均插入插槽51内,皮革层31与插槽51的槽壁抵接。
41.皮革层31上设有缝制线4,缝制线4贯穿抗裂环5、皮革层31、防水内衬层32和pp蜂窝芯板1,缝制线4沿皮革层31的周向环绕皮革层31一周;缝制线4是尼龙绳,缝制线4将抗裂环5、皮革层31、防水内衬层32和pp蜂窝芯板1缝制在一起。
42.参照图3和图4,pp蜂窝芯板1包括蜂窝骨架12和pp包层13,蜂窝骨架12是铝合金制成的蜂窝状的支撑架,pp包层13是聚丙烯材料制成的蜂窝状的层,pp包层13包裹在蜂窝骨架12的表面,pp包层13与蜂窝骨架12胶结在一起。
43.本技术实施例一种防护型激光高效加工的车内饰片材pp蜂窝板的实施原理为:先将蜂窝骨架12放入模具中,将熔融态的聚丙烯材料加入模具中,聚丙烯材料包裹在蜂窝骨架12的表面,聚丙烯材料凝结后,使用激光切割设备,将聚丙烯材料加工成蜂窝状的pp包层13,即完成pp蜂窝芯板1的制作。
44.然后,将弹性抗压块21插入pp蜂窝芯板1的蜂窝孔11中,弹性抗压块21的两端均伸
出蜂窝孔11,同时,将弹性抗压块21粘接在蜂窝孔11的孔壁;再将防水内衬层32粘接弹性抗压块21的表面,将皮革层31覆盖在防水内衬层32的表面。
45.将皮革层31、防水内衬层32和pp蜂窝芯板1同时放入抗裂环5中,并将皮革层31、防水内衬层32和pp蜂窝芯板1的边缘均插入插槽51内,再使用缝制线4将抗裂环5、皮革层31、防水内衬层32和pp蜂窝芯板1缝制在一起,即完成上述pp蜂窝板的制作。
46.以上均为本技术的较佳实施例,并非依此限制本技术的保护范围,故:凡依本技术的结构、形状、原理所做的等效变化,均应涵盖于本技术的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1