新型智能单件流热压胶合机的制作方法
本技术涉及防盗门生产设备领域,具体涉及新型智能单件流热压胶合机。
背景技术:
1、热压胶合机是一种可对复合面料、防盗门板实施热压,使复合面料或防盗门快速实现胶合的专用设备,传统的热压胶合机主要由机体、架设于机体上并呈层叠设置的若干块压合板及驱动压合板压紧或分离的驱动机构,各压合板之间具有压合空间,机体上设有可对压合板内部添加热能的热能发生器;在使用过程中,需要将待胶合的物体放置于压合空间内,然后通过驱动机构驱动压合板,使物体得到热胶合。然而,目前对于待胶合物体的放置及由机体上的输出分别通过人工进行,不仅操作过程较为繁琐,需要耗费较多的人力,而且存在较大的安全隐患,同时也延长了加工时间,胶合效率较低,为此本技术人提出了一种提高胶合效率、节省人工成本、消除安全隐患的全自动热压胶合设备,包括有胶合装置,胶合装置包括有机体、架设于机体上并呈成叠设置的若干块压合板及驱动压合板压紧或分离的驱动机构,各压合板之间具有压合空间,机体上设有可对压合板内部添加热能的热能发生器,其特征在于:所述机体的两侧分别对称的设有待胶合物体输入装置及完成胶合物体输出装置,所述的待胶合物体输入装置包括有机架、架设于机架上的输送平台、架设于输送平台上并可沿输送平台往复移动的送料机构及设于机架上并可对输送平台实施升降的升降机构a;所述的完成胶合物体输出装置包括有机架体、架设于机架体上的输出平台、架设于输出平台上并可沿输出平台往复移动的出料机构及设于机架体上并可对输出平台实施升降的升降机构b,通过在机体的两侧分别设置可自动将待胶合的物体输送至机体上压合空间内的待胶合物体输入装置及将经过胶合的物体输出的完成胶合物体输出装置,使对待胶合物体的输送及移出可通过全自动的机械实施操作,无需人工手动操作,不仅提高了胶合效率,而且降低了由于人工操作而产生的生产成本及消除了人工操作时存在的安全隐患,待胶合物体输入装置中输送平台的设置是为了对待胶合的物体实施输送,升降机构a的设置是由于压合板具有若干块,因此压合空间也就具有若干个,升降机构a可通过升降促使处于输送平台上的待胶合物体可对某个压合空间实施选择,然后通过送料机构将输送平台上的待胶合物体输送至压合空间内实施胶合;完成胶合物体输出装置中的升降机构b的设置是为了将输出平台升降至完成胶合的压合空间处,对该完成胶合的物体实施衔接,使完成胶合的物体可由输出平台自动输出;
2、但实际使用中发现,该种胶合机存在缺陷,由于防盗门在进入胶合机进行热压胶合之前都已在门板表面进行刷漆,甚至部分厂家的防盗门已经在表面覆膜,而该种胶合机将待胶合物即防盗门输送进胶合装置时,是将门板通过输送装置输送进去的,门板在进入胶合装置的过程中,有一部分受到输送装置的输送力,有一部分则位于胶合装置中,表面存在速度差,使得门板会在胶合装置中摩擦向前,从而导致门板表面油漆被刮花、覆膜后的门板表面薄膜被摩擦收拢挤成一条,在胶合时塑料薄膜将在门板面板压出条状压痕,使得整个防盗门成为废品,不仅浪费物料、影响生产效率、且造成企业生产成本增加。
3、另外,防盗门在完成胶合输出后需要将其一边的延伸边压弯与门体形成90°设置,传统的方式是需要在防盗门输出后手动将其移送到压边机中进行处理,这种方式速度慢且造成工作人员重复劳动,有必要对此进行改进。
技术实现思路
1、本实用新型所要解决的技术问题在于针对上述现有技术的不足,提供新型智能单件流热压胶合机。
2、为实现上述目的,本实用新型提供了如下技术方案:新型智能单件流热压胶合机,包括有胶合装置,胶合装置包括有机体、架设于机体上并呈成叠设置的若干块压合板及驱动压合板压紧或分离的驱动机构,各压合板之间具有压合空间,机体上设有可对压合板内部添加热能的热能发生器,所述机体两侧设有待胶合物体输入装置及完成胶合物体输出装置,待胶合物体输入装置包括有机架及架设于机架上的输入平台,完成胶合物体输出装置包括有机架体及架设于机架体上的输出平台,其特征在于:所述胶合装置与完成胶合物体输出装置之间设有压边机构,所述压边机构包括有压边输送架体,所述压边输送架体上架设有多组间隔设置的包胶滚筒,压边输送架体一侧设有驱动包胶滚筒同步转动的压边驱动电机,所述压边输送架体一侧设置压边组件,各包胶滚筒之间设有将完成胶合物体推向压边组件且促使完成胶合物体一侧位于压边输送架体外的推料组件,所述输入平台靠近胶合装置的一端设有输送带,所述输入平台上架设有移送托架机构,所述移送托架机构包括有相对设立的托架、设于托架一端可开合设置的托架爪、驱动托架爪沿托架水平位置往复滑移移动的托架驱动机构及促使托架爪张开与托架处于平行位置或促使托架爪闭合与托架处于垂直位置的托架爪开合结构,两托架相对的一侧设有当托架驱动机构驱使托架移动的同时对待胶合防盗门进行吸附的吸门装置。
3、采用上述技术方案,目前的全自动热压胶合机做法是将待胶合防盗门放在输入平台上,通过升降机构将待胶合防盗门进行升降以适配不同高度的压合空间然后输送进压合空间,是将整个输送平台进行升降,但这种做法不仅存在速度慢,结构复杂的问题,而且最大的问题是,由于待胶合防盗门在进入压合空间的过程中,有一部分位于输送平台上,有一部分位于压合空间中,位于输送平台上及位于压合空间中待胶合防盗门两端的输送速度并不一致,导致防盗门表面的油漆或者包装薄膜被损坏,严重的将导致胶合后防盗门上出现长条印记(由于被卷边起的包装薄膜在胶合时受压合板压力在防盗门表面所留下),造成胶合后防盗门成为残次品的问题,本实用新型通过在胶合装置的机体上设置驱动机构,驱动机构可以直接选用现有技术中如专利号为cn106113169b中公布的用于驱动压合板升降的驱动机构通过驱动机构驱动压合板进行定位从而对压合空间进行选择,由于本实用新型通过设置输送带及移送托架机构进行输送,在待胶合防盗门完全位于输送带上且一端处于托架爪上时,输送带开始输送,输送时移送托架机构的托架驱动机构与输送带速度保持同步,使得待胶合防盗门在进入压合空间的过程中,受到驱动的一面速度均保持同步状态,从而完全避免了在输送时损坏待胶合防盗门表面油漆或者包装薄膜的问题,胶合后的防盗门表面完好,大大提升了良品率,且本实用新型的移送托架机构还有一个功能,当胶合装置中某一压合空间中的待胶合防盗门完成胶合时,通过移送托架机构将该完成胶合的防盗门顶出压合空间随后进入输出平台上,通过该机构实现了两个功能,大大简化了现有热压胶合机的设备复杂度,实际生产时发现该机构仍旧存在瑕疵,即待胶合防盗门在托架爪及输送带上输送时有可能产生后退的现象,该现象的发生也会损伤到待胶合防盗门表面的油漆及薄膜,为了解决该问题,在移送托架机构进行输送的同时通过吸门装置将待胶合防盗门另一面进行吸附,由于吸门装置与移送托架机构同步行进,很好的解决了待胶合防盗门后退的现象,大大提高了良品率,在待胶合防盗门完全进行压合空间后托架爪在托架爪开合结构的作用下打开吸门装置松开对待胶合防盗门的吸附,同时随托架一起回位,本实用新型通过在胶合装置及完成胶合物体输出装置之间设置压边机构,压边机构包括有压边输送架体,所述压边输送架体上架设有多组间隔设置的包胶滚筒,压边输送架体一侧设有驱动包胶滚筒同步转动的压边驱动电机,所述压边输送架体一侧设置压边组件,各包胶滚筒之间设有将完成胶合物体推向压边组件且促使完成胶合物体一侧位于压边输送架体外的推料组件,压边组件包括有压边机架,压边机架中部具有压边工作区域,所述压边工作区域中设置有压边压块,压边机架在压边压块正下方设置有驱动压边压块整体上抬从而将完成胶合物体伸出压边输送架体的部分进行压边的压块驱动结构,压块驱动结构包括至少四组间隔设置的压边压块连接座,各压边压块连接座一端与压边压块固定连接另一端均安装有同步轴,压边机架在各同步轴远离压边压块的一端设有驱动同步轴同步上升或下降的同步组件,同步组件包括有相对设置的同步板,同步板靠近压边压块的一端安装与同步轴数量一致的同步连接座,其中两个同步轴穿过同步连接座连接有液压油缸,推料组件包括有无杆气缸,无杆气缸的活塞上安装有推块,推块上垂直安装有定位轮,定位轮通过连接轴与推块固定连接,完成胶合的防盗门先推进压边机构中进行压边操作,再通过包胶滚筒输送向完成胶合物体输出装置,大大简化了工艺流程且提升了生产效率,压边机构的工作原理为,通过压边驱动电机驱动各包胶滚筒同步转动将完成胶合防盗门输送到位,然后通过推料组件将完成胶合的防盗门推向压边组件处(使完成胶合的防盗门侧边伸出压边输送架体)推料组件将完成胶合物体推向压边组件,使完成胶合物体需要压边的区域位于压边工作区域中,压边组件通过压块驱动结构驱动压边压块整体上抬将需要压边的区域进行压边,完成压边后压块驱动结构联动压边压块回位,压边驱动电机驱动包胶滚筒转动,将完成压边的胶合物体输送向完成胶合物体输送装置中进行输出,由于压边压块的上升或下降过程要尽量保持水平,因此各压边压块连接座上的同步轴需要同步上升或者下降,通过同步组件控制同步轴的同步,提高压边效果,由于同步轴均通过同步连接座安装在同步板上,因此只需要在压边压块两端端部位置的同步轴上安装液压油缸即可同步驱动压边压块同步上升或下降,通过无杆气缸驱动定位轮沿无杆气缸往复移动从而将完成胶合物体推向压边组件进行压边,这种结构相应快速且结构简单,当然,在防盗门从进入胶合装置以及输出胶合装置的整个过程中,防盗门的待压边的一侧边都是朝向压边组件设置的,通过推料组件将防盗门推向压边组件并使完成胶合的防盗门侧边伸出压边输送架体通过压边组件完成压边后再通过包胶滚筒将防盗门输送向完成胶合物体输出装置中,通过完成胶合物体输出装置输出热压胶合机,由于本实用新型提供的技术方案一次同时只输送一张待胶合防盗门进压合空间,完成压合输出后再次将待胶合防盗门输送进压合空间,因此称为单件流热压胶合机。
4、上述的新型智能单件流热压胶合机可进一步设置为:各压合板之间的压合空间四周设置有与待胶合防盗门厚度一致的垫块,所述驱动机构包括设于机体上部的驱动电机,设置于机体中并位于最下方压合板下部可沿机体纵向升降的胶合底座及设置于驱动电机与胶合底座之间可促使胶合底座沿机体纵向升降的传动结构,胶合底座与机体之间设有第一导向组件,压合板与机体之间设有第二导向组件,压合板成叠设置于胶合底座之上通过胶合底座的上升从而联动压合板上升,机体周向在与外部输入装置高度适配位置设有在压合板上升或下降过程中对压合空间进行选择的定位结构。
5、采用上述技术方案,传统或现有的热压胶合机均是通过采用液压机构作为驱动源配合升降机实现压合板的升降,这种方式精度差、实时响应速度慢且重量较重,不利于胶合机在装配完成后的运输,本实用新型采用电机作为驱动源通过传动结构驱动胶合底座升降,胶合底座设置在最下面一块压合板下方,当胶合底座在传动结构的作用下沿第一导向组件上升时联动压合板沿第二导向组件同步上升,当驱动电机反转时传动结构使胶合底座沿第一导向组件下降,压合板沿第二导向组件同步下降,采用驱动电机的方式,精度更高,且电机可以选用伺服电机进一步提升控制精度,本实用新型的工作原理为通过驱动电机驱动及传动结构控制胶合底座上升,胶合底座上升时向上推挤压合板,使压合板沿第二导向结构同步上升,而当胶合底座下降时,压合板在自身重力下沿第二导向结构同步下降,由于各压合板之间的压合空间的四周安装有垫块,因此不会使得相邻压合板在下降或上升时使处于压合空间中的待胶合防盗门被过度挤压,在机体周向设置当压合板上升或下降的过程中对压合空间进行选择的定位结构,定位结构为设置于机体周向的至少四个定位气缸,定位气缸的活塞杆朝向压合空间设置,传动结构包括架设于机体上部与驱动电机处于同一水平面且相对设置的第一链轮轴及第二链轮轴,第一链轮轴及第二链轮轴上均设置有链轮,驱动电机的电机轴上设置传动链轮并分别通过同步带与第一、第二链轮轴上的链轮同步连接,所述第一、第二链轮轴两端分别设有主动链轮,机体下部在主动链轮相对应位置架设有从动链轮,主动链轮与从动链轮之间通过链条同步转动,所述链条上安装有链条拉板,链条拉板一端与胶合底座固定连接,第一导向结构包括设置于机体中且位于压合板四周的至少四个导向齿条,所述胶合底座两侧均穿设有同步轴,同步轴两端在导向齿条相对应位置设有与导向齿条啮合设置的导向齿轮,第二导向结构包括各压合板在导向齿条相对应位置设置的导向块,导向块上设有与导向齿条啮合设置的镶块,位于最上方的压合板上方设置有配重箱,配重箱两侧架均架设有第二同步轴,第二同步轴上设置与导向齿条啮合设置的第二同步齿轮不仅相应速度快,且定位快速,当上一压合空间中送入待胶合防盗门后,压合底座促使所有压合板上升,下一压合空间对准外部的待胶合防盗门输入机构时,定位气缸的活塞杆伸入将该压合空间上方的所有压合板停住,然后压合底座下降,使得该层压合板中的压合空间打开以便接受待胶合防盗门,通过驱动电机带动第一、第二链轮轴转动,第一、第二链轮轴两端分别设置主动链轮,在机体下方与主动链轮相对应位置设置从动链轮通过链条实现主动、从动链轮之间的传动,为了保证胶合底座及压合板尽量处于水平位置进行升降,因此、第一链轮轴、第二链轮轴上的主动链轮及机体下部的从动链轮布设在压合板的四周设置,通过各链条上设置的链条拉板带动胶合底座上升或下降从而联动压合板沿第二导向结构上升或使压合板在自身及上部压合板的重力作用下沿第二导向结构下降,通过机体中在压合板四周设置的至少四根导向齿条与胶合底座同步轴上设置的导向齿轮的配合对胶合底座实现导向,通过在各压合板靠近导向齿条的位置设置导向块,导向块上安装镶块,镶块上设置与导向齿条啮合设置的齿形,通过导向块与导向齿条的配合对压合板的升降进行导向,由于胶合装置在进行胶合时需要对待胶合防盗门施加一定的压力,因此在压合板上方设置配重箱,配重箱为实心,当胶合底座下降时,所有压合板在配重箱的作用下沿第二导向结构下降。
6、上述的新型智能单件流热压胶合机可进一步设置为:托架包括间隔设置的支撑座及设置于支撑座上可转动设置的支撑轮,支撑轮上架设支撑铝材,所述支撑座之间设有多个间隔设置的固定板,所述固定板上均安装有滑块,所述支撑铝材远离支撑轮的一端固定安装有与滑块适配的直线导轨,所述固定板相对安装滑块的另一端架设有驱动台板,所述托架驱动机构安装于驱动台板上并通过皮带驱动直线导轨滑移设置,所述托架爪安装于支撑铝材一端,所述吸门装置安装于支撑铝材相对的一面。
7、 采用上述技术方案,托架驱动机构包括设置于驱动台板上的托架驱动电机及托架驱动轴,托架驱动电机与托架驱动轴之间通过链条同步转动设置,托架驱动轴两端分别设置托架同步皮带轮,皮带沿支撑铝材长度方向设置于支撑铝材外表面且两端分别通过皮带压盖压紧,皮带一端通过托架同步皮带轮带动,托架爪包括安装于两支撑铝材之间的托架爪转轴,托架爪转轴通过多个间隔设置的立板连接有横板,横板上间隔安装多个钩板,两支撑铝材之间安装多个铝材支撑横梁,托架爪开合机构安装于靠近托架爪处的铝材支撑横梁上且一端与立板连接,托架爪开合机构包括安装于铝材支撑横梁的多个托架爪开合驱动气缸,托架爪开合驱动气缸一端安装有鱼眼接头,立板朝向鱼眼接头的一端设置有鱼眼接头安装座,鱼眼接头一端安装于鱼眼接头安装座中,吸门装置包括有吸门底板,吸门底板一端通过平面四连杆机构连接有吸门平面磁铁,平面四连杆机构包括第一连杆,第一连杆另一端连接有第二连杆,第二连杆另一端连接有第三连杆,吸门平面磁铁安装于第三连杆,第三连杆相对连接第二连杆的另一端与第一连杆活动连接,第一连杆上安装有一端与第一连杆连接另一端与第二连杆及第三连杆连接处连接的吸门气缸,吸门装置在安装于移送托架机构后第一连杆朝向输送平台的一端设有所处水平面低于吸门平面磁铁的缓冲结构,缓冲结构包括第一连杆上设置的第一斜面及与第一斜面相对设置的第一加强面,第一斜面与第一加强面之间形成缓冲圆弧夹角,缓冲圆弧夹角所处水平面低于吸门平面磁铁所处水平面,吸门装置相对设立于托架上且同侧托架间隔设立至少两个吸门装置,吸门气缸通过气管连接气源,气源通过电磁阀控制通断,支撑座、固定板均安装在输送带两侧,通过安装在驱动台板上的托架驱动机构与皮带的配合驱动支撑铝材上的直线导轨沿滑块滑移设置,从而带动托架爪往复移动,当托架爪进行输送时托架驱动机构控制托架爪的行进速度与输送带保持一致,从而将待胶合防盗门托进胶合装置中,待胶合防盗门受到驱动力的部位速度一致,不存在速度差,从而起到保护待胶合防盗门表面油漆或者薄膜的作用,吸门装置对待胶合防盗门进行吸附后随支撑铝材同时移动,待胶合防盗门移送到位后吸门装置则松开吸附,托架驱动电机通过链条驱动托架驱动轴转动,托架驱动轴上设置托架同步皮带轮,通过托架同步皮带轮驱动包覆于支撑铝材外表面的皮带转动,从而实现托架驱动电机通过皮带驱动支撑铝材沿滑块滑移,由于钩板是安装在横板上的,而横板则通过立板与托架爪转轴连接,当托架爪开合机构驱动立板开合时候,立板及钩板就随着托架爪开合机构打开或收回,具体为当待胶合防盗门被完全送入胶合装置后托架爪开合机构驱动立板打开与待胶合防盗门脱离接触的状态,直至支撑铝材完全收回后托架爪开合机构驱动立板收回准备接收下一待胶合防盗门,通过托架爪开合驱动气缸驱动立板开合,立板沿托架爪转轴转动,从而实现托架爪的开合,在待胶合防盗门完全进行压合空间后托架爪在托架爪开合结构的作用下打开吸门装置松开对待胶合防盗门的吸附,同时随托架一起回位, 通过四连杆机构及安装在第三连杆上的磁铁实现吸门,当吸门气缸打出时磁铁就在四连杆机构的作用下向下伸出对待胶合防盗门进行吸附,当气缸收回时磁铁就在四连杆机构的作用下回位,四连杆机构可以保证磁铁安装空间更小的同时行程更长,由于防盗门厚度有厚有薄磁铁在安装后有可能在待胶合防盗门通过时将待胶合防盗门表面刮花,从而破坏待胶合防盗门表面的完整性,本实用新型通过将第一连杆的一端设置成低于吸门平面磁铁,在吸门装置安装后,输送过来的待胶合防盗门先与第一连杆上设置的缓冲结构接触而不会与吸门平面磁铁发生接触,只有在吸门气缸驱动四连杆机构运动时吸门平面磁铁才与待胶合防盗门接触,从而避免了将待胶合防盗门表面刮花的情况,提升了待胶合防盗门表面的完整性。
8、上述的新型智能单件流热压胶合机可进一步设置为:压边机构包括有压边输送架体,所述压边输送架体上架设有多组间隔设置的包胶滚筒,压边输送架体一侧设有驱动包胶滚筒同步转动的压边驱动电机,所述压边输送架体一侧设置压边组件,各包胶滚筒之间设有将完成胶合物体推向压边组件且促使完成胶合物体一侧位于压边输送架体外的推料组件。
9、本实用新型的有益效果为:实现待胶合防盗门在通过输送带输送进胶合装置时受力面无速度差的输送,通过吸门装置防止待胶合防盗门输送时回退现象,提高胶合后防盗门表面漆体或膜体的完整性,从而提高胶合后防盗门的成品率,设置缓冲结构提升了待胶合防盗门表面的完整性,胶合装置采用电机驱动的方式驱动压合板上升,上升距离控制精准且设有定位结构压合空间定位快速,设置压边机构将完成胶合的物体进行压边后输出热压胶合机,简化工序的同时提高了生产效率。
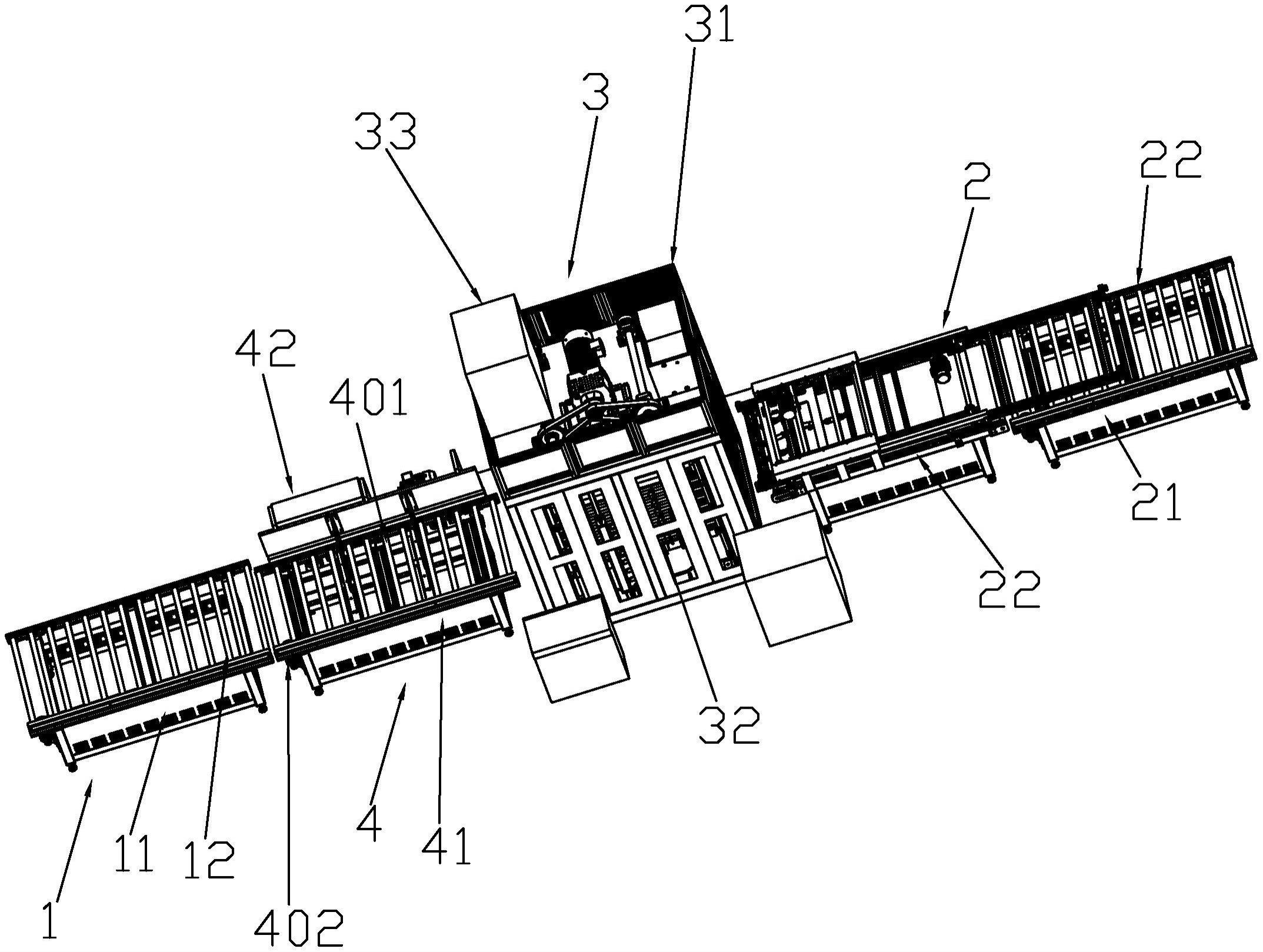
10、下面结合附图和实施例对本实用新型作进一步详细说明。
- 还没有人留言评论。精彩留言会获得点赞!