一种烟花生产用高效填药装置的制作方法
1.本实用新型涉及烟花生产设备技术领域,尤其是涉及一种烟花生产用高效填药装置。
背景技术:
2.在进行烟花生产过程中,通过填药步骤将火药填充在烟花筒内,目前的烟花填药装置,不能够进行均匀填药,同时,其火药存在堵塞料口的问题,另外,其火药填充完成后,需要人力将烟花筒取下,费时费力,降低了填药的效率,为此,我们提出了一种烟花生产用高效填药装置。
技术实现要素:
3.本实用新型要解决的技术问题是克服现有的缺陷,提供一种烟花生产用高效填药装置,采用螺旋填充方式,便于对火药进行均匀填充,同时可以避免火药堵塞料口,其可以自动对烟花筒进行上下料,省时省力,提高了填充的效率,可以有效解决背景技术中的问题。
4.为了实现所述实用新型目的,本实用新型采用如下技术方案:
5.一种烟花生产用高效填药装置,包括机架、送料盘和送料盘驱动单元;
6.机架:顶部侧面固定有填充筒,填充筒上连通固定有进料斗,所述填充筒的内侧安装有填充单元,填充筒的侧面设有散热单元,填充筒的出料口位置固定有料嘴;
7.送料盘:侧面均匀开设有料槽,所述送料盘通过旋转轴与机架转动连接,送料盘分布在料嘴的下方;
8.送料盘驱动单元:安装在机架的底部,所述送料盘驱动单元用于驱动旋转轴进行转动。
9.进一步的,所述填充单元包括第一步进电机和螺旋叶片,第一步进电机安装在填充筒的顶部,所述螺旋叶片固定在第一步进电机的输出轴上且分布在填充筒的内侧,所述第一步进电机电性连接外部控制开关组。
10.进一步的,所述散热单元包括导热硅胶片和散热翅片,散热翅片均匀分布在填充筒的侧面,所述导热硅胶片粘接在散热翅片与填充筒的连接处。
11.进一步的,还包括烟花筒储放桶,所述烟花筒储放桶固定在填充筒的侧面,烟花筒储放桶的出料口对应送料盘上的料槽进行分布,且烟花筒储放桶的出料口分布在送料盘的上方。
12.进一步的,所述送料盘驱动单元包括第二步进电机、曲柄和槽轮,第二步进电机安装在机架的底部,所述曲柄固定在第二步进电机的输出轴上,槽轮固定在旋转轴的端部,且曲柄上的杆与槽轮上的轮槽接触滑动连接,所述第二步进电机电性连接外部控制开关组。
13.进一步的,还包括带式输送机,所述带式输送机安装在机架的底部,机架上开设有与送料盘上的料槽相对应的落料槽,所述落料槽分布在带式输送机的头部上方,带式输送
机电性连接外部控制开关组。
14.与现有技术相比,本实用新型的有益效果是:本烟花生产用高效填药装置,具有以下好处:
15.1、通过填充单元将火药输送到料嘴位置,火药通过料嘴填充到烟花筒内,其采用螺旋填充方式,便于对火药进行均匀填充,同时可以避免火药堵塞料口。
16.2、送料盘在转动过程中,位于烟花筒储放桶内的烟花筒受到送料盘的阻挡则不进行下料,当送料盘上的料槽与烟花筒储放桶的出料口位置对应连通时,烟花筒则进入到送料盘上的料槽内,从而来进行自动送料过程,其烟花筒送料方便,省去了人力参与的过程,提高了填充的效率。
17.3、送料盘驱动单元带动送料盘转动,送料盘将填充好的烟花筒进行移动,位于送料盘料槽内的烟花筒被移动到落料槽位置,然后通过落料槽落在带式输送机上,通过带式输送机将填充好的烟花筒移动到下一个工位,其避免了人力取下烟花筒的麻烦,省时省力,提高了填充的效率。
附图说明
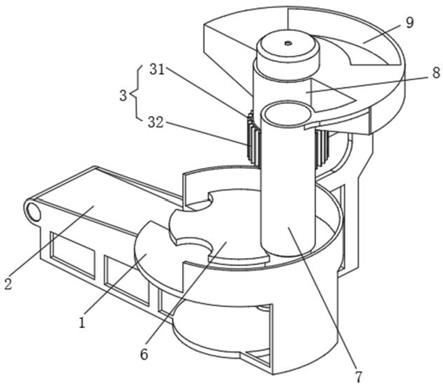
18.图1为本实用新型的立体结构示意图;
19.图2为本实用新型的立体结构剖面图;
20.图3为本实用新型的送料盘局部结构示意图。
21.图中:1机架、2带式输送机、3散热单元、31导热硅胶片、32散热翅片、4填充单元、41第一步进电机、42螺旋叶片、5送料盘驱动单元、51第二步进电机、52曲柄、53槽轮、6送料盘、7烟花筒储放桶、8填充筒、9进料斗、10料嘴、11旋转轴。
具体实施方式
22.通过下面的实施例可以详细地解释本实用新型,公开本实用新型的目的旨在保护本实用新型范围内的一切技术改进。
23.请参阅图1-3,本实施例提供一种技术方案:一种烟花生产用高效填药装置,包括机架1、送料盘6和送料盘驱动单元5;
24.机架1:顶部侧面固定有填充筒8,填充筒8上连通固定有进料斗9,将火药通过进料斗9加入到填充筒8内,填充筒8的内侧安装有填充单元4,填充筒8的侧面设有散热单元3,填充筒8的出料口位置固定有料嘴10;
25.送料盘6:侧面均匀开设有料槽,送料盘6通过旋转轴11与机架1转动连接,送料盘6分布在料嘴10的下方;
26.送料盘驱动单元5:安装在机架1的底部,送料盘驱动单元5用于驱动旋转轴11进行转动。
27.填充单元4包括第一步进电机41和螺旋叶片42,第一步进电机41安装在填充筒8的顶部,螺旋叶片42固定在第一步进电机41的输出轴上且分布在填充筒8的内侧,第一步进电机41电性连接外部控制开关组,第一步进电机41的输出轴带动螺旋叶片42转动,螺旋叶片42将火药输送到料嘴10位置,火药通过料嘴10填充到烟花筒内,通过螺旋填充方式,便于对火药进行均匀填充,同时可以避免火药堵塞料口。
28.散热单元3包括导热硅胶片31和散热翅片32,散热翅片32均匀分布在填充筒8的侧面,导热硅胶片31粘接在散热翅片32与填充筒8的连接处,填充筒8上的热量聚集到导热硅胶片31上,导热硅胶片31上的热量通过散热翅片32散发到外界,其散热效果好,可以避免高温导致火药粘度增大。
29.还包括烟花筒储放桶7,烟花筒储放桶7固定在填充筒8的侧面,烟花筒储放桶7的出料口对应送料盘6上的料槽进行分布,且烟花筒储放桶7的出料口分布在送料盘6的上方,送料盘6在转动过程中,位于烟花筒储放桶7内的烟花筒受到送料盘6的阻挡则不进行下料,当送料盘6上的料槽与烟花筒储放桶7的出料口位置对应连通时,烟花筒则进入到送料盘6上的料槽内,从而来进行自动送料过程,其烟花筒送料方便,省去了人力参与的过程,提高了填充的效率。
30.送料盘驱动单元5包括第二步进电机51、曲柄52和槽轮53,第二步进电机51安装在机架1的底部,曲柄52固定在第二步进电机51的输出轴上,槽轮53固定在旋转轴11的端部,且曲柄52上的杆与槽轮53上的轮槽接触滑动连接,第二步进电机51电性连接外部控制开关组,第二步进电机51的输出轴带动曲柄52转动,曲柄52与槽轮53接触传动,槽轮53通过旋转轴11带动送料盘6转动,送料盘6将填充好的烟花筒进行移动,其避免了人力取下烟花筒的麻烦,省时省力,提高了填充的效率。
31.还包括带式输送机2,带式输送机2安装在机架1的底部,机架1上开设有与送料盘6上的料槽相对应的落料槽,落料槽分布在带式输送机2的头部上方,带式输送机2电性连接外部控制开关组,位于送料盘6料槽内的烟花筒被移动到落料槽位置,然后通过落料槽落在带式输送机2上,通过带式输送机2将填充好的烟花筒移动到下一个工位,其机械化程度高,能够有效提高填充的效率。
32.本实用新型提供的一种烟花生产用高效填药装置的工作原理如下:将火药通过进料斗9加入到填充筒8内,然后第一步进电机41的输出轴带动螺旋叶片42转动,螺旋叶片42将火药输送到料嘴10位置,火药通过料嘴10填充到烟花筒内,第二步进电机51的输出轴带动曲柄52转动,曲柄52与槽轮53接触传动,槽轮53通过旋转轴11带动送料盘6转动,位于送料盘6料槽内的烟花筒被移动到落料槽位置,然后通过落料槽落在带式输送机2上,通过带式输送机2将填充好的烟花筒移动到下一个工位,送料盘6在转动过程中,位于烟花筒储放桶7内的烟花筒受到送料盘6的阻挡则不进行下料,当送料盘6上的料槽与烟花筒储放桶7的出料口位置对应连通时,烟花筒则进入到送料盘6上的料槽内,从而来进行自动送料过程,填充筒8上的热量聚集到导热硅胶片31上,导热硅胶片31上的热量通过散热翅片32散发到外界。
33.值得注意的是,以上实施例中所公开的第一步进电机41和第二步进电机51均根据实际应用场景进行选型配置。
34.本实用新型未详述部分为现有技术,尽管结合优选实施方案具体展示和介绍了本实用新型,具体实现该技术方案方法和途径很多,以上所述仅是本实用新型的优选实施方式,但所属领域的技术人员应该明白,在不脱离所附权利要求书所限定的本实用新型的精神和范围内,在形式上和细节上可以对本实用新型做出各种变化,均为本实用新型的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1