PVC复合膜快速生产系统的制作方法
pvc复合膜快速生产系统
技术领域
1.本实用新型属于pvc薄膜生产技术领域,涉及pvc薄膜生产技术,具体为pvc复合膜快速生产系统。
背景技术:
2.pvc薄膜主要成份为聚氯乙烯,另有加入其他成分来增强其耐热性,韧性,延展性等,这种表面膜的最上层是漆,中间的主要成分是聚氯乙烯,最下层是背涂粘合剂,它是当今世界上深受喜爱、颇为流行并且也被广泛应用的一种合成材料,pvc薄膜的全球使用量在各种合成材料中高居第二,在可以生产三维表面膜的材料中,pvc是最适合的材料。
3.在薄膜的加工过程中,对于薄膜的印刷和复合挤压都为单独的生产作业程序,不能实现连续性作业,在转运和生产过程中,消耗大量人力,大大的影响生产效率,因此,需要设计pvc复合膜快速生产系统。
技术实现要素:
4.针对现有技术存在的不足,本实用新型目的是提供pvc复合膜快速生产系统,以解决上述背景技术中提出的问题,本实用新型通过印刷和复合挤压连续进行,减少薄膜转运过程,能够连续性加工作业,大大减少人工消耗,提高生产效率。
5.本实用新型的目的可以通过以下技术方案实现:pvc复合膜快速生产系统,包括整体支架、导向轮、收卷轮、机架和印刷结构,所述整体支架的两端顶侧分别设置有导向轮和收卷轮,所述印刷结构与机架安装在整体支架的顶侧中部,所述机架的一端两侧壁之间通过轴承配合安装有两个中转辊,所述机架上通过辊轴配合安装有挤压热辊,所述挤压热辊通过辊轴配合安装在机架的内部,所述机架的顶侧安装有旋转电机,所述旋转电机的转轴上安装有旋转盘,所述机架的顶部两内壁之间通过销轴配合安装有摆动杆,所述摆动杆的顶端通过销轴配合与拉杆的一端连接,所述拉杆的另一端通过销轴配合安装在旋转盘的端面偏心位置上,所述机架的侧壁开设有杆孔,伸缩杆贯穿设置在杆孔内,所述伸缩杆的一端焊装有橡胶辊架,所述橡胶辊架的内部通过辊轴配合安装有橡胶辊,所述伸缩杆的另一端套装有第一弹簧。
6.进一步地,所述摆动杆的底部安装有摆动喷嘴,所述机架的另一侧外壁上固定有导气板,所述机架的顶部安装有加热筒,所述加热筒的内部安装有电热杆和风机。
7.进一步地,所述导气板的底部端口设置在两中转辊之间,所述挤压热辊与橡胶辊平行设置。
8.进一步地,所述印刷结构包括印刷架,所述印刷架的侧壁开设有限位孔,所述限位孔的内部竖直安装有限位杆,所述限位杆上套装有两活动块,所述限位杆的上下两端分别套装有第二弹簧,活动块上安装有旋转轴。
9.进一步地,两所述旋转轴并列设置,所述旋转轴上分别套装有印刷辊和推升辊。
10.进一步地,所述印刷架的一侧安装有墨盒,所述墨盒的排墨端口与印刷辊贴合。
11.本实用新型的有益效果:本实用新型的pvc复合膜快速生产系统,通过在第二弹簧的配合下,能够实现推升辊向上推送,印刷辊向下推送,在印刷辊和推升辊的配合下,能够实现印刷的准确性,保证薄膜与印刷辊的辊面更好的贴合,能够达到更好的印刷效果,避免遗漏;
12.通过导气板的鼓吹,能够实现油墨的干燥,在干燥后,与其他膜配合挤压成型,在第一弹簧的配合下,推动橡胶辊与挤压热辊相切,实现对多层膜的复合挤压,在挤压过程中,旋转电机作业,实现对旋转盘旋转,通过拉杆摆动实现摆动杆的摆动,通过摆动喷嘴排气,能够对挤压热辊上侧的薄膜扫掠鼓吹加热,能够配合实现薄膜复合作业,在风力作用下,能够达到更好的整理效果;通过印刷和复合挤压连续进行,减少薄膜转运过程,能够连续性加工作业,大大减少人工消耗,提高生产效率。
附图说明
13.为了便于本领域技术人员理解,下面结合附图对本实用新型作进一步的说明。
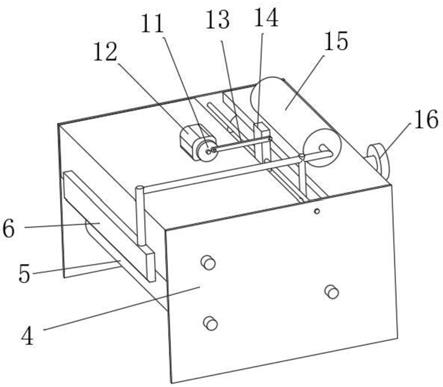
14.图1是本实用新型pvc复合膜快速生产系统整体结构示意图;
15.图2是本实用新型pvc复合膜快速生产系统中复合挤压立体结构图;
16.图3是本实用新型pvc复合膜快速生产系统中复合挤压结构剖视图;
17.图4是图1中a处的放大图;
18.图中:1、整体支架;2、导向轮;3、收卷轮;4、机架;5、中转辊;6、导气板;7、印刷结构;8、橡胶辊架;9、挤压热辊;10、摆动喷嘴;11、旋转盘;12、旋转电机;13、拉杆;14、摆动杆;15、加热筒;16、伸缩杆;17、第一弹簧;18、橡胶辊;71、印刷架;72、第二弹簧;73、旋转轴;74、印刷辊;75、活动块;76、推升辊;77、限位杆;78、墨盒。
具体实施方式
19.下面将结合实施例对本实用新型的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其它实施例,都属于本实用新型保护的范围。
20.如图1-图4所示,pvc复合膜快速生产系统,包括整体支架1、导向轮2、收卷轮3、机架4和印刷结构7,整体支架1的两端顶侧分别设置有导向轮2和收卷轮3,印刷结构7与机架4安装在整体支架1的顶侧中部,机架4的一端两侧壁之间通过轴承配合安装有两个中转辊5,机架4上通过辊轴配合安装有挤压热辊9,挤压热辊9通过辊轴配合安装在机架4的内部,机架4的顶侧安装有旋转电机12,旋转电机12的转轴上安装有旋转盘11,机架4的顶部两内壁之间通过销轴配合安装有摆动杆14,摆动杆14的顶端通过销轴配合与拉杆13的一端连接,拉杆13的另一端通过销轴配合安装在旋转盘11的端面偏心位置上,机架4的侧壁开设有杆孔,伸缩杆16贯穿设置在杆孔内,伸缩杆16的一端焊装有橡胶辊架8,橡胶辊架8的内部通过辊轴配合安装有橡胶辊18,伸缩杆16的另一端套装有第一弹簧17,能够更好的配合实现薄膜的复合挤压处理。
21.摆动杆14的底部安装有摆动喷嘴10,机架4的另一侧外壁上固定有导气板6,机架4的顶部安装有加热筒15,加热筒15的内部安装有电热杆和风机,导气板6的底部端口设置在
两中转辊5之间,挤压热辊9与橡胶辊18平行设置,在第一弹簧17的配合下,推动橡胶辊18与挤压热辊9相切,实现对多层膜的复合挤压,导气板6的底部端口设置在两中转辊5之间,挤压热辊9与橡胶辊18平行设置,在挤压过程中,旋转电机12作业,实现对旋转盘11旋转,通过拉杆13摆动实现摆动杆14的摆动,通过摆动喷嘴10排气,能够对挤压热辊9上侧的薄膜扫掠鼓吹加热,能够配合实现薄膜复合作业,在风力作用下,能够达到更好的整理效果。
22.印刷结构7包括印刷架71,印刷架71的侧壁开设有限位孔,限位孔的内部竖直安装有限位杆77,限位杆77上套装有两活动块75,限位杆77的上下两端分别套装有第二弹簧72,活动块75上安装有旋转轴73,两旋转轴73并列设置,旋转轴73上分别套装有印刷辊74和推升辊76,印刷架71的一侧安装有墨盒78,墨盒78的排墨端口与印刷辊74贴合,在第二弹簧72的配合下,能够实现推升辊76向上推送,印刷辊74向下推送,在印刷辊74和推升辊76的配合下,能够实现印刷的准确性,保证薄膜与印刷辊74的辊面更好的贴合,能够达到更好的印刷效果,避免遗漏。
23.本实用新型在具体进行实施时:在生产过程中,通过导向轮2配合实现薄膜的输送,在输送后,在印刷架71的两侧设置有限位杆77,在限位杆77的两端设置有第二弹簧72,在第二弹簧72的配合下,能够实现推升辊76向上推送,印刷辊74向下推送,在印刷辊74和推升辊76的配合下,能够实现印刷的准确性,保证薄膜与印刷辊74的辊面更好的贴合,能够达到更好的印刷效果,避免遗漏;
24.在印刷后,薄膜输入机架4内,同时补入其他薄膜,能够实现复合膜的挤压复合,在复合作业过程中,通过加热筒15内电热管和风机通电作业,能够实现对导气板6和摆动喷嘴10的鼓吹,通过导气板6的鼓吹,能够实现油墨的干燥,在干燥后,与其他膜配合挤压成型,在第一弹簧17的配合下,推动橡胶辊18与挤压热辊9相切,实现对多层膜的复合挤压,在挤压过程中,旋转电机12作业,实现对旋转盘11旋转,通过拉杆13摆动实现摆动杆14的摆动,通过摆动喷嘴10排气,能够对挤压热辊9上侧的薄膜扫掠鼓吹加热,能够配合实现薄膜复合作业,在风力作用下,能够达到更好的整理效果;通过印刷和复合挤压连续进行,减少薄膜转运过程,能够连续性加工作业,大大减少人工消耗,提高生产效率。
25.以上公开的本实用新型优选实施例只是用于帮助阐述本实用新型。优选实施例并没有详尽叙述所有的细节,也不限制该实用新型仅为的具体实施方式。显然,根据本说明书的内容,可作很多的修改和变化。本说明书选取并具体描述这些实施例,是为了更好地解释本实用新型的原理和实际应用,从而使所属技术领域技术人员能很好地理解和利用本实用新型。本实用新型仅受权利要求书及其全部范围和等效物的限制。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1