挤出成型装置、膜的制造系统、及膜的制造方法与流程
1.本发明涉及挤出成型装置、膜的制造系统、及膜的制造方法。
背景技术:
2.以往,已知有对中央由脆性树脂形成、两端由韧性树脂形成的膜进行挤出成型的挤出成型装置(例如参照专利文献1)。
3.该挤出成型装置具有:脆性树脂的熔融树脂流动的第1流路、韧性树脂的熔融树脂流动的第2流路、以及与第1流路相通的歧管。第2流路在第1流路的中途合流。
4.现有技术文献
5.专利文献
6.专利文献1:日本特开2006-315275号公报
技术实现要素:
7.发明所要解决的问题
8.在上述专利文献1所记载那样的挤出成型装置中,韧性树脂的熔融树脂在第1流路的中途与脆性树脂的熔融树脂合流。因此,在韧性树脂的熔融树脂与脆性树脂的熔融树脂合流时,会导致脆性树脂的流动和韧性树脂的流动紊乱。
9.然后,通过了第1流路后的熔融树脂在歧管中向宽度方向展开。此时,脆性树脂的流动和韧性树脂的流动的紊乱会进一步被促进。
10.其结果,有时会导致成型后的膜的端部的厚度变得不均匀。
11.本发明提供能够抑制挤出成型而成的基材的端部厚度变得不均匀的挤出成型装置、膜的制造系统、及膜的制造方法。
12.解决问题的方法
13.本发明[1]包括一种挤出成型装置,其具有:
[0014]
第1熔融树脂通过的第1流路;
[0015]
第2熔融树脂通过的第2流路及第3流路;
[0016]
具有与上述第1流路相通的第1流入口、与上述第2流路相通的第2流入口、及与上述第3流路相通的第3流入口的第1歧管;以及
[0017]
将通过上述第1歧管后的上述第1熔融树脂及上述第2熔融树脂喷出的喷出口,
[0018]
其中,上述第1歧管沿着从上述第1流入口向着上述喷出口的流动方向延伸,并且在与上述流动方向正交的宽度方向上延伸,上述第1流入口在上述流动方向上配置于上述第1歧管的上游端,并且在上述宽度方向上配置于上述第1歧管的两端部之间,上述第2流入口在上述流动方向上配置于上述第1流入口的下游,并且在上述宽度方向上配置于上述第1歧管的一端部,上述第3流入口在上述流动方向上配置于上述第1流入口的下游,并且在上述宽度方向上配置于上述第1歧管的另一端部。
[0019]
根据这样的构成,能够使第2熔融树脂在第1歧管的两端部与第1熔融树脂合流。
[0020]
由此,能够使第2熔融树脂在第1歧管中与向宽度方向展开了的第1熔融树脂的两端部合流。
[0021]
由此,能够抑制第1熔融树脂的流动和第2熔融树脂的流动发生紊乱。
[0022]
其结果是,能够抑制挤出成型而成的基材的端部的厚度变得不均匀。
[0023]
本发明[2]包括上述[1]所述的挤出成型装置,其中,上述宽度方向上的上述第1歧管的上述一端部及上述另一端部沿着上述流动方向延伸,上述第2流路中与上述第2流入口连接的部分、及上述第3流路中与上述第3流入口连接的部分沿着上述流动方向延伸。
[0024]
根据这样的构成,能够将第2熔融树脂沿着流动方向供给至第1歧管,并且能够使被供给至第1歧管的第2熔融树脂沿着流动方向流动。
[0025]
由此,能够进一步抑制第2熔融树脂的流动发生紊乱。
[0026]
其结果是,能够进一步抑制挤出成型而成的基材的端部的厚度变得不均匀。
[0027]
本发明[3]包括上述[1]或[2]所述的挤出成型装置,其中,
[0028]
上述第1歧管具有从上述第1流入口向上述宽度方向展开的上游部分、和从上述流动方向上的上述上游部分的下游端沿上述流动方向延伸的下游部分,
[0029]
上述第2流入口在上述宽度方向上配置于上述下游部分的一端部,
[0030]
上述第3流入口在上述宽度方向上配置于上述下游部分的另一端部。
[0031]
根据这样的构成,能够在于第1歧管的上游部分使第1熔融树脂向宽度方向展开后,于第1歧管的下游部分使第2熔融树脂与沿流动方向流动的第1熔融树脂的宽度方向两端合流。
[0032]
由此,能够进一步抑制第1熔融树脂的流动和第2熔融树脂的流动发生紊乱。
[0033]
其结果是,能够进一步抑制挤出成型而成的基材的端部的厚度变得不均匀。
[0034]
本发明[4]包括上述[3]所述的挤出成型装置,其中,上述第1流入口为圆形状,上述喷出口为在上述宽度方向上延伸的扁平形状,从上述流动方向观察,上述第1歧管的上述下游部分是在上述宽度方向上延伸的扁平形状。
[0035]
根据这样的构成,能够通过第1歧管而将第1熔融树脂展开成与喷出口的扁平形状近似的扁平形状,并在通过第1歧管而被展开后的第1熔融树脂的宽度方向两端使第2熔融树脂合流。
[0036]
由此,能够在第1歧管与喷出口之间进一步抑制第1熔融树脂的流动和第2熔融树脂的流动发生紊乱。
[0037]
其结果是,能够进一步抑制挤出成型而成的基材的端部的厚度变得不均匀。
[0038]
本发明[5]包括上述[4]所述的挤出成型装置,其中,
[0039]
上述第2流入口具有顺沿着上述下游部分的上述宽度方向的一端部的形状的形状,上述第3流入口具有顺沿着上述下游部分的上述宽度方向的另一端部的形状的形状。
[0040]
根据这样的构成,在第2熔融树脂从第2流入口进入下游部分的阶段,第2熔融树脂具有着顺沿着下游部分的宽度方向的一端部的形状的形状。
[0041]
其结果是,即使从第2流入口进入下游部分内的第2熔融树脂在下游部分内不向宽度方向展开,也能够形成顺沿着下游部分的宽度方向的一端部的形状的端部。
[0042]
同样地,在第2熔融树脂从第3流入口进入下游部分的阶段,第2熔融树脂具有着顺沿着下游部分的宽度方向的另一端部的形状的形状。
[0043]
其结果是,即使从第3流入口进入下游部分内的第2熔融树脂在下游部分内不沿着宽度方向展开,也能够形成顺沿着下游部分的宽度方向的另一端部的形状的端部。
[0044]
本发明[6]包括上述[5]所述的挤出成型装置,其中,
[0045]
从上述流动方向观察,在上述宽度方向上上述第2流入口的一侧的内面与在上述宽度方向上上述下游部分的一侧的内面齐平,
[0046]
从上述流动方向观察,在上述宽度方向上上述第3流入口的另一侧的内面与在上述宽度方向上上述下游部分的另一侧的内面齐平。
[0047]
根据这样的构成,即使从第2流入口进入下游部分的第2熔融树脂不在宽度方向上展开,也能够使第2熔融树脂顺沿着下游部分的宽度方向的一端部的形状。
[0048]
其结果是,能够形成顺沿着下游部分的宽度方向的一端部的形状的端部。
[0049]
另外,即使从第3流入口进入下游部分的第2熔融树脂不在宽度方向展开,也能够使第2熔融树脂顺沿着下游部分的宽度方向的另一端部的形状。
[0050]
其结果是,能够形成顺沿着下游部分的宽度方向的另一端部的形状的端部。
[0051]
本发明[7]包括上述[6]所述的挤出成型装置,其中,
[0052]
从上述流动方向观察,在与上述流动方向及上述宽度方向这两者正交的厚度方向上上述第2流入口的一侧的内面与在上述厚度方向上上述下游部分的一侧的内面齐平,
[0053]
从上述流动方向观察,在上述厚度方向上上述第2流入口的另一侧的内面与在上述厚度方向上上述下游部分的另一侧的内面齐平,
[0054]
从上述流动方向观察,在上述厚度方向上上述第3流入口的一侧的内面与在上述厚度方向上上述下游部分的一侧的内面齐平,
[0055]
从上述流动方向观察,上述厚度方向上上述第3流入口的另一侧的内面与在上述厚度方向上上述下游部分的另一侧的内面齐平。
[0056]
根据这样的构成,能够防止从第2流入口进入下游部分的第2熔融树脂、及从第3流入口进入下游部分的第2熔融树脂在厚度方向上展开。
[0057]
因此,在第2熔融树脂从第2流入口及第3流入口进入下游部分时,能够进一步抑制第2熔融树脂的流动发生紊乱。
[0058]
本发明[8]包括上述[1]~[7]中任一项所述的挤出成型装置,其还具有配置于上述第1歧管与上述喷出口之间、且与上述第1歧管相通的第2歧管,
[0059]
上述第2歧管在上述宽度方向上比上述第1歧管长。
[0060]
根据这样的构成,能够利用第2歧管将通过第1歧管后的第1熔融树脂及第2熔融树脂进一步向宽度方向展开。
[0061]
其结果是,能够在抑制第1熔融树脂的流动和第2熔融树脂的流动发生紊乱的同时成型为在宽度方向上大的基材。
[0062]
本发明[9]包括上述[8]所述的挤出成型装置,其具备:
[0063]
具有上述第1歧管的进料块;和
[0064]
具有上述喷出口且与上述进料块连接的模头。
[0065]
本发明[10]包括上述[9]所述的挤出成型装置,其中,
[0066]
上述模头还具有上述第2歧管。
[0067]
本发明[11]包括上述[1]~[10]中任一项所述的挤出成型装置,其中,
[0068]
上述第2熔融树脂在上述第2流入口的流速、及上述第2熔融树脂在上述第3流入口的流速为上述第1熔融树脂在上述第1歧管中的流速的0.5倍以上且2.0倍以下。
[0069]
根据这样的构成,能够在使第2熔融树脂与第1熔融树脂合流时,使第2熔融树脂的流速接近于第1熔融树脂的流速。
[0070]
其结果是,能够抑制第1熔融树脂的流动和第2熔融树脂的流动发生紊乱。
[0071]
本发明[12]包括上述[11]所述的挤出成型装置,其中,
[0072]
上述第2熔融树脂在上述第2流入口的流速、上述第2熔融树脂在上述第3流入口的流速、及上述第1熔融树脂在上述第1歧管中的流速为0.1m/分以上且10m/分以下。
[0073]
本发明[13]包括上述[1]~[12]中任一项所述的挤出成型装置,其中,
[0074]
上述第1熔融树脂及上述第2熔融树脂的粘度为100pa
·
s以上且10000pa
·
s以下。
[0075]
本发明[14]包括上述[1]~[13]中任一项所述的挤出成型装置,其中,
[0076]
上述第1熔融树脂为脆性树脂的熔融树脂,
[0077]
上述第2熔融树脂为韧性树脂的熔融树脂。
[0078]
根据这样的构成,在成型得到的基材中,能够利用韧性树脂对由脆性树脂形成的部分的宽度方向两端进行补强。
[0079]
本发明[15]包括一种膜的制造系统,其具备:
[0080]
上述[1]~[14]中任一项所述的挤出成型装置;和
[0081]
对通过上述挤出成型装置进行了挤出成型后的基材进行拉伸的拉伸装置。
[0082]
本发明[16]包括一种膜的制造方法,该方法包括:
[0083]
用上述[1]~[14]中任一项所述的挤出成型装置对基材进行挤出成型的挤出成型工序;和
[0084]
对通过上述挤出成型工序得到的上述基材进行拉伸的拉伸工序。
[0085]
发明的效果
[0086]
根据本发明的挤出成型装置、膜的制造系统、及膜的制造方法,能够抑制挤出成型而成的基材的端部的厚度变得不均匀。
附图说明
[0087]
图1是作为本发明的一个实施方式的、通过膜的制造系统制造的膜的剖面图。
[0088]
图2是膜的制造系统的构成示意图。
[0089]
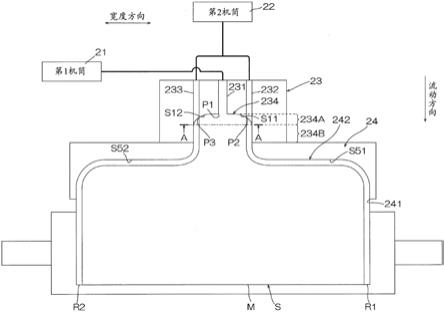
图3是对图2所示的挤出成型装置的模头及进料块进行说明的说明图。
[0090]
图4a是图2所示的进料块的a-a剖面图,图4b是从流动方向下游侧观察图2所示的模头而得到的侧面图。
[0091]
图5是示出了在实施例中得到的基材的厚度的变动的相关图。
[0092]
图6是示出了在比较例中得到的基材的厚度的变动的相关图。
[0093]
符号说明
[0094]
1膜的制造系统
[0095]
2挤出成型装置
[0096]
4a第1拉伸装置
[0097]
4b第2拉伸装置
[0098]
23进料块
[0099]
24模头
[0100]
231第1流路
[0101]
232第2流路
[0102]
233第3流路
[0103]
234第1歧管
[0104]
234a上游部分
[0105]
234b下游部分
[0106]
241喷出口
[0107]
242第2歧管
[0108]
p1第1流入口
[0109]
p2第2流入口
[0110]
p3第3流入口
[0111]
s基材
具体实施方式
[0112]
1.膜的制造系统
[0113]
对膜f的制造系统1进行说明。
[0114]
如图1所示,膜f具备基材s和被膜c。基材s在基材s的厚度方向上具有第1面s1和第2面s2。被膜c配置于基材s的第1面s1上。被膜c覆盖基材s的第1面s1。被膜c可以为易粘接层。在被膜c为易粘接层的情况下,膜f为易粘接膜。易粘接膜可用于例如移动设备、汽车导航装置、电脑用显示器、电视等图像显示装置的偏振片。详细而言,易粘接膜可用作保护偏振片的起偏镜的保护膜。易粘接膜经由粘接剂层与起偏镜贴合。易粘接膜通过易粘接层与起偏镜贴合。
[0115]
如图2所示,膜f的制造系统1具备:挤出成型装置2、作为拉伸装置的一例的第1拉伸装置4a、涂敷装置3、作为拉伸装置的一例的第2拉伸装置4b、狭缝加工装置5、滚花加工装置6、以及卷取装置7。
[0116]
(1)挤出成型装置
[0117]
挤出成型装置2进行基材s的挤出成型(挤出成型工序)。从挤出成型装置2挤出的基材s具有片形状。
[0118]
基材s由热塑性树脂形成。作为热塑性树脂,可列举例如:丙烯酸树脂、聚烯烃树脂、环状聚烯烃树脂、聚酯树脂(聚对苯二甲酸乙二醇酯等)、聚碳酸酯树脂、聚苯乙烯树脂、聚酰胺树脂、聚酰亚胺树脂、乙酸酯树脂(二乙酸纤维素、三乙酸纤维素等)等。
[0119]
在制造作为起偏镜的保护膜使用的易粘接膜的情况下,作为基材s的材料,可优选列举丙烯酸树脂。
[0120]
另外,在制造作为起偏镜的保护膜使用的易粘接膜的情况下,丙烯酸树脂可以是具有戊二酸酐结构的丙烯酸树脂、具有内酯环结构的丙烯酸树脂。具有戊二酸酐结构的丙烯酸树脂、及具有内酯环结构的丙烯酸树脂由于具有高耐热性、高透明性、及高机械强度,因此适于偏振度高且耐久性优异的偏振片的制造。具有戊二酸酐结构的丙烯酸树脂记载于
日本特开2006-283013号公报、日本特开2006-335902号公报、日本特开2006-274118号公报。具有内酯环结构的丙烯酸树脂记载于日本特开2000-230016号公报、日本特开2001-151814号公报、日本特开2002-120326号公报、日本特开2002-254544号公报、日本特开2005-146084号公报。
[0121]
另外,基材s还可以在含有丙烯酸树脂以外,还含有除丙烯酸树脂以外的其它热塑性树脂。通过含有其它热塑性树脂,能够消除丙烯酸树脂的双折射,得到光学各向同性性优异的易粘接膜。另外,能够提高易粘接膜的机械强度。
[0122]
需要说明的是,基材s也可以含有抗氧剂、稳定剂、补强材料、紫外线吸收剂、阻燃剂、抗静电剂、着色剂、填充剂、增塑剂、润滑剂、填料等添加剂。
[0123]
(2)第1拉伸装置
[0124]
第1拉伸装置4a对通过挤出成型工序而得到的基材s进行了加热后,将其沿着基材s的流动方向md拉伸(第1拉伸工序)。
[0125]
(3)涂敷装置
[0126]
涂敷装置3在通过挤出成型工序进行了挤出成型后的基材s的第1面s1涂布涂敷液(涂布工序)。需要说明的是,可以在挤出成型工序之后、涂布工序之前对基材s的第1面s1实施电晕处理、等离子体处理等表面处理。
[0127]
作为涂敷装置3,可列举例如:线棒涂布器、凹版涂布器、辊舔涂布器等。
[0128]
在制造易粘接膜的情况下,涂敷液是用于形成易粘接层的易粘接组合物。
[0129]
易粘接层含有粘合剂树脂和微粒。
[0130]
作为粘合剂树脂,可列举:例如氨基甲酸酯树脂、环氧树脂等热固性树脂,例如丙烯酸树脂、聚酯树脂等热塑性树脂。在易粘接膜用作起偏镜的保护膜的情况下,粘合剂树脂优选为热固性树脂。粘合剂树脂可以组合使用多种。
[0131]
作为微粒,可列举:例如氧化硅(二氧化硅)、氧化钛(二氧化钛)、氧化铝(矾土)、氧化锆(二氧化锆)等氧化物、例如碳酸钙等碳酸盐、例如硅酸钙、硅酸铝、硅酸镁等硅酸盐、例如滑石、高岭土等硅酸盐矿物、例如磷酸钙等磷酸盐等。在易粘接膜用作起偏镜的保护膜的情况下,微粒优选为氧化物,更优选为氧化硅。微粒可以组合使用多种。
[0132]
涂敷液(易粘接组合物)含有树脂成分、上述的微粒、及分散介质。
[0133]
对于树脂成分而言,通过后述的拉伸工序形成上述的粘合剂树脂的被膜(易粘接层)。在粘合剂树脂为氨基甲酸酯树脂的情况下,作为树脂成分,可列举例如水性氨基甲酸酯树脂。作为水性氨基甲酸酯树脂,可列举:例如作为氨基甲酸酯树脂的乳化物的非反应型水性氨基甲酸酯树脂、例如作为用封端剂对异氰酸酯基进行了保护的氨基甲酸酯树脂的乳化物的反应型水性氨基甲酸酯树脂等。在粘合剂树脂为氨基甲酸酯树脂的情况下,涂敷液可以含有氨基甲酸酯固化催化剂(三乙胺等)、异氰酸酯单体。
[0134]
作为分散介质,可列举:例如水、例如甲醇、乙醇等醇、例如丙酮、甲乙酮等酮等。
[0135]
(4)第2拉伸装置
[0136]
第2拉伸装置4b对通过涂敷工序进行了涂布后的涂敷液进行干燥。由此,涂敷液成为上述的被膜c。另外,第2拉伸装置4b在对形成有被膜c的基材s进行了加热后,将其向基材s的宽度方向td拉伸(第2拉伸工序)。宽度方向td与流动方向md正交。通过第2拉伸工序,对形成有被膜c的基材s进行拉伸,从而得到上述的膜f。
[0137]
(5)狭缝加工装置
[0138]
狭缝加工装置5将通过拉伸工序进行了拉伸后的膜f切断成给定的宽度(狭缝工序)。
[0139]
(6)滚花加工装置
[0140]
滚花加工装置6在通过狭缝工序而切断成了给定宽度的膜f的宽度方向两端形成滚花(滚花工序)。滚花通过激光而形成。滚花也可以通过进行了加热后的压花辊形成。
[0141]
(7)卷取装置
[0142]
卷取装置7对通过滚花工序而形成了滚花后的膜f进行卷取(卷取工序)。通过完成卷取工序,能够得到膜f的卷。
[0143]
2.挤出成型装置的详细情况
[0144]
接下来,对挤出成型装置2的详细情况进行说明。
[0145]
如图3所示,在本实施方式中,通过挤出成型装置2成型得到的基材s在宽度方向td上具有主体部m、和两个补强部r1、r2。
[0146]
主体部m在宽度方向td上延伸。主体部m由脆性树脂形成。
[0147]
脆性树脂是指,上述热塑性树脂中的在弯曲时容易破裂的树脂。详细而言,脆性树脂是指在将jis p 8115:2001中的负载变为200g重量的抗折强度试验中抗折次数小于50次的树脂。
[0148]
抗折强度试验是使用be-202(tester sangyo制)作为试验机在以下的条件下实施的。
[0149]
<抗折强度试验条件>
[0150]
试验片的尺寸:宽度15mm、长度110mm
[0151]
试验速度:175cpm
[0152]
折曲角度:135
°
[0153]
负载:200g重
[0154]
折曲夹的曲率半径r:0.38mm
[0155]
折曲夹的开度:0.25mm
[0156]
在本实施方式中,主体部m为未拉伸的状态、由脆性树脂形成。未拉伸的状态是指,在挤出成型工序之后、将挤出成型而成的基材s沿着流动方向md或宽度方向td拉伸之前的状态。
[0157]
本实施方式在主体部m的抗折为次数小于10次的情况下是优选的,在主体部m的抗折次数小于5次的情况下更优选。
[0158]
具体而言,作为脆性树脂,可列举丙烯酸树脂。
[0159]
补强部r1对宽度方向td上的主体部m的一端部进行补强。补强部r1在宽度方向td上配置于基材s的一端部。补强部r1覆盖宽度方向td上的主体部m的一端部。补强部r1由韧性树脂形成。
[0160]
韧性树脂是指,上述热塑性树脂中的在上述抗折强度试验中的抗折次数为50次以上的树脂。
[0161]
作为韧性树脂,可列举例如:聚碳酸酯树脂、聚酯树脂、聚碳酸酯树脂与聚酯树脂的混合物等。
[0162]
补强部r2对宽度方向td上的主体部m的另一端部进行补强。补强部r2在宽度方向td上配置于基材s的另一端部。补强部r2在宽度方向td上配置于主体部m的与补强部r1相反侧。补强部r2覆盖宽度方向td上的主体部m的一端部。补强部r2由韧性树脂形成。
[0163]
详细而言,挤出成型装置2具备:第1机筒21、第2机筒22、进料块23、以及模头24。
[0164]
(1)第1机筒
[0165]
第1机筒21将作为基材s的主体部m的原料的第1树脂熔融。第1树脂通过熔融而成为第1熔融树脂。作为第1树脂,可列举例如上述的脆性树脂。也就是说,第1熔融树脂是脆性树脂的熔融树脂。
[0166]
第1熔融树脂的粘度例如为100pa
·
s以上、优选为500pa
·
s以上,例如为10000pa
·
s以下、优选为2000pa
·
s以下。
[0167]
(2)第2机筒
[0168]
第2机筒22将作为基材s的补强部r1、r2的原料的第2树脂熔融。第2树脂通过熔融而成为第2熔融树脂。作为第2树脂,可列举上述的韧性树脂。也就是说,第2熔融树脂为韧性树脂的熔融树脂。
[0169]
第2熔融树脂的粘度例如为100pa
·
s以上、优选为500pa
·
s以上,例如为10000pa
·
s以下、优选为2000pa
·
s以下。
[0170]
(3)进料块
[0171]
进料块23与第1机筒21及第2机筒22相连。进料块23将来自第1机筒21的第1熔融树脂、及来自第2机筒22的第2熔融树脂供给至模头24。
[0172]
进料块23具有:第1流路231、第2流路232、第3流路233、及第1歧管234。换言之,挤出成型装置2具有:第1流路231、第2流路232、第3流路233、及第1歧管234。
[0173]
(3-1)第1流路
[0174]
第1流路231与第1机筒21相连。从第1机筒21向第1流路231供给第1熔融树脂。从第1机筒21供给的第1熔融树脂在第1流路231通过。第1流路231与第1歧管234的第1流入口p1相连。关于第1流入口p1,在后面进行说明。
[0175]
(3-2)第2流路
[0176]
第2流路232与第2机筒22相连。从第2机筒22向第2流路232供给第2熔融树脂。从第2机筒22供给的第2熔融树脂在第2流路232通过。第2流路232与第1歧管234的第2流入口p2相连。关于第2流入口p2,在后面进行说明。第2流路232中的与第2流入口p2相连的部分沿着流动方向md延伸。由此,能够将通过第2流路232后的第2熔融树脂沿着流动方向md供给至第1歧管234。
[0177]
(3-3)第3流路
[0178]
第3流路233与第2机筒22相连。从第2机筒22向第3流路233供给第2熔融树脂。从第2机筒22供给的第2熔融树脂在第3流路233通过。第3流路233与第1歧管234的第3流入口p3相连。关于第3流入口p3,在后面进行说明。第3流路233中与第3流入口相连的部分沿着流动方向md延伸。由此,能够将通过第3流路233后的第2熔融树脂沿着流动方向md供给至第1歧管234。
[0179]
(3-4)第1歧管
[0180]
第1歧管234配置于第1流路231与模头24之间。换言之,第1歧管234配置于第1流路
231与喷出口241之间。关于喷出口241,在后面进行说明。第1歧管234与第1流路231相连。第1歧管234沿着流动方向md延伸。换言之,流动方向md是从第1流入口p1向着喷出口241的方向。第1歧管234也沿着宽度方向td延伸。第1歧管234将进入第1歧管234的第1熔融树脂在宽度方向td上展开。
[0181]
详细而言,第1歧管234具有:上游部分234a、下游部分234b、第1流入口p1、第2流入口p2、以及第3流入口p3。
[0182]
(3-4-1)上游部分
[0183]
上游部分234a与第1流路231相连。上游部分234a在流动方向md上配置于下游部分234b与第1流路231之间。上游部分234a从第1流入口p1向宽度方向td展开。
[0184]
详细而言,上游部分234a在宽度方向上具有内面s11和内面s12。内面s11从第1流入口p1向宽度方向td的一侧延伸。内面s11随着朝向宽度方向td的一侧而向流动方向md弯曲。内面s12在宽度方向td上配置于第1流入口p1的与内面s11相反侧。内面s12从第1流入口p1向宽度方向td的另一侧延伸。内面s12随着朝向宽度方向td而向流动方向md弯曲。上游部分234a使从第1流入口p1进入第1歧管234的第1熔融树脂沿着内面s11及内面s12在宽度方向td上展开。
[0185]
(3-4-2)下游部分
[0186]
下游部分234b从流动方向md中的上游部分234a的下游端向流动方向md延伸。由此,下游部分234b使第1歧管234内的第1熔融树脂及第2熔融树脂沿着流动方向md流动。宽度方向td上的下游部分234b的长度与宽度方向td上的上游部分234a的下游端的长度相同。宽度方向td上的下游部分234b的一端部及另一端部沿着流动方向md延伸。宽度方向td上的下游部分234b的一端部是宽度方向td上的第1歧管234的一端部,宽度方向td上的下游部分234b的另一端部是宽度方向td上的第1歧管234的另一端部。也就是说,宽度方向td上的第1歧管234的一端部及另一端部沿着流动方向md延伸。
[0187]
如图4a所示,从流动方向md观察,下游部分234b是在宽度方向td上延伸的扁平形状。由此,通过第1歧管234,将第1熔融树脂展开成与喷出口241的扁平形状近似的扁平形状,使第2熔融树脂与通过第1歧管234展开后的第1熔融树脂的宽度方向td的两端合流。因此,能够在第1歧管234与喷出口241之间进一步抑制第1熔融树脂的流动和第2熔融树脂的流动发生紊乱。其结果是,能够进一步抑制挤出成型而成的基材s的端部的厚度变得不均匀。更具体而言,下游部分234b是在宽度方向td上延伸的长方形状。
[0188]
需要说明的是,与流动方向md及宽度方向td这两者正交的厚度方向上的下游部分234b的宽度比第1流入口p1的直径短。
[0189]
第1歧管234的下游部分234b中的第1熔融树脂的流速例如为0.1m/分以上、优选为1m/分以上,例如为10m/分以下、优选为5m/分以下。
[0190]
(3-4-3)第1流入口
[0191]
如图3所示,第1流入口p1与第1流路231相通。第1流入口p1在流动方向md上配置于第1歧管234的上游端。第1流入口p1在宽度方向td上配置于第1歧管234的两端部之间。第1流入口p1在宽度方向td上配置于第2流入口p2与第3流入口p3之间。第1流入口p1在宽度方向td上配置于第1歧管234的中央。第1流入口p1为圆形状。
[0192]
(3-4-4)第2流入口
[0193]
第2流入口p2与第2流路232相通。第2流入口p2在流动方向md上配置于第1流入口p1的下游。第2流入口p2在宽度方向td上配置于第1歧管234的一端部。由此,能够在第1歧管234的一端部使第2熔融树脂与第1熔融树脂合流。因此,能够使第2熔融树脂与通过第1歧管234而在宽度方向上展开后的第1熔融树脂合流。因此,能够抑制第1熔融树脂的流动和第2熔融树脂的流动发生紊乱。其结果是,能够抑制挤出成型而成的基材s的端部的厚度变得不均匀。
[0194]
详细而言,如图4a所示,第2流入口p2在宽度方向td上配置于下游部分234b的一端部。由此,能够在于第1歧管234的上游部分234a将第1熔融树脂在宽度方向td上展开之后,在第1歧管234的下游部分234b使第2熔融树脂与沿着流动方向md流动的第1熔融树脂的宽度方向td的一端部合流。因此,在宽度方向td的一端部,能够进一步抑制第1熔融树脂的流动和第2熔融树脂的流动发生紊乱。其结果是,能够进一步抑制挤出成型而成的基材s的端部的厚度变得不均匀。
[0195]
这里,通过第2流入口p2后的第2熔融树脂进入下游部分234b的宽度方向td的一端部,因此,在下游部分234b内不会在宽度方向td上展开。因此,存在无法将第2熔融树脂在下游部分234b内成型为期望的形状的可能性。例如,在与下游部分234b的形状为长方形相对地,第2流入口p2的形状为圆形状时,存在端部成为圆形状的可能性。
[0196]
就这一点而言,第2流入口p2为四边形。也就是说,第2熔融树脂从四边形的第2流入口p2进入长方形的下游部分234b的宽度方向td的一端部。因此,在第2熔融树脂从第2流入口p2进入下游部分234b的阶段,第2熔融树脂具有顺沿着下游部分234b的宽度方向td的一端部的形状的形状。其结果是,即使从第2流入口p2进入下游部分234b内的第2熔融树脂在下游部分234b内不在宽度方向td上展开,也能够形成顺沿着下游部分234b的宽度方向td的一端部的形状的端部。
[0197]
需要说明的是,第2流入口p2的形状只要是顺沿着下游部分234b的宽度方向td的一端部的形状的形状即可,并不限定于四边形。
[0198]
优选从流动方向md观察,宽度方向td上的第2流入口p2的一侧的内面s31与宽度方向td上的下游部分234b的一侧的内面s21齐平。因此,即使从第2流入口p2进入下游部分234b的第2熔融树脂不在宽度方向td上展开,也能够使第2熔融树脂顺沿着下游部分234b的宽度方向td的一端部的形状。其结果是,能够形成顺沿着下游部分234b的宽度方向td的一端部的形状的端部。
[0199]
需要说明的是,内面s31也可以不与内面s21齐平。可以在内面s31与内面s21之间以能够形成顺沿着下游部分234b的宽度方向td的一端部的形状的端部的程度存在高度差。
[0200]
从流动方向md观察,厚度方向上的第2流入口p2的一侧的内面s32与厚度方向上的下游部分234b的一侧的内面s23齐平。从流动方向md观察,厚度方向上的第2流入口p2的另一侧的内面s33与厚度方向上的下游部分234b的另一侧的内面s24齐平。由此,能够防止从第2流入口p2进入下游部分234b的第2熔融树脂在厚度方向上展开。其结果是,在第2熔融树脂从第2流入口p2进入下游部分234b时,能够进一步抑制第2熔融树脂的流动发生紊乱。
[0201]
需要说明的是,内面s32也可以不与内面s23齐平,内面s33也可以不与内面s24齐平。可以在内面s32与内面s23之间、以及内面s33与内面s24之间以能够形成顺沿着下游部分234b的宽度方向td的一端部的形状的端部的程度存在高度差。
[0202]
第2熔融树脂在第2流入口p2的流速是第1熔融树脂在第1歧管234的下游部分234b的流速的例如0.5倍以上、优选为0.7倍以上,例如为1.5倍以下。因此,在于宽度方向td的一端部使第2熔融树脂与第1熔融树脂合流时,能够使第2熔融树脂的流速接近于第1熔融树脂的流速。其结果是,能够抑制第1熔融树脂的流动和第2熔融树脂的流动发生紊乱。
[0203]
具体而言,第2熔融树脂在第2流入口p2的流速例如为0.1m/分以上、优选为1m/分以上,例如为10m/分以下、优选为5m/分以下。
[0204]
(3-4-5)第3流入口
[0205]
如图3所示,第3流入口p3与第3流路233相通。第3流入口p3在流动方向md上配置于第1流入口p1的下游。第3流入口p3在宽度方向td上配置于第1歧管234的另一端部。由此,能够在第1歧管234的另一端部使第2熔融树脂与第1熔融树脂合流。因此,能够使第2熔融树脂与通过第1歧管234在宽度方向td上展开后的第1熔融树脂合流。因此,能够抑制第1熔融树脂的流动和第2熔融树脂的流动发生紊乱。其结果是,能够抑制挤出成型而成的基材s的端部的厚度变得不均匀。
[0206]
详细而言,如图4a所示,第3流入口p3在宽度方向td上配置于下游部分234b的另一端部。由此,能够在于第1歧管234的上游部分234a将第1熔融树脂在宽度方向td上展开之后,在第1歧管234的下游部分234b使第2熔融树脂与沿着流动方向md流动的第1熔融树脂的宽度方向td的另一端部合流。因此,在宽度方向td的另一端部,能够进一步抑制第1熔融树脂的流动和第2熔融树脂的流动发生紊乱。其结果是,能够进一步抑制挤出成型而成的基材s的端部的厚度变得不均匀。
[0207]
第3流入口p3与第2流入口p2同样地为四边形。也就是说,第2熔融树脂从四边形的第3流入口p3进入长方形的下游部分234b的宽度方向td的另一端部。由此,在第2熔融树脂从第3流入口p3进入下游部分234b的阶段,第2熔融树脂具有顺沿着下游部分234b的宽度方向td的另一端部的形状的形状。其结果是,即使从第3流入口p3进入下游部分234b内的第2熔融树脂在下游部分234b内不在宽度方向td上展开,也能够形成顺沿着下游部分234b的宽度方向td的另一端部的形状的端部。
[0208]
需要说明的是,第3流入口p3的形状只要是顺沿着下游部分234b的宽度方向td的另一端部的形状的形状即可,并不限定于四边形。
[0209]
优选从流动方向md观察,宽度方向td上的第3流入口p3的另一侧的内面s41与宽度方向td上的下游部分234b的另一侧的内面s22齐平。由此,即使从第3流入口p3进入下游部分234b的第2熔融树脂不在宽度方向td上展开,也可以使第2熔融树脂顺沿着下游部分234b的宽度方向td的另一端部的形状。其结果是,能够形成顺沿着下游部分234b的宽度方向td的另一端部的形状的端部。
[0210]
需要说明的是,内面s41也可以不与内面s22齐平。可以在内面s41与内面s22之间以能够形成顺沿着下游部分234b的宽度方向td的另一端部的形状的端部的程度存在高度差。
[0211]
从流动方向md观察,厚度方向上的第3流入口p3的一侧的内面s42与厚度方向上的下游部分234b的一侧的内面s23齐平。从流动方向md观察,厚度方向上的第3流入口p3的另一侧的内面s43与厚度方向上的下游部分234b的另一侧的内面s24齐平。由此,能够防止从第3流入口p3进入下游部分234b的第2熔融树脂在厚度方向上展开。其结果是,在第2熔融树
脂从第3流入口p3进入下游部分234b时,能够进一步抑制第2熔融树脂的流动发生紊乱。
[0212]
需要说明的是,内面s42也可以不与内面s23齐平,内面s43也可以不与内面s24齐平。可以在内面s42与内面s23之间、以及内面s43与内面s24之间以能够形成顺沿着下游部分234b的宽度方向td的另一端部的形状的端部的程度存在高度差。
[0213]
第2熔融树脂在第3流入口p3的流速为第1熔融树脂在第1歧管234的下游部分234b的流速的例如0.5倍以上、优选为0.7倍以上,例如为1.5倍以下。由此,在于宽度方向td的另一端部使第2熔融树脂与第1熔融树脂合流时,能够使第2熔融树脂的流速接近于第1熔融树脂的流速。其结果是,能够抑制第1熔融树脂的流动和第2熔融树脂的流动发生紊乱。
[0214]
具体而言,第2熔融树脂在第3流入口p3的流速例如为0.1m/分以上、优选为1m/分以上,例如为10m/分以下、优选为5m/分以下。
[0215]
(4)模头
[0216]
如图3所示,模头24与进料块23相连。模头24具有喷出口241和第2歧管242。换言之,挤出成型装置2具有喷出口241和第2歧管242。
[0217]
(4-1)喷出口
[0218]
喷出口241将通过第1歧管234及第2歧管242后的第1熔融树脂及第2熔融树脂喷出。
[0219]
如图4b所示,喷出口241是在宽度方向td上延伸的扁平形状。更具体而言,喷出口241是在宽度方向td上延伸的长方形。喷出口241在宽度方向td上比第1歧管234的下游部分234b长。厚度方向上的喷出口241的宽度比厚度方向上的第1歧管234的下游部分234b的宽度窄。
[0220]
(4-2)第2歧管
[0221]
如图3所示,第2歧管242配置于第1歧管234与喷出口241之间。第2歧管242与第1歧管234相通。第2歧管242沿着流动方向md延伸。第2歧管242也在宽度方向td上延伸。第2歧管242在宽度方向td上比第1歧管234长。由此,通过第1歧管234后的第1熔融树脂及第2熔融树脂能够通过第2歧管242而进一步在宽度方向td上展开。其结果是,能够抑制第1熔融树脂的流动和第2熔融树脂的流动发生紊乱,并且成型为在宽度方向td上大的基材s。
[0222]
详细而言,第2歧管242具有上游部分242a和下游部分242b。
[0223]
(4-2-1)上游部分
[0224]
上游部分242a与第1歧管234相通。上游部分242a在流动方向md上配置于下游部分242b与第1歧管234之间。上游部分242a从第1歧管234起在宽度方向td上展开。
[0225]
详细而言,上游部分242a在宽度方向td上具有内面s51和内面s52。内面s51从第1歧管234向宽度方向td的一侧延伸。内面s51随着朝向宽度方向td的一侧而向流动方向md弯曲。内面s52在宽度方向td上配置于第1歧管234的与内面s51相反侧。内面s52从第1歧管234向宽度方向td的另一侧延伸。内面s52随着朝向宽度方向td的另一侧而向流动方向md弯曲。由此,上游部分242a使从第1歧管234进入第2歧管242的第1熔融树脂及第2熔融树脂沿着内面s51及内面s52在宽度方向td上展开。
[0226]
(4-2-2)下游部分
[0227]
下游部分242b从上游部分242a的下游端起沿流动方向md延伸。由此,在下游部分242b,第2歧管242内的第1熔融树脂及第2熔融树脂沿着流动方向md流动。下游部分242b具
有与上游部分242a的下游端相同的宽度。宽度方向td上的下游部分242b的一端部及另一端部沿着流动方向md延伸。宽度方向td上的下游部分242b的一端部是宽度方向td上的第2歧管242的一端部。宽度方向td上的下游部分242b的另一端部是宽度方向td上的第2歧管242的另一端部。也就是说,宽度方向td上的第2歧管242的一端部及另一端部沿着流动方向md延伸。从流动方向md观察,下游部分234b为与喷出口241相同的形状。下游部分234b与喷出口241相通。
[0228]
3.变形例
[0229]
(1)挤出成型装置2也可以不具备进料块23。在该情况下,第1歧管234可以设置于模头24。
[0230]
(2)挤出成型装置2也可以不具有第2歧管242。在该情况下,第1歧管234也可以与喷出口241相通。
[0231]
(3)第1熔融树脂也可以不是脆性树脂的熔融树脂。第1熔融树脂可以是与第2熔融树脂不同的韧性树脂的熔融树脂。
[0232]
(4)膜f的制造系统1也可以不具备涂敷装置3。
[0233]
(5)膜f的制造系统1也可以不具备第1拉伸装置4a。基材s可以通过第2拉伸装置4b而在流动方向md及宽度方向td上进行了拉伸(双向同步拉伸)。
[0234]
(6)膜f的制造系统1也可以不具备第1拉伸装置4a及第2拉伸装置4b。也就是说,膜f的制造系统1也可以不对膜f进行拉伸。在该情况下,也可以不将膜f卷取、而是裁切成给定尺寸并装载。
[0235]
(7)膜f的制造系统1也可以不具备滚花加工装置6。可以使掩模膜贴合于膜f而进行卷取。
[0236]
实施例
[0237]
接下来,基于实施例及比较例对本发明进行说明。本发明不受下述实施例的限定。
[0238]
实施例
[0239]
如图3所示地,在进料块的歧管的两端使聚碳酸酯(韧性树脂)的熔融树脂与丙烯酸树脂(脆性树脂)的熔融树脂合流,进行了基材的挤出成型。成型中使用在线的横向(traverse)式红外线测厚仪,在宽度方向上对成型而成的基材的厚度连续测定了100次。
[0240]
比较例
[0241]
如日本特开2006-315275号公报所记载的那样,利用进料块的脆性树脂的流路使聚碳酸酯(韧性树脂)的熔融树脂与丙烯酸树脂(脆性树脂)的熔融树脂合流,进行了基材的挤出成型。与实施例同样地测定了成型而成的基材的厚度。
[0242]
如图5及图6所示,实施例的基材的端部厚度的变动f1比比较例的基材的端部厚度的变动f2小。也就是说,与比较例相比,实施例的一方更能够抑制基材端部的厚度变得不均匀。
[0243]
需要说明的是,以本发明的示例性实施方式的形式提供了上述发明,但这只是示例,并不做限定性解释。对于本技术领域的技术人员能够理解的本发明的变形例也包括在权利要求书中。
[0244]
工业实用性
[0245]
本发明的挤出成型装置、膜的制造系统、及膜的制造方法可以用于易粘接膜等膜
的制造。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1