层压件和食品包装容器的制作方法
1.本发明涉及层压件和食品包装容器。
背景技术:
2.在各种商品的销售中,使用装入商品的容器和包覆商品的包装。以下,容器和包装有时统称为包装容器。尤其是,从食品销售中的便利性和卫生面的观点来看,会经常使用食品包装容器。
3.这样的包装容器例如通过对含有热塑性树脂(例如,聚乙烯树脂、聚丙烯树脂和聚苯乙烯树脂)的片状材料(以下,有时记载为树脂片材)进行加工成型来获得。树脂片材具有源自热塑性树脂的优异加工成型性,因此适合用作包装容器的材料。
4.近年来,提出了在树脂片材中添加超过50.0质量%的无机材料(例如,专利文献1)。这种通过含有大量无机材料的树脂片材来形成的包装容器不属于容器包装回收法中规定的塑料包装容器。还有,通过含有大量无机材料的树脂片材来形成的包装容器由于树脂的含有比例低,因此焚烧过程中的二氧化碳排放量相对较少。因此,通过含有大量无机材料的树脂片材来形成的包装容器能够作为可燃垃圾或不可燃垃圾进行处理,废弃处理成本低。
5.〔专利文献〕
6.专利文献1:日本特开2012-207225号公报
技术实现要素:
7.不过,本发明人通过研究发现,含有大量无机材料的树脂片材在加工成型性方面是不充分的。
8.还有,根据用途,食品包装容器有时要求足以承受微波炉加热的耐热性和足以承受酸性食品(例如,梅干和食用醋)的耐酸性。本发明人通过研究发现,通过不含无机材料的树脂片材来形成的食品包装容器和通过含有大量无机材料的树脂片材来形成的食品包装容器各自在耐酸性或者耐热性的方面是不充分的。
9.本发明是鉴于上述课题而作出的,其目的在于提供层压件和食品包装容器,层压件具有优异的加工成型性并且能够形成耐热性和耐酸性优异且废弃处理成本低的包装容器,食品包装容器由上述的层压件形成。
10.本发明的层压件具备内层和层压在所述内层的两面上的一对外层,是真空成型用、压力成型用或对模成型用的片状层压件。所述内层含有无机填充剂和热塑性树脂。所述外层含有热塑性树脂。所述无机填充剂含有碳酸钙颗粒。所述层压件中的所述无机填充剂的含有比例超过50.0质量%。相对于所述层压件的整体厚度,所述外层的厚度比率各自都是2.0%以上20.0%以下。所述层压件的整体厚度是300μm以上450μm以下。所述碳酸钙颗粒的最大粒径是20μm以下。
11.本发明的食品包装容器是通过将上述的层压件进行真空成型、压力成型或对模成
型而形成的。
12.〔发明效果〕
13.本发明的层压件具有优异的加工成型性并且能够形成耐热性和耐酸性优异且废弃处理成本低的包装容器。本发明的食品包装容器具有优异的耐热性和耐酸性且废弃处理成本低。
附图说明
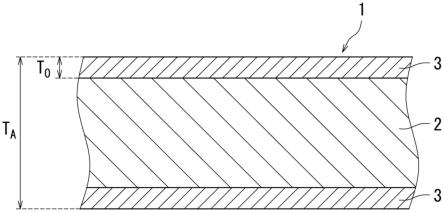
14.图1是本发明的层压件的一个例示结构的截面图。
15.图2是实施例中制造的层压件的内层截面的电子显微镜照片。
具体实施方式
16.以下,对本发明的实施方式进行说明。但是,本发明不限于实施方式,在本发明的目的范围内可以适当变更后再进行实施。除非另有说明,本发明实施方式中说明的各材料可以单独使用1种,也可以2种以上并用。
17.<第一实施方式:层压件>
18.本发明的第一实施方式所涉及的层压件具备内层和层压在内层的两面上的一对外层。内层含有无机填充剂和热塑性树脂。外层含有热塑性树脂。无机填充剂含有碳酸钙颗粒。本发明的层压件中的无机填充剂的含有比例超过50.0质量%。相对于本发明的层压件的整体厚度,外层的厚度比率各自都是2.0%以上20.0%以下。本发明的层压件具有优异的加工成型性并且能够形成耐热性和耐酸性优异且废弃处理成本低的包装容器。
19.以下,参照附图,对本发明的层压件的进行详细说明。图1是作为本发明层压件一个例子的层压件1的截面图。层压件1具备内层2和层压在内层2的两面上的一对外层3。相对于层压件1的整体厚度ta,外层3的厚度t0的比率各自都是2.0%以上20.0%以下。如上所述,参照附图详细说明了本发明的层压件。不过,本发明的层压件的结构不限于图1所示的层压件1的结构。例如,本发明的层压件除了内层和一对外层,也可以进一步具备其它层。其它层例如可以举出包覆外层的保护层。
20.本发明的层压件具有上述效果的理由推测如下。本发明的层压件含有无机填充剂和热塑性树脂。本发明的层压件中的无机填充剂的含有比例超过50.0质量%。其中,在容器包装回收法中,包装容器以质量占比最大的材料进行分类。因此,特定包装容器(例如,玻璃容器、纸制包装容器、pet瓶子和塑料包装容器)有回收的义务。相对于此,由本发明的层压件形成的包装容器中,无机填充剂的质量占比最大,因此不属于有回收义务的特定包装容器。还有,由本发明的层压件形成的包装容器中,热塑性树脂的含有比例低,因此焚烧过程中的二氧化碳排放量相对较少。因此,由本发明的层压件形成的包装容器能够作为可燃垃圾或不可燃垃圾进行处理,废弃处理成本低。
21.还有,本发明的层压件是具备内层和一对外层的3层结构。其中,含有大量无机填充剂的树脂片材相比于不含无机填充剂的树脂片材,往往加工成型性(尤其是延展性)差。具体来说,含有大量无机填充剂的树脂片材要以高倍率(例如,4倍左右)进行延展时,有时不能充分进行延展,导致形成破洞。相对于此,本发明的层压件中,由一对外层包覆内层。一对外层由于不像内层那样含有大量无机填充剂,因此具有优异的延展性。因此,本发明的层
压件以高倍率进行延展时,即使内层没有被充分延展,外层也会被充分延展,因此不容易形成贯穿层压件的孔。
22.而且,食品包装容器有时需要耐热性和耐酸性。其中,由含有无机填充剂的树脂片材形成的包装容器中,无机填充剂起到填料的作用,因此,与由不含无机填充剂的树脂片材形成的包装容器相比,往往具有优异的耐热性。另一方面,由含有无机填充剂的树脂片材形成的包装容器中,有时无机填充剂会与酸发生反应,因此耐酸性往往较低。相对于此,本发明的层压件中,内层含有无机填充剂,因此能够使形成的包装容器具有耐热性。还有,本发明的层压件中,含有无机填充剂的内层由外层包覆,因此具有优异的耐酸性。由此,本发明的层压件通过由一对外层包覆内层,能够使包装容器具有来自内层的优异耐热性和来自外层的优异耐酸性。
23.而且,本发明的层压件中,相对于层压件的整体厚度,外层的厚度比率各自都是2.0%以上20.0%以下。由此,本发明的层压件通过使外层的厚度适度地变薄,能够维持来自内层的优异耐热性并发挥来自外层的优异加工成型性。
24.本发明的层压件的密度优选为1.20g/cm3以上1.70g/cm3以下,更优选为1.30g/cm3以上1.50g/cm3以下,进一步优选为1.35g/cm3以上1.45g/cm3以下。
25.其中,本发明的层压件的内层中,含有碳酸钙颗粒和热塑性树脂这样物理性质不同的材料,因此会产生一定的空隙。这样的空隙越多时,本发明的层压件的密度就越低。以下,参照附图说明本发明的层压件中存在的空隙。图2是后面说明的实施例中制造的本发明的层压件1的内层2的截面的电子显微镜照片。内层2含有热塑性树脂r和碳酸钙颗粒p。如图2所示,在热塑性树脂r与碳酸钙颗粒p的界面处存在空隙g。可以判断,该空隙g是在本发明的层压件1的制造时由于热塑性树脂r和碳酸钙颗粒p的热膨胀率差而不可避免地产生的。本发明的层压件1以高倍率进行延展时,有可能以空隙g为起点在内层2中形成孔。如上所述,参照附图说明了本发明的层压件中存在的空隙。通过使本发明的层压件的密度为1.20g/cm3以上,能够减少内层的空隙。其结果,能够提高本发明的层压件的加工成型性。
26.关于使本发明的层压件的密度增大的方法,如后面的说明,例如可以举出使碳酸钙颗粒的最大粒径变小的方法和对碳酸钙进行表面处理的方法。
27.本发明的层压件的整体厚度优选为300μm以上450μm以下,更优选为370μm以上430μm以下。通过使本发明的层压件的整体厚度为300μm以上,能够提高由本发明的层压件形成的包装容器的强度。通过使本发明的层压件的整体厚度为450μm以下,能够使由本发明的层压件形成的包装容器更轻。
28.[内层]
[0029]
内层含有无机填充剂和热塑性树脂。内层中,无机填充剂分散在由热塑性树脂构成的矩阵中。
[0030]
内层的厚度优选为250μm以上420μm以下,更优选为350μm以上400μm以下。通过使内层的厚度为250μm以上,能够进一步提高由本发明的层压件形成的包装容器的耐热性。通过使内层的厚度为420μm以下,能够进一步提高本发明的层压件的加工成型性。
[0031]
(无机填充剂)
[0032]
无机填充剂含有碳酸钙颗粒。其中,作为无机填充剂使用的碳酸钙颗粒因来源不同其纯度有很大差异。具体来说,作为无机填充剂使用的碳酸钙颗粒大多是作为矿产资源
获得的碳酸钙矿石未经精炼而直接造粒而成的。因此,碳酸钙颗粒因产地不同其纯度有很大差异。例如,根据产地不同,存在碳酸钙含有比例为70质量%左右的低纯度碳酸钙颗粒。另一方面,关于食品用和药品用的碳酸钙颗粒,也存在通过化学合成得到的高纯度碳酸钙颗粒。
[0033]
本发明的层压件优选为含有纯度尽可能高的碳酸钙颗粒。具体来说,碳酸钙颗粒中的碳酸钙含有比例优选为90质量%以上,更优选为95质量%以上,进一步优选为97质量%以上。碳酸钙颗粒的纯度越高,环境安全性就越高。通过使碳酸钙颗粒中的碳酸钙含有比例为90质量%以上,能够减少对环境的影响。
[0034]
碳酸钙颗粒的最大粒径优选为20μm以下。其中,可以判断,碳酸钙颗粒的粒径越大时,在内层中越容易在碳酸钙颗粒和热塑性树脂的界面形成空隙。因此,通过使碳酸钙颗粒的最大粒径为20μm以下,能够抑制在碳酸钙颗粒和热塑性树脂的界面上产生空隙。其结果,能够进一步提高本发明的层压件的加工成型性。
[0035]
另外,碳酸钙颗粒的最大粒径能够通过以下的方法进行测量。首先,使用电子显微镜,在从内层的截面随机选择的5个位置(视野:100μm
×
100μm),测量碳酸钙颗粒的粒径(长轴)。然后,将测量的碳酸钙颗粒的粒径最大值作为碳酸钙颗粒的最大粒径。
[0036]
碳酸钙颗粒也可以进行表面处理。表面处理例如可以举出硅烷偶联剂处理和金属皂处理(例如,硬脂酸钙处理)。通过对碳酸钙颗粒进行表面处理,能够抑制在碳酸钙颗粒和热塑性树脂的界面上产生空隙。其结果,能够进一步提高本发明的层压件的加工成型性。
[0037]
内层中的无机填充剂的含有比例优选为53.0质量%以上70.0质量%以下,更优选为55.0质量%以上60.0质量%以下。通过使内层中的无机颗粒的含有比例为53.0质量%以上,能够进一步提高由本发明的层压件形成的包装容器的耐热性。通过使内层中的碳酸钙颗粒的含有比例为70.0质量%以下,能够提高内层的延展性。
[0038]
本发明的层压件中的无机填充剂的含有比例超过50.0质量%,优选为超过50.0质量%且是60.0质量%以下,更优选为超过50.0质量%且是55.0质量%以下。通过使本发明的层压件中的无机填充剂的含有比例超过50.0质量%,能够提高由本发明的层压件形成的包装容器的耐热性。还有,由本发明的层压件形成的包装容器不受容器包装回收法规定的回收义务的约束。而且,能够减少由本发明的层压件形成的包装容器的焚烧过程中的二氧化碳排放量。而且,一般来说,无机填充剂比热塑性树脂便宜,因此,通过更多地使用无机填充剂,能够降低本发明的层压件的材料成本。通过使本发明的层压件中的无机填充剂的含有比例为60.0质量%以下,能够进一步提高本发明的层压件的加工成型性。
[0039]
内层也可以包含碳酸钙颗粒以外的其它无机填充剂。其它无机填充剂例如可以举出:硫酸钙颗粒、硫酸钡颗粒、高岭土颗粒、云母颗粒、氧化锌颗粒、白云石颗粒、玻璃纤维、中空玻璃微珠、二氧化硅颗粒、白垩颗粒、滑石粉、颜料颗粒、二氧化钛颗粒、二氧化硅颗粒、膨润土、粘土、硅藻土和沸石。与其它无机填充剂相比,碳酸钙颗粒便宜且能够稳定获得,因此优选作为无机填充剂。
[0040]
无机填充剂中的碳酸钙颗粒的含有比例优选为90质量%以上,更优选为100质量%。
[0041]
(热塑性树脂)
[0042]
内层所含有的热塑性树脂例如可以举出:聚烯烃树脂、abs树脂、聚酰胺树脂、聚苯
乙烯树脂和聚酯树脂(例如,聚对苯二甲酸乙二醇酯树脂和聚对苯二甲酸丁二醇酯树脂)。
[0043]
聚烯烃树脂例如可以举出:聚乙烯树脂和聚丙烯树脂。聚乙烯树脂例如可以举出:高密度聚乙烯(hdpe)、低密度聚乙烯(ldpe)、中密度聚乙烯和直链状低密度聚乙烯(l-ldpe)。
[0044]
聚烯烃树脂优选为含有聚乙烯树脂的聚烯烃树脂。这样的情况下,聚烯烃树脂中的聚乙烯树脂的含有比例优选为50质量%以上。通过使内层含有聚烯烃树脂且聚烯烃树脂中的聚乙烯树脂的含有比例为50质量%以上,在150℃以上200℃以下的较宽温度区域中,本发明的层压件能够发挥优异的加工成型性。
[0045]
另外,聚烯烃树脂也优选为含有聚丙烯树脂是90质量%以上的聚烯烃树脂。
[0046]
聚乙烯树脂优选为:含有低密度聚乙烯和直链状低密度聚乙烯中的至少一者与高密度聚乙烯的混合树脂。该混合树脂中,低密度聚乙烯和直链状低密度聚乙烯的合计含有比例优选为10质量%以上50质量%以下。上述的混合树脂是强度优异的高密度聚乙烯与加工成型性优异的低密度聚乙烯和/或直链状低密度聚乙烯并用的树脂。因此,通过使用上述的混合树脂,能够提高内层的强度和加工成型性。
[0047]
内层中含有的热塑性树脂优选为聚烯烃树脂或者聚苯乙烯树脂,更优选为聚乙烯树脂、聚丙烯树脂或者聚苯乙烯树脂。
[0048]
(其它添加剂)
[0049]
内层也可以进一步含有无机填充剂以外的其它添加剂。其它添加剂例如可以举出:偶联剂、润滑剂、填料分散剂、抗静电剂、抗氧化剂、热稳定剂、紫外线吸收剂和耐候稳定剂。
[0050]
如上所述,内层中的无机填充剂的含有比例高。因此,内层中优选含有作为其它添加剂的填料分散剂。通过使内层含有填料分散剂,能够提高无机填充剂的分散性。填料分散剂可以举出金属皂(例如,硬脂酸钙和硬脂酸镁)。在内层含有其它添加剂的情况下,内层中的其它添加剂的含有比例优选为0.5质量%以上5.0质量%以下。
[0051]
[外层]
[0052]
外层是含有热塑性树脂的层。相对于本发明的层压件的整体厚度,外层的厚度比率各自都是2.0%以上20.0%以下,优选为4.0%以上10.0%以下。通过使外层的厚度比率为2.0%以上,能够提高本发明的层压件的加工成型性。通过使外层的厚度比率为20.0%以下,容易将本发明的层压件中的无机填充剂的含有比例调整到超过50.0质量%。另外,一对外层的厚度彼此可以相同也可以不同。
[0053]
外层的厚度各自都优选为10μm以上80μm以下,更优选为15μm以上30μm以下。通过使外层的厚度为10μm以上,能够进一步提高本发明的层压件的加工成型性。通过使外层的厚度为80μm以下,容易将本发明的层压件中的无机填充剂的含有比例调整到超过50.0质量%。
[0054]
外层中含有的热塑性树脂例如可以举出与内层中含有的示例热塑性树脂同样的树脂。外层中含有的热塑性树脂优选为聚烯烃树脂或者聚苯乙烯树脂,更优选为聚乙烯树脂、聚丙烯树脂或者聚苯乙烯树脂。
[0055]
外层中的热塑性树脂的含有比例优选为90质量%以上,更优选为95质量%以上。
[0056]
外层优选为不含无机填充剂,不过也可以含有少量的无机填充剂。外层中的无机
填充剂的含有比例优选为0质量%以上10质量%以下,更优选为0质量%以上5质量%以下。
[0057]
[用途]
[0058]
本发明的层压件例如能够用作包装容器(尤其是食品包装容器)的材料。具体来说,通过将本发明的层压件加工成型为所需的形状,能够形成包装容器。对本发明的层压件进行加工成型的方法例如可以举出:真空成型、压力成型或对模成型。
[0059]
[制造方法]
[0060]
本发明的层压件例如通过众所周知的多层t型模头法进行制造。具体来说,首先准备出内层形成用材料(含有热塑性树脂和无机填充剂的材料)和外层形成用材料(含有热塑性树脂的材料)。然后,将内层形成用材料和外层形成用材料从不同的挤出机分别挤出,通过在t型模头的内部进行层叠,能够得到本发明的层压件。
[0061]
<第二实施方式:食品包装容器>
[0062]
本发明的第二实施方式所涉及的食品包装容器由第一实施方式所涉及的层压件来形成。本发明的食品包装容器的具体例子可以举出:便当容器、食品包、冷冻食品容器、食品托盘、杯子(例如饮料杯)和杯盖。本发明的食品包装容器具有优异的耐热性和耐酸性且废弃处理成本低。
[0063]
本发明的食品包装容器具有与第一实施方式所涉及的层压件同样的层结构。不过,与第一实施方式所涉及的层压件相比较,本发明的食品包装容器也可以通过加工成型时的延展来改变各层的厚度。例如,本发明的食品包装容器中也可以是不同的部位具有不同的厚度。这种情况下,本发明的食品包装容器中,最厚部分和最薄部分的厚度比率优选为2.0倍以上4.5倍以下,更优选为3.5倍以上4.5倍以下。
[0064]
【实施例】
[0065]
以下,通过实施例对本发明进一步进行说明。不过,本发明不限于实施例。
[0066]
[材料]
[0067]
通过双螺杆混炼机将下列材料进行混炼之后进行切片,得到内层形成用材料和外层形成用材料的母料。
[0068]
内层形成用材料:聚丙烯树脂43质量份、碳酸钙颗粒57质量份
[0069]
外层形成用材料:聚丙烯树脂100质量份
[0070]
通过多层t型模头法,形成层压件,具备内层和层压在内层的两面上的一对外层。内层是通过上述的内层形成用材料而形成的。一对外层各自都是通过上述的外层形成用材料而形成的。层压件的整体厚度是420μm。内层的厚度是378μm(相对于层压件的整体厚度为90%)。一对外层各自都是21μm(相对于层压件的整体厚度为5%)。层压件中的无机填充剂的含有比例是54质量%。层压件的密度是1.38g/cm3。将其作为实施例的层压件。
[0071]
另外,通过t型模头法,制造出单层的树脂片材。树脂片材通过上述的外层形成用材料而形成。树脂片材的厚度是420μm。将其作为比较例的树脂片材。
[0072]
[加工成型性]
[0073]
通过远红外线加热器将实施例的层压件和比较例的树脂片材进行预热之后,利用真空成型机加工出底径52mmφ、开口直径65mmφ、高度30mm、凸缘宽度8mm的杯形容器。所得容器分别作为实施例和比较例的容器。目测观察实施例和比较例的容器,按照以下的基准进行外观评价。
[0074]
良好:表面状态良好(未发生变形和破损)
[0075]
不良:表面状态不良(发生了变形或破损)
[0076]
其结果,实施例和比较例的容器在外观上都是良好。由上可知,实施例中用于形成容器的层压件具有优异的加工成型性。
[0077]
[耐冲击性]
[0078]
实施例和比较例的容器各自准备5个。各容器中填充水,在内部装满水。接下来,在各容器盖上盖之后通过密封件进行密封。接下来,将各容器以直立状态从1.0m的高度自由落体到水泥地上,重复5次这样的操作。然后,测量上述操作中破裂容器的个数(破裂个数)。
[0079]
其结果,实施例和比较例的容器的破裂个数都是0个。由上可知,通过实施例的层压件来形成的容器具有优异的耐冲击性。
[0080]
[耐热性]
[0081]
在实施例和比较例的各容器中填充大豆油20ml。接下来,使用微波炉,将各容器以800w进行3分钟的加热。然后,目测观察加热后的各容器,按照以下基准进行耐热性评价。
[0082]
良好:容器未发生变形或破损
[0083]
不良:容器发生了变形或破损
[0084]
其结果,实施例的容器具有良好的耐热性。另一方面,比较例的容器的耐热性不良。由上可知,与通过比较例的树脂片材(只含有聚丙烯树脂)来制造出的比较例的容器相比较,通过实施例的层压件来制造出的实施例的容器具有优异的耐热性。
[0085]
[耐酸性]
[0086]
虽然没有进行测试,但是,在实施例的容器中,含有无机填充剂的内层由外层包覆,自然可以判断实施例的容器的耐酸性也优异。
[0087]
从上述的结果可知,本发明的层压件具有优异的加工成型性且能够形成耐冲击性、耐热性和耐酸性优异的包装容器。还有,可以判断本发明的食品包装容器具有优异的耐冲击性、耐热性和耐酸性。
[0088]
〔产业可利用性〕
[0089]
本发明的层压件能够用作包装容器的材料。本发明的食品包装容器能够用于食品销售。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1