一种三层共挤可生物降解自动包装薄膜材料及其制作方法与流程
1.本发明涉及可降解复合薄膜材料技术领域,尤其涉及到一种三层共挤可生 物降解自动包装薄膜材料及其制作方法。
背景技术:
2.目前随着人类对环境的重视与全球禁塑令的推行,可降解包装薄膜是市场 上炙手可热的包装材料,并逐步取代不可降解塑料薄膜,对可降解薄膜方面提 出更多的功能性的要求,特别是对透明度、抗拉力等的要求,对于现有主流上 pbat、pla、pbs、ppc等在吹塑方面单材料上存在功能性的不足,所以要通过共 混改性的方法对其进行性能上的改良和提升。
3.现有的一些可降解薄膜材料两面的热封温度是一样的,这样的可降解薄膜 作为包装袋运用在自动包装设备时,不利于可降解薄膜的自动包装。
技术实现要素:
4.本发明的目的在于克服现有技术的不足,解决了提供一种三层共挤可生物 降解自动包装薄膜材料及其制作方法。
5.为实现上述目的,本发明所提供的技术方案为:一种三层共挤可生物降解 自动包装薄膜材料,所述薄膜材依次由第一改性层、第二改性层和第三改性层 通过共挤工艺组成,所述第一改性层、第二改性层和第三改性层分别占总体材 料的比例为第一改性层占10%-45%、第二改性层占20%-60%和第三改性层占 15%-65%,所述第一改性层、第二改性层和第三改性层均为pbat与pla混合改 性而成。
6.优选地,按重量百分比所述第一改性层为30%,第二改性层为30%,第三改 性层为40%
7.优选地,所述第一改性层的材料按重量百分比为0%-30%的pbat、65%-95% 的pla和0%-5%的助剂ⅰ,所述第二改性层的材料按重量百分比为5%-35%的pbat、 60%-90%的pla和0%-5%的助剂ⅱ,所述第三改性层的材料按重量百分比为 65%-95%的pbat、0-30%的pla和0%-5%的助剂ⅲ。
8.进一步地,所述第一改性层的材料按重量百分比为10%的pbat、88.1%的pla 和1.9%的助剂ⅰ,所述第二改性层的材料按重量百分比为20%的pbat、78.7% 的pla和1.3%的助剂ⅱ,所述第三改性层的材料按重量百分比为88.3%的pbat、 10%的pla和1.7%的助剂ⅲ。
9.进一步地,所述第一改性层的助剂ⅰ按重量百分比为0%-1%的蜡、0%-1%的 偶联剂、0%-1%的扩链剂、0%-1%的开口剂、0%-0.5%的爽滑剂、0%-0.5%的抗静 电剂,所述第二改性层的助剂ⅱ按重量百分比为0%-1%的蜡、0%-1%的偶联剂、 0%-1%的扩链剂、0%-1%的开口剂、0%-0.5%的爽滑剂、0%-0.5%的抗静电剂,所 述第三改性层中的助剂ⅲ按重量百分比为0%-1%的蜡、0%-1%的偶联剂、0%-1% 的扩链剂、0%-1%的
开口剂、0%-0.5%的爽滑剂、0%-0.5%的抗静电剂。
10.进一步地,所述助剂ⅰ按重量百分比为0.5%的蜡、0.5%的偶联剂、0.3%的 扩链剂、0.2%的开口剂、0.2%的爽滑剂和0.2%的抗静电剂,所述助剂ⅱ按重量 百分比为0.5%的蜡、0.5%的偶联剂和0.3%的扩链剂,所述助剂ⅲ按重量百分比 为0.5%的蜡、0.5%的偶联剂、0.3%的扩链剂、0.1%的开口剂、0.1%的爽滑剂和 0.2%的抗静电剂。
11.一种三层共挤可生物降解自动包装薄膜的制作方法:
12.(1)将三组不同比例的pbat、pla和助剂分别在高速搅拌机中使用不高于 40℃的温度条件和在100-200转/min的转速下进行冷混,分别得到第一改性层 的冷混料ⅰ、第二改性层的冷混料ⅱ和第三改性层的冷混料ⅲ;
13.(2)将上述冷混料ⅰ、冷混料ⅱ和冷混料ⅲ用混合机进行混合挤出,其中 混合时的温度在140℃-180℃,得到具有第一改性层、第二改性层和第三改性层 的改性共混料;
14.(3)将得到的改性共混料通过吹膜机或流延机在主控温区160℃-190℃进 行流延成型,得到环保薄膜。
15.优选地,所述混合机为单螺杆挤出机、或双螺杆挤出机、或捏合机。
16.优选地,所述流延机为多模头流延设备。
17.本方案通过将pbat与pla通过三种不同比例组合共混改性后通过共挤工艺, 得到具有强拉力、高韧性、内外两面耐温不同,且可生物降解可堆肥的环保薄 膜材料;制作的工艺和设备简单,非常适宜大规模工业化生产;环保薄膜能从 共挤设备中制得透明度佳、强拉力的降解薄膜产品,解决柔软、高拉伸性、熔 点低的pbat与透明的拉伸率低、硬度高、熔点高的pla两者的优缺相补;制作 成表面耐温、挺度高,内层低温热封韧性佳的包装薄膜,应用在自动包装膜、 包装袋用膜、工业材料等。
具体实施方式
18.下面结合具体实施例对本发明作进一步说明:
19.实施例1:
20.本实施例所述的一种三层共挤可生物降解自动包装薄膜材料,所述薄膜材 依次由第一改性层、第二改性层和第三改性层通过共挤工艺组成,所述第一改 性层、第二改性层和第三改性层分别占总体材料的比例为第一改性层占10%-45%、 第二改性层占20%-60%和第三改性层占15%-65%,所述第一改性层、第二改性层 和第三改性层均为pbat与pla混合改性而成。
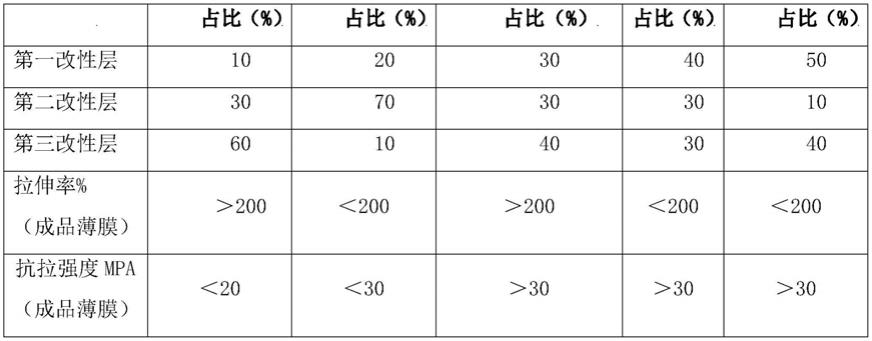
21.如表1所示,当所述第一改性层、第二改性层和第三改性层分别占30%、30% 和40%时,所述薄膜产品具有最优的拉伸率和抗拉强度。
22.表1各层不同比例薄膜性能效果对比
[0023][0024]
所述第一改性层的材料按重量百分比为0%-30%的pbat、65%-95%的pla和 0%-5%的助剂ⅰ,所述第二改性层的材料按重量百分比为5%-35%的pbat、60%-90% 的pla和0%-5%的助剂ⅱ,所述第三改性层的材料按重量百分比为65%-95%的 pbat、0-30%的pla和0%-5%的助剂ⅲ。
[0025]
所述第一改性层的助剂ⅰ按重量百分比为0%-1%的蜡、0%-1%的偶联剂、0%-1% 的扩链剂、0%-1%的开口剂、0%-0.5%的爽滑剂、0%-0.5%的抗静电剂,所述第二 改性层的助剂ⅱ按重量百分比为0%-1%的蜡、0%-1%的偶联剂、0%-1%的扩链剂、 0%-1%的开口剂、0%-0.5%的爽滑剂、0%-0.5%的抗静电剂,所述第三改性层中的 助剂ⅲ按重量百分比为0%-1%的蜡、0%-1%的偶联剂、0%-1%的扩链剂、0%-1%的 开口剂、0%-0.5%的爽滑剂、0%-0.5%的抗静电剂。
[0026]
其中所述pla(聚乳酸),是一种新型的生物基、可再生生物降解材料,使 用可再生的植物资源(如玉米、木薯等)所提出的淀粉原料制成。淀粉原料经 由糖化得到葡萄糖,再由葡萄糖及一定的菌种发酵制成高纯度的乳酸,再通过 化学合成方法合成一定分子量的聚乳酸。所述pla其具有良好的生物可降解性, 使用后和废弃后能在特定条件下被自然界中的微生物完全降解,最终生成二氧 化碳和水,不污染环境,这对保护环境非常有利,是公认的环境友好材料。
[0027]
所述pbat是由对苯二甲酸、己二酸和丁二醇缩聚而成。由于所述pbat 的柔韧性和断裂伸长率高,它及其复合材料被广泛应用于生物降解吹膜产品。 其熔点是110-130摄氏度,适用于生产各种的包装塑膜,包括购物袋,快递 包装袋,保鲜膜等等,但是缺点是熔点低,耐热性差。
[0028]
所述pbat主要起到使所述环保材料具有高断裂伸长率的性能,其为吹膜 级全生物可降解可堆肥原料,选择熔体流动速率在15g/10min以内,有利于所 述薄膜材料成型的结晶;所述pbat含量越高,有利于提高所述薄膜材料产品 的分散性与透明度,但是会影响断裂伸长率与挺度。
[0029]
所述助剂ⅰ、助剂ⅱ和助剂ⅲ作为所述薄膜材料的添加剂,主要起到利于 所述pla与pbat原料的结晶链接作用,虽然所述助剂ⅰ、助剂ⅱ和助剂ⅲ为不 可降解添加剂,但是每一种含量不超过1%,总含量不超5%,符合国家与国际全 降解材料法规,所以并不影响整体的降解效果。
[0030]
所述助剂中的蜡为聚乙烯蜡;所述偶联剂为硅烷偶联剂、钛酸酯偶联剂; 所述开口剂为ebs、芥酸酰胺和油酸酰胺中的一种或多种;所述扩链剂为牌号为 adr-4368和/或
adr-4370s的扩链剂;所述爽滑剂是脂肪酰胺类,如芥酸酰胺, 油酸酰胺等;所述抗静电剂是甘油单硬脂酰酯。
[0031]
蜡的作用是:增加光亮度,增加分子结合程度;
[0032]
偶联剂的作用是:增加分子扩散效果;
[0033]
扩链剂的作用是:增加所述pla扩链,增进所述pla与pbat的相融性;
[0034]
开口剂的作用是:增加薄膜开口性能,使成型的薄膜不粘连;
[0035]
爽滑剂的作用是:增加薄膜产品的爽滑度。1、有助于提高制造速度;2、 降低了摩擦系数,提高了机器的包装速度。爽滑剂按照功能分为内爽滑剂和外 爽滑剂两类:内爽滑剂能促进聚合物大分子链或链段相对运动,从而改善物料 流动性;外爽滑剂则是与聚合物基团相容性差的极性有机化学品,在聚合物链 的布朗运动作用下,这些分子迁移到薄膜表面形成一层油性表面,从而起到改 善薄膜表面性能的爽滑作用并降低材料表面的摩擦系数;
[0036]
抗静电剂的作用是:使薄膜静电变小。
[0037]
表2本发明各个材料在各层中的作用说明:
[0038][0039]
如表2所示,所述pbat在第一改性层中的作用是增加材料拉伸强度;在第 二改性层中的作用是作为第一改性层与第三改性层材料的过度层起粘合作用, 比例越高材料越柔软,雾度也会增加;在第三改性层中的作用是起热封作用, 比例越高材料越柔软,其热封温度越低。
[0040]
所述pla在第一改性层中的作用是增加耐温性与材料抗拉性能,增加材料 硬度;在第二改性层中的作用是作为第一改性层与第三改性层材料的过度层起 粘合作用,比例越高材料硬度越高,透明度也会增加;在第三改性层中的作用 是增加本层的透明度,比例越高拉伸强度会变低。
[0041]
表3单层降解薄膜材料产品与本发明三层改性降解薄膜材料性能对比
[0042][0043]
如表3所示,本发明中的第一改性层、第二改性层和第三改性层的比例能 够具有适中的拉伸强度和抗拉性,表层耐温155度以上,内层耐温120度,双 面有温度差利于热封自动包装。
[0044]
如表4所示,所述第一改性层的材料按重量百分比为10%的pbat、88.1%的 pla和1.9%的助剂ⅰ,所述第二改性层的材料按重量百分比为20%的pbat、78.7% 的pla和1.3%的助剂ⅱ,所述第三改性层的材料按重量百分比为88.3%的pbat、 10%的pla和1.7%的助剂ⅲ;所述助剂ⅰ按重量百分比为0.5%的蜡、0.5%的偶 联剂、0.3%的扩链剂、0.2%的开口剂、0.2%的爽滑剂和0.2%的抗静电剂,所述 助剂ⅱ按重量百分比为0.5%的蜡、0.5%的偶联剂和0.3%的扩链剂,所述助剂
ⅲꢀ
按重量百分比为0.5%的蜡、0.5%的偶联剂、0.3%的扩链剂、0.1%的开口剂、0.1% 的爽滑剂和0.2%的抗静电剂,能够得到最适合的拉伸强度和抗拉性,并且能够 方便自动包装。
[0045]
表4本发明中不同比例成分的三层改性降解薄膜材料性能对比
[0046][0047]
一种三层共挤可生物降解自动包装薄膜的制作方法:
[0048]
(1)将三组不同比例的pbat、pla和助剂分别在高速搅拌机中使用不高于 40℃的温度条件和在100-200转/min的转速下进行冷混,分别得到第一改性层 的冷混料ⅰ、第二改性层的冷混料ⅱ和第三改性层的冷混料ⅲ;
[0049]
(2)将上述冷混料ⅰ、冷混料ⅱ和冷混料ⅲ用混合机进行混合挤出,所述 混合机为单螺杆挤出机、或双螺杆挤出机、或捏合机,其中混合时的温度在140℃
ꢀ‑
180℃,得到具有第一改性层、第二改性层和第三改性层的改性共混料;
[0050]
(3)将得到的改性共混料通过吹膜机或流延机在主控温区160℃-190℃进 行流延成型,得到环保薄膜,所述流延机为多模头流延设备。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1