一种形状记忆聚酰亚胺板材及其制备方法
1.本发明涉及形状记忆聚酰亚胺板材及其制备方法。
背景技术:
2.形状记忆聚合物通常是指在温度升高到形状转变温度后施加外力使其变形为暂时形 状,降温后能够固定该暂时形状;当温度再次升高到形状转变温度后能恢复其初始形状的 智能聚合物材料。聚酰亚胺具有其他聚合物材料难以匹敌的优异力学、耐高低温、耐辐照 等性能,已经广泛应用于航空航天、电子电气、国防军工等行业中。形状记忆聚酰亚胺将 形状记忆效应和聚酰亚胺的优异性能有机结合,在高温形状记忆结构如高温传感器、高温 驱动器、空间可展开结构等领域有广阔应用前景。
3.现有的形状记忆聚酰亚胺材料均以薄膜形式存在,而在实际应用中,大多数结构件需 要达到一定厚度才能具有应用价值。已有形状记忆聚酰亚胺材料均用溶液法制备,而溶液 法无法制得厚度大于0.35mm的形状记忆聚酰亚胺板材,阻碍了形状记忆聚酰亚胺的实际应 用发展。
技术实现要素:
4.基于以上不足之处,本发明提供一种形状记忆聚酰亚胺板材的制备方法,能将不大于 200层的形状记忆聚酰亚胺薄膜采用热压方法形成厚度达到毫米甚至厘米级的形状记忆聚 酰亚胺板材,解决了背景技术中的不足之处。
5.本发明所采用的技术方案如下:一种形状记忆聚酰亚胺板材的制备方法,方法如下: 将一定数量的、相同的尺寸的单张厚度为0.05~0.25mm的形状记忆聚酰亚胺薄膜整理成 一摞放入模具,把模具放入热压机;用流变仪测试所述的形状记忆聚酰亚胺薄膜的黏度随 温度变化,将黏度低于10pa.s时的温度作为指定温度;在升温到低于其玻璃化转变温度 30℃时,需要以一定升温间隔给压排气,进而升温到指定温度,使薄膜之间的气泡排干 净;升到所述的指定温度后,保温一端时间后,每间隔一段时间排气,使薄膜成型为一体 化板材;降温到100℃以下,卸模,取出,制得板材。
6.进一步的,所述的形状记忆聚酰亚胺薄膜数量小于等于200张。
7.进一步的,在升温到低于其玻璃化转变温度30℃时,当形状记忆聚酰亚胺薄膜层数 是2~5层,则每隔30℃排一次气;当层数是6~30层,则每隔20℃排一次气;当层数 是31~50层则是每隔15℃排一次气;当层数是51~100层则是每隔10℃排一次气;当 层数是101~200层则是每隔5℃排一次气。
8.进一步的,到达指定温度后,当形状记忆聚酰亚胺薄膜层数是2~5层,保温时间为1 分钟,无需排气;层数是6~30层,保温时间为5分钟,在3分钟时排气1次;层数是31~50 层,保温时间为10分钟,每2分钟排气一次,排气5次;层数是51~100层,保温时间 为30分钟,每2分钟排气一次,共排气15次;层数是101~200层,保温时间为50分钟, 每1分钟排气一次,共排气50次。
9.进一步的,通过如上方法制备的形状记忆聚酰亚胺板材的形状固定率≥97%,形状回 复率≥96%,其厚度达到0.10~3.68cm。
10.本发明的原理:本发明采用的形状记忆聚酰亚胺薄膜能在较高温度时熔融,并且其黏 度降低至10pa.s以下,有利于形成均匀完整的聚酰亚胺板材。其形状记忆性能在形成板 材后依然保持,满足结构件对厚度的要求。
11.本发明包含以下有益效果及优点:本发明的加工方法简便,制得的形状记忆聚酰亚胺 板材加工方便,且兼顾优异耐高温、大厚度和形状记忆性能,板材形状固定率≥97%,形 状回复率≥96%,在高温智能发动机、空间智能机械手等领域有广泛应用前景。
附图说明
12.图1是实施例1制备的形状记忆聚酰亚胺板材厚度测量图(厚度为2.22mm);
13.图2是实施例1制备的形状记忆聚酰亚胺板材侧视图;
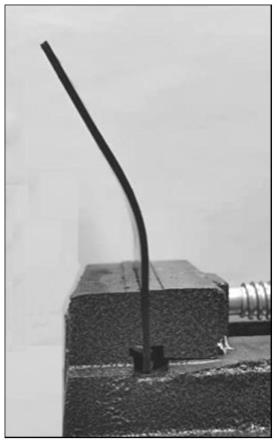
14.图3是实施例1制备的形状记忆聚酰亚胺板材在260℃高温烘箱中外力下变形侧视图;
15.图4是实施例1制备的形状记忆聚酰亚胺板材在260℃高温烘箱中60s后回复原始形状 侧视图。
具体实施方式
16.下面举例对本发明做进一步的说明:
17.实施例1
18.本实施方式的形状记忆聚酰亚胺板材是按如下步骤完成的:
19.一、将二胺4,4
’‑
双(4-氨苯氧基)联苯(bapb)和二酐双酚a型二醚二酐(bpada)用经典的 两步法制成形状记忆聚酰亚胺薄膜,该薄膜的tg为230℃,其厚度大约为0.05~0.20mm。
20.二、用流变仪测试其黏度随温度的变化规律,测得其黏度低于10pa.s时的温度为330℃, 则该材料的指定温度为330℃。
21.三、取厚度为0.1mm左右的形状记忆聚酰亚胺薄膜25块,将其剪成10mm
×
10mm的正 方形薄膜。
22.四、将摞成一摞的薄膜放入模具后,把模具放入热压机;将热压机温度以10℃/min的速 度升温,在升温到200℃后开始给压排气,然后继续分别在温度达到220℃,240℃,260 ℃,280℃,300℃,320℃时各排气1次,使薄膜之间的气泡排干净;然后在330℃下 保温5分钟,在3分钟时排气一次,使薄膜成型为一体化的完整板材;
23.五、降温,在热压机温度降到100℃以下就可以卸模,取出形状记忆聚酰亚胺板材,其 厚度为2.22mm。
24.六、验证该聚酰亚胺板材的形状记忆效应。首先在260℃的高温烘箱中用外力使其变形, 冷却到室温后固定该暂时形状。将变形后的板材再放回260℃高温烘箱中,形状开始回 复,在高温烘箱中60s后回复原始形状。
25.实施例2
26.本实施方式的形状记忆聚酰亚胺板材是按如下步骤完成的:
27.一、将二胺2,2
’–
双(三氟甲基)-4,4’二氨基苯基醚(6foda))和二酐3,3’,4,4
’‑
联苯四 羧酸二酐(bpda)用经典的两步法制成形状记忆聚酰亚胺薄膜,该薄膜的tg为295℃, 其厚度大约为0.05~0.16mm。
28.二、用流变仪测试其黏度随温度的变化规律,测得其黏度低于10pa.s时的温度为390℃, 则该材料的指定温度为390℃。
29.三、取厚度为0.1mm左右的形状记忆聚酰亚胺薄膜20块,将其剪成10mm
×
10mm的 正方形薄膜。
30.四、将摞成一摞的薄膜放入模具后,把模具放入热压机;将热压机以10℃/min的速度升 温,到265℃开始给压排气,然后继续分别在温度达到285℃,305℃,325℃,345℃ ,365℃,385℃时各排气1次,使薄膜之间的气泡排干净;然后在390℃下保温5 分钟,每隔一分钟排气一次,使薄膜成型为一体化的完整板材;
31.五、降温,在热压机温度降到100℃以下就可以卸模,取出形状记忆聚酰亚胺板材,其 厚度为2.00mm。
32.六、验证该聚酰亚胺板材的形状记忆效应。首先在320℃的高温烘箱中用外力使其变形, 冷却到室温后固定该暂时形状。将变形后的板材再放回320℃高温烘箱中,形状回复至 原始形状。
33.实施例3
34.本实施方式的形状记忆聚酰亚胺板材是按如下步骤完成的:
35.一、将二胺2-(4-氨基苯基)-5-氨基苯并恶唑(apboa)和二酐六氟二酐(6fda)用经典的两步 法制成形状记忆聚酰亚胺薄膜,该薄膜的tg为363℃,其厚度大约为0.05~0.15mm。
36.二、用流变仪测试其黏度随温度的变化规律,测得其黏度低于10pa.s时的温度为450℃, 则该材料的指定温度为450℃。
37.三、取厚度为0.1mm左右的形状记忆聚酰亚胺薄膜40块,将其剪成10mm
×
10mm的 正方形薄膜。
38.四、将摞成一摞的薄膜放入模具后,把模具放入热压机;将热压机温度以10℃/min的速 度升温,到330℃后开始给压排气,然后继续分别在温度达到345℃,360℃,375℃, 390℃,405℃,420℃,435℃各排气1次,使薄膜之间气泡排干净;然后450℃ 下保温10分钟,每隔2分钟排气一次,使薄膜成型为一体化的完整板材;
39.五、降温,在热压机温度降到100℃以下就可以卸模,取出形状记忆聚酰亚胺板材,其 厚度为4.20mm。
40.六、验证该聚酰亚胺板材的形状记忆效应。首先在390℃的高温烘箱中用外力使其变形, 冷却到室温后固定该暂时形状。将变形后的板材再放回390℃高温烘箱中,形状始回复 原始形状。
41.实施例4
42.本实施方式的形状记忆聚酰亚胺板材是按如下步骤完成的:
43.一、将二胺2,2
’–
双(三氟甲基)-4,4’二氨基苯基醚(6foda)和二酐4,4
’‑
联苯醚二酐(odpa) 用经典的两步法制成形状记忆聚酰亚胺薄膜,该薄膜的tg为260℃,其厚度大约为 0.05~0.15mm。
正方形薄膜。
62.四、将摞成一摞的薄膜放入模具后,把模具放入热压机;将热压机温度以10℃/min的速 度升温,到160℃后开始给压排气,然后继续分别在温度达到175℃,190℃,205℃, 220℃,235℃,250℃,265℃时各排气1次,使薄膜之间的气泡排干净;然后在280 ℃下保温10分钟,每隔2分钟排气一次,使薄膜成型为一体化的完整板材;
63.五、降温,在热压机温度降到100℃以下就可以卸模,取出形状记忆聚酰亚胺板材,其 厚度为5.60mm。
64.六、验证该聚酰亚胺板材的形状记忆效应。首先在220℃的高温烘箱中用外力使其变形, 冷却到室温后固定该暂时形状。将变形后的板材再放回220℃高温烘箱中,形状开始回 复原始形状。
65.实施例7
66.本实施方式的形状记忆聚酰亚胺板材是按如下步骤完成的:
67.一、将二胺1,3-双(3-氨基苯氧基)苯(apb)和二酐3,3’,4,4
’‑
二苯酮四酸二酐(btda)用经 典的两步法制成形状记忆聚酰亚胺薄膜,该薄膜的tg为211℃,其厚度大约为0.05~0.15 mm。
68.二、用流变仪测试其黏度随温度的变化规律,测得其黏度低于10pa.s时的温度为300℃, 则该材料的指定温度为300℃。
69.三、取厚度为0.1mm左右的形状记忆聚酰亚胺薄膜100块,将其剪成10mm
×
10mm的 正方形薄膜。
70.四、将摞成一摞的薄膜放入模具后,把模具放入热压机;将热压机温度以10℃/min的速 度升温,到180℃后开始给压排气,然后继续分别在温度达到190℃,200℃,210℃ ,220℃,230℃,240℃,250℃,260℃,270℃,280℃,290℃时各排气1 次,使薄膜之间的气泡排干净;然后在300℃下保温30分钟,每隔2分钟排气一次, 使薄膜成型为一体化的完整板材;
71.五、降温,在热压机温度降到100℃以下就可以卸模,取出形状记忆聚酰亚胺板材,其 厚度为10.30mm。
72.六、验证该聚酰亚胺板材的形状记忆效应。首先在240℃的高温烘箱中用外力使其变形, 冷却到室温后固定该暂时形状。将变形后的板材再放回240℃高温烘箱中,形状回复, 原始形状。
73.实施例8
74.本实施方式的形状记忆聚酰亚胺板材是按如下步骤完成的:
75.一、将二胺1,3-双(4-氨基苯氧基苯)(tpe-r)和二酐4,4
’‑
联苯醚二酐(odpa)用经典的两步 法制成形状记忆聚酰亚胺薄膜,该薄膜的tg为235℃,其厚度大约为0.05~0.18mm。
76.二、用流变仪测试其黏度随温度的变化规律,测得其黏度低于10pa.s时的温度为320℃, 则该材料的指定温度为320℃。
77.三、取厚度为0.1mm左右的形状记忆聚酰亚胺薄膜20块,将其剪成10mm
×
10mm的 正方形薄膜。
78.四、将摞成一摞的薄膜放入模具后,把模具放入热压机;将热压机温度以10℃/min
的速 度升温,到205℃后开始给压排气,分别在温度达到225℃,245℃,265℃,285℃, 305℃时各排气1次,使薄膜之间的气泡排干净;然后在320℃下保温5分钟,在3 分钟时排气一次,使薄膜成型为一体化的完整板材;
79.五、降温,在热压机温度降到100℃以下就可以卸模,取出形状记忆聚酰亚胺板材,其 厚度为2.30mm。
80.六、验证该聚酰亚胺板材的形状记忆效应。首先在260℃的高温烘箱中用外力使其变形, 冷却到室温后固定该暂时形状。将变形后的板材再放回260℃高温烘箱中,形状回复其 原始形状。
81.实施例9
82.本实施方式的形状记忆聚酰亚胺板材是按如下步骤完成的:
83.一、将二胺4,4-二氨基二苯醚(oda)和二酐双酚a型二醚二酐(bpada)用经典的两步法制 成形状记忆聚酰亚胺薄膜,该薄膜的tg为238℃,其厚度大约为0.10~0.25mm。
84.二、用流变仪测试其黏度随温度的变化规律,测得其黏度低于10pa.s时的温度为340℃, 则该材料的指定温度为340℃。
85.三、取厚度为0.10mm左右的形状记忆聚酰亚胺薄膜31块,将其剪成10mm
×
10mm的 正方形薄膜。
86.四、将摞成一摞的薄膜放入模具后,把模具放入热压机;将热压机温度以10℃/min的速 度升温,到210℃后开始给压排气,温度达到225℃,240℃,255℃,270℃,285℃, 300℃,315℃,330℃时各排气1次,使薄膜之间的气泡排干净;然后在340℃下 保温10分钟,每隔2分钟排气一次,使薄膜成型为一体化的完整板材;
87.五、降温,在热压机温度降到100℃以下就可以卸模,取出形状记忆聚酰亚胺板材,其 厚度为3.20mm。
88.六、验证该聚酰亚胺板材的形状记忆效应。首先在270℃的高温烘箱中用外力使其变形, 冷却到室温后固定该暂时形状。将变形后的板材再放回270℃高温烘箱中,形状回复原 始形状。
89.实施例10
90.本实施方式的形状记忆聚酰亚胺板材是按如下步骤完成的:
91.一、将二胺4,4-二氨基二苯醚(oda)和二酐六氟二酐(6fda)用经典的两步法制成形状记忆 聚酰亚胺薄膜,该薄膜的tg为315℃,其厚度大约为0.05~0.15mm。
92.二、用流变仪测试其黏度随温度的变化规律,测得其黏度低于10pa.s时的温度为410℃, 则该材料的指定温度为410℃。
93.三、取厚度为0.1mm左右的形状记忆聚酰亚胺薄膜20块,将其剪成10mm
×
10mm的 正方形薄膜。
94.四、将摞成一摞的薄膜放入模具后,把模具放入热压机;将热压机温度以10℃/min的速 度升温到285℃后开始给压排气,分别在温度达到305℃,325℃,345℃,365℃, 385℃,405℃时各排气1次,使薄膜之间的气泡排干净;然后在410℃下保温5分 钟,在3分钟时排气一次,使薄膜成型为一体化的完整板材;
95.五、降温,在热压机温度降到100℃以下就可以卸模,取出形状记忆聚酰亚胺板材,其 厚度为2.18mm。
96.六、验证该聚酰亚胺板材的形状记忆效应。首先在350℃的高温烘箱中用外力使其变形, 冷却到室温后固定该暂时形状。将变形后的板材再放回350℃高温烘箱中,形状回复原 始形状。
97.实施例11
98.本实施方式的形状记忆聚酰亚胺板材是按如下步骤完成的:
99.一、将二胺2-(4-氨基苯基)-5-氨基苯并恶唑(apboa)和二酐双酚a型二醚二酐(bpada) 用经典的两步法制成形状记忆聚酰亚胺薄膜,该薄膜的tg为245℃,其厚度大约为 0.05~0.15mm。
100.二、用流变仪测试其黏度随温度的变化规律,测得其黏度低于10pa.s时的温度为350℃ ,则该材料的指定温度为350℃。
101.三、取厚度为0.1mm左右的形状记忆聚酰亚胺薄膜40块,将其剪成10mm
×
10mm的 正方形薄膜。
102.四、将摞成一摞的薄膜放入模具后,把模具放入热压机;将热压机温度以10℃/min的速 度升温到215℃后开始给压排气,然后继续分别在温度达到230℃,245℃,260℃, 275℃,290℃,305℃,320℃,335℃时各排气1次,使薄膜之间的气泡排干净;然 后在350℃下保温10分钟,每隔2分钟排气一次,使薄膜成型为一体化的完整板材;
103.五、降温,在热压机温度降到100℃以下就可以卸模,取出形状记忆聚酰亚胺板材,其 厚度为4.50mm。
104.六、验证该聚酰亚胺板材的形状记忆效应。首先在280℃的高温烘箱中用外力使其变形, 冷却到室温后固定该暂时形状。将变形后的板材再放回280℃高温烘箱中,形状回复原 始形状。
105.实施例12
106.本实施方式的形状记忆聚酰亚胺板材是按如下步骤完成的:
107.一、将二胺2-(4-氨基苯基)-5-氨基苯并恶唑(apboa)和二酐六氟二酐(6fda)用经典的两步 法制成形状记忆聚酰亚胺薄膜,该薄膜的tg为363℃,其厚度大约为0.05~0.15mm。
108.二、用流变仪测试其黏度随温度的变化规律,测得其黏度低于10pa.s时的温度为450℃, 则该材料的指定温度为450℃。
109.三、取厚度为0.05mm左右的形状记忆聚酰亚胺薄膜2块,将其剪成10mm
×
10mm的 正方形薄膜。
110.四、将这2块薄膜放入模具后,把模具放入热压机;将热压机温度以10℃/min的速度升 温,到330℃后开始给压排气,然后继续分别在温度达到360℃,390℃,420℃各排 气1次,使薄膜之间气泡排干净;然后450℃下保温1分钟,使薄膜成型为一体化的完 整板材;
111.五、降温,在热压机温度降到100℃以下就可以卸模,取出形状记忆聚酰亚胺板材,其 厚度为0.10mm。
112.六、验证该聚酰亚胺板材的形状记忆效应。首先在390℃的高温烘箱中用外力使其变形, 冷却到室温后固定该暂时形状。将变形后的板材再放回390℃高温烘箱中,形状始回复 原始形状。
113.实施例13
114.本实施方式的形状记忆聚酰亚胺板材是按如下步骤完成的:
115.一、将二胺2-(4-氨基苯基)-5-氨基苯并恶唑(apboa)和二酐六氟二酐(6fda)用经典的两步 法制成形状记忆聚酰亚胺薄膜,该薄膜的tg为363℃,其厚度大约为0.05~0.15mm。
116.二、用流变仪测试其黏度随温度的变化规律,测得其黏度低于10pa.s时的温度为450℃, 则该材料的指定温度为450℃。
117.三、取厚度为0.15mm左右的形状记忆聚酰亚胺薄膜200块,将其剪成10mm
×
10mm 的正方形薄膜。
118.四、将200层的薄膜放入模具后,把模具放入热压机;将热压机温度以10℃/min的速度 升温,到330℃后开始给压排气,分别继续分别在温度达到335℃,340℃,345℃, 350℃,355℃,360℃,365℃,370℃,375℃,380℃,385℃,390℃,395 ℃,400℃,405℃,410℃,415℃,420℃,425℃,430℃,435℃,440℃, 445℃各排气1次,使薄膜之间气泡排干净;然后450℃下保温50分钟,每隔1分钟 排气一次,使薄膜成型为一体化的完整板材;
119.五、降温,在热压机温度降到100℃以下就可以卸模,取出形状记忆聚酰亚胺板材,其 厚度为32.00mm。
120.六、验证该聚酰亚胺板材的形状记忆效应。首先在390℃的高温烘箱中用外力使其变形, 冷却到室温后固定该暂时形状。将变形后的板材再放回390℃高温烘箱中,形状始回复 原始形状。
121.实施例14
122.一、将二胺1,3-双(4-氨基苯氧基苯)(tpe-r)和二酐4,4
’‑
联苯醚二酐(odpa)用经典的两步 法制成形状记忆聚酰亚胺薄膜,该薄膜的tg为235℃,其厚度大约为0.05~0.18mm。
123.二、用流变仪测试其黏度随温度的变化规律,测得其黏度低于10pa.s时的温度为320℃, 则该材料的指定温度为320℃。
124.三、取厚度为0.1mm左右的形状记忆聚酰亚胺薄膜5块,将其剪成10mm
×
10mm的正 方形薄膜。
125.四、将5层薄膜叠放在一起放入模具,把模具放入热压机;将热压机以10℃/min的速度 升温,到205℃后开始给压排气,分别在温度达到235℃,265℃,295℃时各排气1 次,使薄膜之间的气泡排干净;然后在320℃下保温1分钟,使薄膜成型为一体化的完 整板材;
126.五、降温,在热压机温度降到100℃以下就可以卸模,取出形状记忆聚酰亚胺板材,其 厚度为0.53mm。
127.六、验证该聚酰亚胺板材的形状记忆效应。首先在260℃的高温烘箱中用外力使其变形, 冷却到室温后固定该暂时形状。将变形后的板材再放回260℃高温烘箱中,形状回复其 原始形状。
128.实施例15
129.一、将二胺1,3-双(4-氨基苯氧基苯)(tpe-r)和二酐4,4
’‑
联苯醚二酐(odpa)用经典的两步 法制成形状记忆聚酰亚胺薄膜,该薄膜的tg为235℃,其厚度大约为0.05~0.18mm。
130.二、用流变仪测试其黏度随温度的变化规律,测得其黏度低于10pa.s时的温度为
320℃, 则该材料的指定温度为320℃。
131.三、取厚度为0.18mm左右的形状记忆聚酰亚胺薄膜200块,将其剪成10mm
×
10mm 的正方形薄膜。
132.四、将200层薄膜放入模具后,把模具放入热压机;将热压机以10℃/min的速度升温, 到205℃后开始给压排气,然后继续分别210℃,215℃,220℃,225℃,230℃, 235℃,240℃,245℃,250℃,255℃,260℃,265℃,270℃,275℃,280 ℃,285℃,290℃,295℃,300℃,305℃,310℃,315℃时各排气1次,使 薄膜之间的气泡排干净;然后在320℃下保温50分钟,每隔1分钟排气一次,使薄膜 成型为一体化的完整板材;
133.五、降温,在热压机温度降到100℃以下就可以卸模,取出形状记忆聚酰亚胺板材,其 厚度为36.80mm。
134.六、验证该聚酰亚胺板材的形状记忆效应。首先在260℃的高温烘箱中用外力使其变形, 冷却到室温后固定该暂时形状。将变形后的板材再放回260℃高温烘箱中,形状回复其 原始形状。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1