一种用于电池包的多层防火PCM复合材料的制作方法
一种用于电池包的多层防火pcm复合材料
技术领域
1.本发明属于复合材料技术领域,具体涉及一种用于电池包的多层防火pcm复合材料。
背景技术:
2.热固性预浸料模压成型 (propreg compression molding,pcm) 指是采用编织的连续玻璃纤维布,在纤维布上均匀喷涂树脂基体,使两者充分浸润并在一定温度下获取预制件,再将预制件置入预热后的模具进行合模加压获得制件。pcm常采用速固化预浸料(树脂+玻璃纤维编织物),树脂可分为环氧树脂、环氧乙烯基树脂或者酚醛乙烯基树脂。pcm板凭借其力学性能好、密度小、比强度高的优点广泛应用于新能源电池箱盖,这也要求pcm具有优异的的阻燃、防火性。特别是目前新能源汽车领域,pcm作为轻质复合材料,是电池包上盖的主流材料之一。
3.现有的阻燃pcm在火烧试验时,虽然离火自熄,但是火烧过程中仍然有明火产生,材料本身抵御火焰冲击能力差,在火烧过程中材料塌陷,没有抵挡高温火焰的冲击的能力。目前的电池包上盖材料的防火解决方案主要是在上盖内层贴附云母板、陶瓷纤维、耐火硅胶材料等,存在安装过程需要人工操作,工艺复杂,随型性差,大折角包覆困难等缺点。
技术实现要素:
4.本发明的目的在于针对现有技术中存在的不足,本发明提供一种具有优异物理性能和隔热性能的用于电池包的多层防火pcm复合材料。
5.本发明的上述目的通过如下方案方式实现:一种用于电池包的多层防火pcm复合材料,pcm复合材料包括防火硅胶层、架桥层、pcm层,所述架桥层经涂覆剂涂覆处理。
6.在上述的一种用于电池包的多层防火pcm复合材料中,架桥层为无机纤维材料、无机纤维毡和无机纤维气凝胶毡中的一种。
7.作为优选,架桥层为二氧化硅纤维、玻璃纤维、特氟龙高温布、硅酸铝纤维、al2o3纤维、zro2纤维、预氧丝纤维、碳纤维中的一种或多种。
8.作为优选,架桥层为二氧化硅纤维毡、玻璃纤维毡、硅酸铝纤维毡、al2o3纤维毡、zro2纤维毡、预氧丝纤维毡、碳纤维毡中的一种或多种。
9.作为优选,架桥层为硅酸铝纤维气凝胶毡,al2o3纤维气凝胶毡,zro
2 纤维气凝胶毡,预氧丝气凝胶毡、碳纤维气凝胶毡、玻璃纤维气凝胶毡、二氧化硅气凝胶毡中的一种或多种。
10.在上述的一种用于电池包的多层防火pcm复合材料中,涂覆剂为苯胺甲基三乙氧基硅烷、γ-氨基丙基三乙氧基硅烷、γ-缩水甘油醚氧丙基三甲氧基硅烷、甲基乙烯基硅油、甲基羟基硅油、羟基含氢硅油、乙烯基羟基硅油中的一种或多种。环氧pcm层中的环氧基团高温下与架桥层中的羟基等基团进行交联反应,形成稳定的结构,使得pcm与架桥层粘接强度变大,同时防火硅胶和涂覆剂的乙烯基交联反应,形成稳定结构,从而使得硅胶面和架
桥层牢固结合。
11.在上述的一种用于电池包的多层防火pcm复合材料中,所述防火硅胶层包括如下质量份数的原料:90-110份甲基乙烯基硅胶、130-160份成瓷粉、3-8份发泡剂、1-2份交联剂。
12.在上述的一种用于电池包的多层防火pcm复合材料中,复合材料中pcm层层数为1-5层。
13.在上述的一种用于电池包的多层防火pcm复合材料中,pcm层的原料为环氧树脂pcm预浸料、环氧乙烯基pcm预浸料和酚醛乙烯基pcm预浸料中的一种。
14.在上述的一种用于电池包的多层防火pcm复合材料中,发泡剂为可膨胀微球发泡剂。
15.作为优选,可膨胀微球发泡剂为n,n
’‑
二亚硝基五亚甲基四胺、偶氮二甲酰胺、4,4-氧代双苯磺酰肼、偶氮二异丁腈、n,n’二甲基
‑ꢀ
n,n’二亚硝基对苯、苯磺酰胺、3,3
’‑
二磺酰肼二苯砜、1,3-苯二磺酰肼、对甲苯磺酰氨基脲、苯磺酰氨基脲、三肼基三嗪、碳酸氢钠、碳酸铵、碳酸氢铵、叠氮化合物、硼氢化合物中的一种或多种。本发明发泡剂在热压固化过程中会分解成气体,开模后使防火硅胶发泡,使得防火硅橡胶既具有防火作用,又具有隔热作用。
16.在上述的一种用于电池包的多层防火pcm复合材料中,交联剂为2,4-二氯过氧苯甲酰、过苯甲酸叔丁酯、过氧化二叔丁基、过氧化二异丙苯、2,5-二甲基-2,5-二叔丁基过氧化己烷、铂金硫化剂中的一种或多种。
17.作为一种优选,pcm复合材料从上至下依次为防火硅胶层、架桥层、pcm层;所述pcm层的原料为环氧树脂pcm预浸料。
18.因为防火硅橡胶生胶为甲基乙烯基硅胶和使用的环氧树脂pcm预浸料一起模压时,由于缺少和硅胶反应的基团,硅胶和环氧之间结合力弱,本发明通过在硅胶和环氧树脂间铺放一层涂覆处理的支撑材料作为架桥,提高复合pcm的隔热性能。
19.作为一种优选,pcm复合材料依次为架桥层、防火硅胶层、pcm层;pcm层的原料为酚醛乙烯基pcm预浸料或环氧乙烯基pcm预浸料中的一种。
20.因为乙烯基pcm预浸料和防火硅橡胶中的甲基乙烯基硅胶有共同的乙烯基,在固化时相互反应时,树脂和硅胶可以良好地结合在一起,因此树脂和硅胶中间不需要架桥层进行连接,架桥层可以在最外层做支撑材料,同时还能够提高整体复合pcm的防火性能。
21.与现有技术相比,本发明具有以下有益效果:本发明pcm复合材料采用防火硅胶层、环氧pcm层和架桥层的多层结构大幅度提升复合材料物理性能,其中架桥层除了做支撑材料外,还能够提高复合pcm的隔热性能,本发明pcm复合材料用作电池包上盖时,具有优异的隔热和抗火焰冲击性,不存在随型性问题,同时解决了现有方案需要人工安缺点,便于自动化,大大降低了工艺成本;本发明整体制备方法简单,原料及工艺成本低,适用于大规模工业生产。
附图说明
22.图1为实施例1-3防火pcm复合材料结构示意图。
23.图2为实施例4防火pcm复合材料结构示意图。
24.图3为实施例5防火pcm复合材料结构示意图。
25.图4为实施例6-8防火pcm复合材料结构示意图。
26.图5为实施例9防火pcm复合材料结构示意图。
27.图6为实施例10防火pcm复合材料结构示意图。
具体实施方式
28.以下是本发明的具体实施例,对本发明的技术方案作进一步的描述,但本发明并不限于这些实施例。
29.实施例1:s1、按照如下质量份数配置防火硅胶层原料:100份甲基乙烯基硅胶、150份成瓷粉、5份发泡剂、1.5份交联剂。发泡剂为质量比1:2的obsh和nahco3混合物,交联剂为2,4-二氯过氧苯甲酰; s2、将防火硅胶层原料中除交联剂以外原料捏合成胶泥,然后在室温下开练加入交联剂和发泡剂,最后将得到的胶泥延压得胶泥卷材;s3、利用甲基乙烯基硅油涂覆玻璃纤维制备架桥层;s4、从上至下依次将胶泥卷材、架桥层、3层环氧树脂pcm预浸料进行等面积贴合,最后放入模具中在压力5mpa 、温度150℃下进行热压6min成型得防火pcm复合材料;所述防火pcm复合材料结构如图1所示,从上至下依次设置为1层防火层、1层架桥层、3层pcm层。
30.实施例2:s1、按照如下质量份数配置防火硅胶层原料:90份甲基乙烯基硅胶、130份成瓷粉、3份发泡剂、1份交联剂。发泡剂为质量比1:0.5:0.5的obsh、h和尿素脂混合物,交联剂为过苯甲酸叔丁酯;s2、将防火硅胶层原料中除交联剂以外原料捏合成胶泥,然后在室温下开练加入交联剂和发泡剂,最后将得到的胶泥延压得胶泥卷材;s3、利用γ-缩水甘油醚氧丙基三甲氧基硅烷涂覆硅酸铝纤维毡制备架桥层;s4、从上至下依次将胶泥卷材、架桥层、3层环氧树脂pcm预浸料进行等面积贴合,最后放入模具中在压力5mpa 、温度150℃下进行热压6min成型得防火pcm复合材料;所述防火pcm复合材料结构如图1所示,从上至下依次设置为1层防火层、1层架桥层、3层pcm层。
31.实施例3:s1、按照如下质量份数配置防火硅胶层原料:100份甲基乙烯基硅胶、160份成瓷粉、8份发泡剂、2份交联剂。发泡剂为obsh,交联剂为2,4-二氯过氧苯甲酰; s2、将防火硅胶层原料中除交联剂以外原料捏合成胶泥,然后在室温下开练加入交联剂和发泡剂,最后将得到的胶泥延压得胶泥卷材;s3、利用甲基乙烯基硅油涂覆玻璃纤维制备架桥层;s4、从上至下依次将胶泥卷材、架桥层、3层环氧树脂pcm预浸料进行等面积贴合,最后放入模具中在压力10 mpa 、温度150℃下进行热压6min成型得防火pcm复合材料;所述防火pcm复合材料结构如图1所示,从上至下依次设置为1层防火层、1层架桥
层、3层pcm层。
32.实施例4:与实施例1的区别,仅在于,步骤s4上至下依次将胶泥卷材、架桥层、1层环氧树脂pcm预浸料进行等面积贴合;制备的防火pcm复合材料结构如图2所示,从上至下依次设置为1层防火层、1层架桥层、1层pcm层。
33.实施例5:与实施例1的区别,仅在于,步骤s4上至下依次将胶泥卷材、架桥层、5层环氧树脂pcm预浸料进行等面积贴合;制备的防火pcm复合材料结构如图3所示,从上至下依次设置为1层防火层、1层架桥层、5层pcm层。
34.实施例6:s1、按照如下质量份数配置防火硅胶层原料:100份甲基乙烯基硅胶、150份成瓷粉、6份发泡剂、1份交联剂。发泡剂为可膨胀微球,交联剂为2,5-二甲基-2,5-二叔丁基过氧化己烷;s2、将防火硅胶层原料中除交联剂以外原料捏合成胶泥,然后在室温下开练加入交联剂和发泡剂,最后将得到的胶泥延压得胶泥卷材;s3、利用乙烯基羟基硅涂覆玻璃纤维制备架桥层;s4、从上至下依次将架桥层、胶泥卷材、3层酚醛乙烯基树脂pcm预浸料进行等面积贴合,最后放入模具中在压力5 mpa、温度150℃下进行热压6min成型得防火pcm复合材料;所述防火pcm复合材料结构如图4所示,从上至下依次设置为1层架桥层、1层防火层、3层pcm层。
35.实施例7:s1、按照如下质量份数配置防火硅胶层原料:90份甲基乙烯基硅胶、130份成瓷粉、5份发泡剂、2份交联剂。发泡剂为可膨胀微球,交联剂为2,5-二甲基-2,5-二叔丁基过氧化己烷;所述防火pcm复合材料结构如图4所示,从上至下依次设置为1层架桥层、1层防火层、3层pcm层;s2、将防火硅胶层原料中除交联剂以外原料捏合成胶泥,然后在室温下开练加入交联剂和发泡剂,最后将得到的胶泥延压得胶泥卷材;s3、利用乙烯基羟基硅涂覆玻璃纤维制备架桥层;s4、从上至下依次将架桥层、胶泥卷材、3层酚醛乙烯基树脂pcm预浸料进行等面积贴合,最后放入模具中在压力5 mpa、温度150℃下进行热压6min成型得防火pcm复合材料;所述防火pcm复合材料结构如图4所示,从上至下依次设置为1层架桥层、1层防火层、3层pcm层。
36.实施例8:s1、按照如下质量份数配置防火硅胶层原料:110份甲基乙烯基硅胶、160份成瓷粉、8份发泡剂、2份交联剂。发泡剂为可膨胀微球,交联剂为2,5-二甲基-2,5-二叔丁基过氧化己烷;
s2、将防火硅胶层原料中除交联剂以外原料捏合成胶泥,然后在室温下开练加入交联剂和发泡剂,最后将得到的胶泥延压得胶泥卷材;s3、利用乙烯基羟基硅涂覆玻璃纤维制备架桥层;s4、从上至下依次将架桥层、胶泥卷材、3层酚醛乙烯基树脂pcm预浸料进行等面积贴合,最后放入模具中在压力5mpa、温度150℃下进行热压6min成型得防火pcm复合材料;所述防火pcm复合材料结构如图4所示,从上至下依次设置为1层架桥层、1层防火层、3层pcm层。
37.实施例9:与实施例6的区别,仅在于,步骤s4从上至下依次将架桥层、胶泥卷材、1层酚醛乙烯基树脂pcm预浸料进行等面积贴合;制备的防火pcm复合材料结构如图5所示,从上至下依次设置为1层架桥层、1层防火层、1层pcm层。
38.实施例10:与实施例6的区别,仅在于,步骤s4从上至下依次将架桥层、胶泥卷材、5层酚醛乙烯基树脂pcm预浸料进行等面积贴合;制备的防火pcm复合材料结构如图6所示,从上至下依次设置为1层架桥层、1层防火层、5层pcm层。
39.对比例1:与实施例1的区别,仅在于,未设置架桥层。
40.对比例2:与实施例1的区别,仅在于,架桥层未经涂覆处理。
41.对比例3:与实施例6的区别,仅在于,未设置架桥层。
42.对比例4:与实施例6的区别,仅在于,架桥层未经涂覆处理。
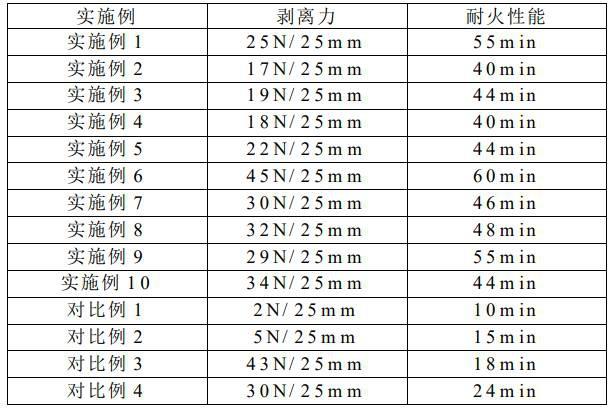
43.测试方法:剥离力测试方法:裁取50*110mm大小的pcm材料,作为基板;再裁取25*180mm大小的实施例1-10、对比例1-4制备的防火pcm复合材料,按照以上结构进行复合热压。制得试样,在90
°
方向上进行剥离力测试。
44.耐火性能测试方法:用1500 ℃火焰持续灼烧实施例1-10、对比例1-4制备的防火pcm复合材料表面,记录材料耐火焰时间。
45.表1:实施例1-10、对比例1-4复合材料性能检测结果
本发明pcm复合材料采用防火硅胶层、环氧pcm层和架桥层的多层结构大幅度提升复合材料物理性能,其中架桥层除了做支撑材料外,还能够提高复合pcm的隔热性能。
46.综上所述,本发明的复合pcm用作电池包上盖时,具备隔热和抗火焰冲击性优异,并且不存在随型性问题,解决了现有方案需要人工安缺点,便于自动化,大大降低了工艺成本。
47.本文中所描述的具体实施例仅仅是对本发明精神作举例说明。本发明所属技术领域的技术人员可以对所描述的具体实施例做各种修改或补充或采用类似的方式替代,但并不会偏离本发明的精神或者超越所附权利要求书所定义的范围。
48.尽管对本发明已作出了详细的说明并引证了一些具体实施例,但是对本领域熟练技术人员来说,只要不离开本发明的精神和范围可作各种变化或修正是显然的。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1