一种太阳能多层复合光伏背板的制作方法
1.本技术涉及光伏背板技术领域,尤其涉及一种太阳能多层复合光伏背板。
背景技术:
2.由于环境污染的加重和煤炭、石油和天然气等化石能源的逐步减少,各国相继大力发展核能、风能、可燃冰、氢能源等各种新能源技术。在以上能源中,太阳能因具有清洁、取之不尽、用之不竭、开发利用方便等各种优点而受到大力追捧。
3.中国作为全球最大的太阳能电池组件生产国,已在中国各地区形成了各具特色的太阳能产业集群,由于光伏组件本身构成建筑物的结构部分,这就要求所使用的光伏组件强度高,随着太阳能光伏组件的装机量日益增加,光伏组件的强度问题越来越受到关注。
4.电池组件的寿命一般要求25年,要确保产品达到如此长的使用寿命,就必须严格控制各组件质量。在这些组件中,光伏背板的作用不容小觑,其必须具有优异的耐候性、绝缘、抗冲击、水蒸气阻隔等性能。这些优异性能对于保障太阳能电池的可靠性、稳定性、耐久性十分重要。否则若背板出现脱层、龟裂、起泡、泛黄等不良现象,则会造成电池模块脱落、电池片滑移、电池有效输出功率降低等情况,严重的还会引起组件燃烧促发火灾。
5.目前用于太阳能电池组件封装的背板常用复合膜制成,复合膜一般常为三层结构,外层保护层与中间层;外层保护层通常都含有氟,以保证保护层有良好的耐候性和耐环境老化性,中间层通常采用聚对苯二甲酸乙二醇酯(pet)材料,主要是用来隔离氧气、水汽,避免因水汽、氧气渗入中间层而使得pet材料加速老化或劣化,导致光伏背板失去该有的保护和隔离作用,中间层还要用来支撑内层含氟层以及电池片。
6.目前光伏发电组件所处的安装环境注定其要历经日照高温、风吹雨打、湿热交替,由于光伏背板所处的工作环境使得其容易遭受高温等恶劣环境与机械性能受损,此时背板作为太阳能电池板最主要的保护层,必须有足够的抵抗能力来防御光伏组件免受各种恶劣工作环境的侵蚀,对提升和延长太阳能背板的寿命具有重要的意义。
技术实现要素:
7.本技术的目的是为了解决现有技术中存在的缺点,而提出的一种太阳能多层复合光伏背板。
8.根据本技术,一种太阳能多层复合光伏背板,包括聚氟乙烯保护层与聚对苯二甲酸乙二醇酯中间层,聚对苯二甲酸乙二醇酯中间层两侧分别贴敷有聚氟乙烯保护层,聚氟乙烯保护层与聚对苯二甲酸乙二醇酯中间层通过胶黏剂粘连,胶黏剂为聚氨酯胶黏剂或环氧树脂胶黏剂;聚对苯二甲酸乙二醇酯中间层采用超支化季戊四醇复合缩聚物与聚对苯二甲酸乙二醇酯共混得到。
9.优选地,聚对苯二甲酸乙二醇酯、超支化季戊四醇复合缩聚物的质量比为50-100:1-5。
10.优选地,超支化季戊四醇复合缩聚物为采用双羟甲基丙酸作为支化单体,与季戊四醇进行缩合,支化缩聚物的端部羟基与软脂酸、纳米二氧化硅反应得到。
11.由于纳米二氧化硅本身的亲水性好,而且具有极高的表面能,在聚对苯二甲酸乙二醇酯中很难分散均匀。本技术采用双羟甲基丙酸为支化单体,在对甲苯磺酸的作用下通过缩聚结合在季戊四醇上,然后依次采用软脂酸、纳米二氧化硅在形成的超支化缩聚物端部的羟基发生反应,制得超支化季戊四醇复合缩聚物,增强纳米二氧化硅与聚对苯二甲酸乙二醇酯的相容性。
12.优选地,超支化季戊四醇复合缩聚物采用如下具体步骤制得:将双羟甲基丙酸加热至熔融,调节温度为140-150℃,加入季戊四醇、催化剂,氮气保护下搅拌至体系酸值为6-8mgkoh/g,停止反应,加入软脂酸、催化剂搅拌,加入纳米二氧化硅搅拌至体系酸值稳定,然后减压抽真空反应至无水生成,停止加热得到超支化季戊四醇复合缩聚物。
13.优选地,催化剂为对甲苯磺酸。
14.优选地,双羟甲基丙酸、季戊四醇、软脂酸、纳米二氧化硅的质量比为1-5:1-3:1-2:1-2。
15.优选地,聚对苯二甲酸乙二醇酯中间层采用如下具体步骤制得:将聚对苯二甲酸乙二醇酯与超支化季戊四醇复合缩聚物混合,加入至预热至120-140℃的转矩流变仪中熔融共混,挤出,干燥,注塑成型得到聚对苯二甲酸乙二醇酯中间层。
16.优选地,聚氟乙烯保护层厚度为10-100μm。
17.优选地,聚对苯二甲酸乙二醇酯中间层厚度为0.2-0.5mm。
18.本技术的有益效果如下所示:超支化季戊四醇复合缩聚物端部不再含有大量的氢键,从而不再表现出强极性,与聚对苯二甲酸乙二醇酯共混,可较易溶解在聚对苯二甲酸乙二醇酯中,接枝在超支化缩聚物端部的纳米二氧化硅在聚对苯二甲酸乙二醇酯中的分散均匀度极高;而超支化季戊四醇复合缩聚物与聚对苯二甲酸乙二醇酯的分子链部分同构,因此不仅可提高聚对苯二甲酸乙二醇酯的结晶度,而且与超支化季戊四醇复合缩聚物上接枝的纳米二氧化硅协同作用,可有效促使晶体生长效率,综合作用下可显著提高聚对苯二甲酸乙二醇酯中间层的热稳定性与力学性能。而超支化季戊四醇复合缩聚物中接枝有软脂酸,不仅可有效增强聚对苯二甲酸乙二醇酯中间层的防水性能,而且软脂酸接枝在超支化缩聚物端部的长烷基链结构上,与聚对苯二甲酸乙二醇酯充分缠结分散,经过固化后,体系韧性与冲击性能优异,抗机械受损强度进一步增强。
19.本技术通过胶黏剂在聚对苯二甲酸乙二醇酯中间层两侧粘连聚氟乙烯保护层进行协同作用,使太阳能光伏背板具有良好的机械性能与耐高温性,且制备方法简单,适用于工业生产。
附图说明
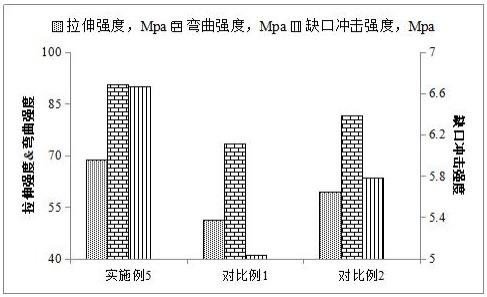
20.图1为实施例5和对比例1-2所得太阳能多层复合光伏背板的力学性能对比图。
21.图2为实施例5和对比例1-2所得太阳能多层复合光伏背板的热变形温度对比图。
22.图3为实施例5和对比例1-2所得太阳能多层复合光伏背板的tg曲线对比图。
具体实施方式
23.下面结合具体实施例对本技术作进一步解说。
24.实施例1一种太阳能多层复合光伏背板,包括:厚度为10μm的聚氟乙烯保护层与厚度为0.2mm的聚对苯二甲酸乙二醇酯中间层;聚对苯二甲酸乙二醇酯中间层两侧分别贴敷有聚氟乙烯保护层,聚氟乙烯保护层与聚对苯二甲酸乙二醇酯中间层通过聚氨酯胶黏剂粘连。
25.上述聚对苯二甲酸乙二醇酯中间层采用如下具体步骤制得:将50kg聚对苯二甲酸乙二醇酯置于70℃干燥箱中干燥除去水分,与1kg超支化季戊四醇复合缩聚物加入至预热至120℃的转矩流变仪中熔融共混,转子转速为60r/min,挤出,干燥,注塑成型得到聚对苯二甲酸乙二醇酯中间层。
26.上述超支化季戊四醇复合缩聚物采用如下具体步骤制得:将1kg双羟甲基丙酸加入至反应器中,搅拌状态下加热至熔融,调节温度为140℃,加入1kg季戊四醇、0.1kg对甲苯磺酸,氮气保护下搅拌至体系酸值为6mgkoh/g,停止反应,加入1kg软脂酸、0.01kg对甲苯磺酸搅拌10min,加入1kg纳米二氧化硅搅拌至体系酸值无变化,然后减压抽真空反应至无水生成,停止加热,得到超支化季戊四醇复合缩聚物。
27.实施例2一种太阳能多层复合光伏背板,包括:厚度为100μm的聚氟乙烯保护层与厚度为0.5mm的聚对苯二甲酸乙二醇酯中间层;聚对苯二甲酸乙二醇酯中间层两侧分别贴敷有聚氟乙烯保护层,聚氟乙烯保护层与聚对苯二甲酸乙二醇酯中间层通过聚氨酯胶黏剂粘连。
28.上述聚对苯二甲酸乙二醇酯中间层采用如下具体步骤制得:将100kg聚对苯二甲酸乙二醇酯置于80℃干燥箱中干燥除去水分,与5kg超支化季戊四醇复合缩聚物加入至预热至140℃的转矩流变仪中熔融共混,转子转速为100r/min,挤出,干燥,注塑成型得到聚对苯二甲酸乙二醇酯中间层。
29.上述超支化季戊四醇复合缩聚物采用如下具体步骤制得:将5kg双羟甲基丙酸加入至反应器中,搅拌状态下加热至熔融,调节温度为150℃,加入3kg季戊四醇、0.2kg对甲苯磺酸,氮气保护下搅拌至体系酸值为8mgkoh/g,停止反应,加入2kg软脂酸、0.05kg对甲苯磺酸搅拌20min,加入2kg纳米二氧化硅搅拌至体系酸值无变化,然后减压抽真空反应至无水生成,停止加热,得到超支化季戊四醇复合缩聚物。
30.实施例3一种太阳能多层复合光伏背板,包括:厚度为30μm的聚氟乙烯保护层与厚度为0.4mm的聚对苯二甲酸乙二醇酯中间层;聚对苯二甲酸乙二醇酯中间层两侧分别贴敷有聚氟乙烯保护层,聚氟乙烯保护层与聚对苯二甲酸乙二醇酯中间层通过环氧树脂胶黏剂粘连。
31.上述聚对苯二甲酸乙二醇酯中间层采用如下具体步骤制得:将60kg聚对苯二甲酸乙二醇酯置于77℃干燥箱中干燥除去水分,与2kg超支化季戊四醇复合缩聚物加入至预热至135℃的转矩流变仪中熔融共混,转子转速为70r/min,挤出,干燥,注塑成型得到聚对苯二甲酸乙二醇酯中间层。
32.上述超支化季戊四醇复合缩聚物采用如下具体步骤制得:将4kg双羟甲基丙酸加入至反应器中,搅拌状态下加热至熔融,调节温度为142℃,加入2.5kg季戊四醇、0.12kg对
甲苯磺酸,氮气保护下搅拌至体系酸值为7.5mgkoh/g,停止反应,加入1.3kg软脂酸、0.04kg对甲苯磺酸搅拌13min,加入1.7kg纳米二氧化硅搅拌至体系酸值无变化,然后减压抽真空反应至无水生成,停止加热,得到超支化季戊四醇复合缩聚物。
33.实施例4一种太阳能多层复合光伏背板,包括:厚度为60μm的聚氟乙烯保护层与厚度为0.3mm的聚对苯二甲酸乙二醇酯中间层;聚对苯二甲酸乙二醇酯中间层两侧分别贴敷有聚氟乙烯保护层,聚氟乙烯保护层与聚对苯二甲酸乙二醇酯中间层通过环氧树脂胶黏剂粘连。
34.上述聚对苯二甲酸乙二醇酯中间层采用如下具体步骤制得:将80kg聚对苯二甲酸乙二醇酯置于73℃干燥箱中干燥除去水分,与4kg超支化季戊四醇复合缩聚物加入至预热至125℃的转矩流变仪中熔融共混,转子转速为90r/min,挤出,干燥,注塑成型得到聚对苯二甲酸乙二醇酯中间层。
35.上述超支化季戊四醇复合缩聚物采用如下具体步骤制得:将2kg双羟甲基丙酸加入至反应器中,搅拌状态下加热至熔融,调节温度为148℃,加入1.5kg季戊四醇、0.18kg对甲苯磺酸,氮气保护下搅拌至体系酸值为6.5mgkoh/g,停止反应,加入1.7kg软脂酸、0.02kg对甲苯磺酸搅拌17min,加入1.3kg纳米二氧化硅搅拌至体系酸值无变化,然后减压抽真空反应至无水生成,停止加热,得到超支化季戊四醇复合缩聚物。
36.实施例5一种太阳能多层复合光伏背板,包括:厚度为55μm的聚氟乙烯保护层与厚度为0.35mm的聚对苯二甲酸乙二醇酯中间层;聚对苯二甲酸乙二醇酯中间层两侧分别贴敷有聚氟乙烯保护层,聚氟乙烯保护层与聚对苯二甲酸乙二醇酯中间层通过环氧树脂胶黏剂粘连。
37.上述聚对苯二甲酸乙二醇酯中间层采用如下具体步骤制得:将70kg聚对苯二甲酸乙二醇酯置于75℃干燥箱中干燥除去水分,与3kg超支化季戊四醇复合缩聚物加入至预热至130℃的转矩流变仪中熔融共混,转子转速为80r/min,挤出,干燥,注塑成型得到聚对苯二甲酸乙二醇酯中间层。
38.上述超支化季戊四醇复合缩聚物采用如下具体步骤制得:将3kg双羟甲基丙酸加入至反应器中,搅拌状态下加热至熔融,调节温度为145℃,加入2kg季戊四醇、0.15kg对甲苯磺酸,氮气保护下搅拌至体系酸值为7mgkoh/g,停止反应,加入1.5kg软脂酸、0.03kg对甲苯磺酸搅拌15min,加入1.5kg纳米二氧化硅搅拌至体系酸值无变化,然后减压抽真空反应至无水生成,停止加热,得到超支化季戊四醇复合缩聚物。
39.对比例1一种太阳能多层复合光伏背板,包括:厚度为55μm的聚氟乙烯保护层与厚度为0.35mm的聚对苯二甲酸乙二醇酯中间层;聚对苯二甲酸乙二醇酯中间层两侧分别贴敷有聚氟乙烯保护层,聚氟乙烯保护层与聚对苯二甲酸乙二醇酯中间层通过环氧树脂胶黏剂粘连;聚对苯二甲酸乙二醇酯中间层采用纯聚对苯二甲酸乙二醇酯材料注塑得到。
40.对比例2一种太阳能多层复合光伏背板,包括:厚度为55μm的聚氟乙烯保护层与厚度为0.35mm的聚对苯二甲酸乙二醇酯中间层;聚对苯二甲酸乙二醇酯中间层两侧分别贴敷有聚
氟乙烯保护层,聚氟乙烯保护层与聚对苯二甲酸乙二醇酯中间层通过环氧树脂胶黏剂粘连。
41.上述聚对苯二甲酸乙二醇酯中间层采用如下具体步骤制得:将70kg聚对苯二甲酸乙二醇酯置于75℃干燥箱中干燥除去水分,与3kg季戊四醇复合物加入至预热至130℃的转矩流变仪中熔融共混,转子转速为80r/min,挤出,干燥,注塑成型得到聚对苯二甲酸乙二醇酯中间层。
42.季戊四醇复合物采用如下具体步骤制得:将3kg双羟甲基丙酸加入至反应器中,搅拌状态下加热至熔融,调节温度为145℃,加入2kg季戊四醇、0.15kg对甲苯磺酸,氮气保护下搅拌至体系酸值为7mgkoh/g,停止反应,得到季戊四醇复合物。
43.对实施例5和对比例1-2所得太阳能多层复合光伏背板进行力学性能测试,具体如下:参照《gb/t 1040.1-2006 塑料拉伸性能的测定第1部分:总则》进行测试,各组试样为哑铃型片状试样,拉伸速率为50mm/min。参照《gb/t 9341-2008塑料弯曲性能的测定》进行测试,弯曲测试样品尺寸为100mm
×
10mm,弯曲速率为2mm/min。参照《gb/t 1043.1-2008 塑料简支梁冲击性能的测定第1部分:非仪器化冲击试验》进行测试,冲击测试样品尺寸与弯曲测试样品尺寸相同。
44.如图1所示,实施例5所得太阳能多层复合光伏背板的拉伸强度、弯曲强度、缺口冲击强度均为最佳。本技术人认为:这是由于本技术采用超支化季戊四醇复合缩聚物与聚对苯二甲酸乙二醇酯共混,可提高结晶速率,分子运动虽然受阻,但是体系中超支化结构,可快速吸收冲击能量并进行传递,可保证拉伸强度、弯曲强度较高水平的基础上,不影响缺口冲击强度的提高。
45.采用xrw-300f型热维卡热变形仪按照《astmd648-2000塑料热变形温度试验方法》对实施例5和对比例1-2所得太阳能多层复合光伏背板的热变形温度进行测试。
46.如图2所示,与对比例1相比,实施例5所得太阳能多层复合光伏背板的热变形温度提高至少50℃,相对于对比例2提高至少30℃。
47.本技术人认为:这是由于纯pet是一种半结晶聚合物,分子结构因为具有苯环与极性酯基的共轭体系,使材料具有很大的刚性,所以导致pet材料结晶速率低,热变形温度低。而本发明采用超支化季戊四醇复合缩聚物与聚对苯二甲酸乙二醇酯共混,增加聚对苯二甲酸乙二醇酯中间层的结晶度,同时其上的分子链与聚对苯二甲酸乙二醇酯之间形成缠结,限制分子链之间的移动,从而增加热变形抗力。
48.采用热重分析仪对实施例5和对比例1-2所得太阳能多层复合光伏背板进行tga测试,将各组试样以20℃/min的速度从50℃升至600℃,氮气气氛气流量为60ml/min。
49.如图3所示,实施例5所得太阳能多层复合光伏背板热分解温度最高。本技术人认为:这是由于本技术采用超支化季戊四醇复合缩聚物与聚对苯二甲酸乙二醇酯共混,超支化季戊四醇复合缩聚物与聚对苯二甲酸乙二醇酯之间相容性好,且内部存在良好的相互作用力,使实施例5所得太阳能多层复合光伏背板在热分解过程中受到分子内与分子间阻碍作用,热分解困难增加,同时热分解温度相比对比例1、对比例2要高,在曲线上表现为向高温方向移动。
50.以上所述,仅为本技术较佳的具体实施方式,但本技术的保护范围并不局限于此,
任何熟悉本技术领域的技术人员在本技术揭露的技术范围内,根据本技术的技术方案及其发明构思加以等同替换或改变,都应涵盖在本技术的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1